Вам также может понравиться
- National Violations Platform (EFAA) : Ministry of Interior - General Directorate of TrafficДокумент7 страницNational Violations Platform (EFAA) : Ministry of Interior - General Directorate of TrafficFADED SPECTREОценок пока нет
- Avesta Welding ManualДокумент300 страницAvesta Welding Manual66apenlullenОценок пока нет
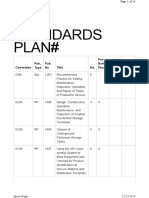
- API Standards ListДокумент14 страницAPI Standards ListMirzaОценок пока нет
- 47861316Документ114 страниц47861316MirzaОценок пока нет
- Quran-20 Most Frequent WordsДокумент16 страницQuran-20 Most Frequent Wordsemale100% (2)
- National Register of Citizens NRCДокумент3 страницыNational Register of Citizens NRCPrashant TrivediОценок пока нет
- Silver OaksДокумент2 страницыSilver OaksMirzaОценок пока нет
- Noun Verb CollocationДокумент3 страницыNoun Verb Collocationammardas827Оценок пока нет
- Test Plate Order FormДокумент1 страницаTest Plate Order FormMirzaОценок пока нет
- Ati 316ti Tds en v1Документ5 страницAti 316ti Tds en v1rensieoviОценок пока нет
- NORSOK Standard Jacket PipesДокумент28 страницNORSOK Standard Jacket PipesvuongОценок пока нет
- NORSOK Standard Jacket PipesДокумент28 страницNORSOK Standard Jacket PipesvuongОценок пока нет
- Sulfuric Acid Hand Book PDFДокумент36 страницSulfuric Acid Hand Book PDFJob Warit100% (2)
- Cairn India Delivering Safe Reliable OperationДокумент9 страницCairn India Delivering Safe Reliable OperationMirzaОценок пока нет
- RBI ProgramДокумент31 страницаRBI ProgramMirzaОценок пока нет
- AL Manaa Hospital Working Schedule During RamadanДокумент1 страницаAL Manaa Hospital Working Schedule During RamadanMirzaОценок пока нет
- E1815-01 Film System Classification PDFДокумент6 страницE1815-01 Film System Classification PDFalisyalalaОценок пока нет
- The Complete Solution IELTS Writing PDFДокумент164 страницыThe Complete Solution IELTS Writing PDFKhánh MinhОценок пока нет
- E446 PDFДокумент3 страницыE446 PDFjaskaran singhОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- MSDS PVCДокумент3 страницыMSDS PVCechavarriОценок пока нет
- Induced Roll Magnetic Separator: Data Sheet - IRMДокумент5 страницInduced Roll Magnetic Separator: Data Sheet - IRMMIzan NursiadiОценок пока нет
- Data Sheet ASTM A514 Grade B 2017-04-19 221 371857150 enДокумент2 страницыData Sheet ASTM A514 Grade B 2017-04-19 221 371857150 enkanteron6443Оценок пока нет
- Mumbai DP 2014-34Документ513 страницMumbai DP 2014-34vikasbapat100% (2)
- Dual Injection SystemДокумент2 страницыDual Injection Systemvijaybalaji2002Оценок пока нет
- Nokia 1680 Service Manual Level 1 2Документ13 страницNokia 1680 Service Manual Level 1 2esausmanОценок пока нет
- Space Shuttle Main Engine The First Ten Years - 1Документ6 страницSpace Shuttle Main Engine The First Ten Years - 1fengrotorОценок пока нет
- Slender Column Moment MagnifierДокумент8 страницSlender Column Moment Magnifiermotiur basumОценок пока нет
- Registry of Accredited Competency Assessment Centers 082013Документ117 страницRegistry of Accredited Competency Assessment Centers 082013Erickson CastilloОценок пока нет
- Turbine ElsterДокумент4 страницыTurbine Elsterpalotito_eОценок пока нет
- Traveller Caravans BrochureДокумент7 страницTraveller Caravans BrochureVishal SolankiОценок пока нет
- Tube Expanders CatalogДокумент20 страницTube Expanders Catalognathanielek1989Оценок пока нет
- CLSSДокумент74 страницыCLSSSurya Prakash100% (9)
- Astm, Ks-Jis-Din Material Comparison Tables (Part 1)Документ5 страницAstm, Ks-Jis-Din Material Comparison Tables (Part 1)Yang WuОценок пока нет
- Sweeper Scrubber Brush Broom and PartsДокумент401 страницаSweeper Scrubber Brush Broom and PartsFaizal JamalОценок пока нет
- Profile Company JagДокумент4 страницыProfile Company JagYudhistira PratamaОценок пока нет
- Brochure Kermetico AKДокумент2 страницыBrochure Kermetico AKycwbycwbОценок пока нет
- CDJ 100SДокумент28 страницCDJ 100SMarcos ZanelliОценок пока нет
- CATALOG FURNITURE ALKES RUMAH SAKIT & KLINIKДокумент28 страницCATALOG FURNITURE ALKES RUMAH SAKIT & KLINIKBANGden qОценок пока нет
- Kitacon Collapse BuildingДокумент12 страницKitacon Collapse BuildingRafee PieОценок пока нет
- Structured Cataalists and Reactors Ceramic CatalistДокумент55 страницStructured Cataalists and Reactors Ceramic CatalistBoby Royan Naira AzdlilОценок пока нет
- Concrete Slump TestДокумент5 страницConcrete Slump TestVel Dhanish100% (1)
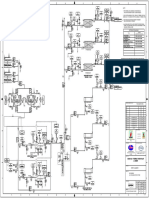
- SH1 Dhi P1PCB M M01 Pid 5325Документ1 страницаSH1 Dhi P1PCB M M01 Pid 5325Thanh SonОценок пока нет
- Grundfos 28-80Документ6 страницGrundfos 28-80anОценок пока нет
- Steel Specification ComparisonsДокумент1 страницаSteel Specification Comparisonssmith willОценок пока нет
- There Are Changes To The Fuel System Leak Detection and Threshold Resetting ProcedureДокумент10 страницThere Are Changes To The Fuel System Leak Detection and Threshold Resetting ProcedureHamilton mirandaОценок пока нет
- Basic electric circuit concepts explainedДокумент1 страницаBasic electric circuit concepts explainedanothersomeguyОценок пока нет
- Graffiti Illustrator TutorialДокумент3 страницыGraffiti Illustrator TutorialDoreenОценок пока нет
- Cold Formed Steel Design Summary (EN1993) (Runet Software)Документ16 страницCold Formed Steel Design Summary (EN1993) (Runet Software)enriquegarbayoОценок пока нет
- Penn Students Design Propane to Acrylic Acid ProcessДокумент231 страницаPenn Students Design Propane to Acrylic Acid ProcessCluisantony Jayco DizeОценок пока нет