Вам также может понравиться
- E376-96 EC Measuring Coarting Thickness PDFДокумент4 страницыE376-96 EC Measuring Coarting Thickness PDFGanesh R NairОценок пока нет
- Astm E376Документ5 страницAstm E376Omar Bellido ValenciaОценок пока нет
- ASTM - B499 - 1996 Reapproved 2002 - Standard Test Method For Measurement of Coating ThicknessesДокумент4 страницыASTM - B499 - 1996 Reapproved 2002 - Standard Test Method For Measurement of Coating ThicknessesArmaghan ShiekhОценок пока нет
- Astm D1186-01 PDFДокумент5 страницAstm D1186-01 PDFCalidad - TGIОценок пока нет
- Astm E376 11 PDFДокумент5 страницAstm E376 11 PDFsergio100% (1)
- Example of Bomb-Pit Construction: 1 Meter DiameterДокумент5 страницExample of Bomb-Pit Construction: 1 Meter DiameterMohdHuzairiRusliОценок пока нет
- E 986 - 97 - RTK4NGДокумент3 страницыE 986 - 97 - RTK4NGLucia Dominguez100% (1)
- Astm F 1496 - 99Документ21 страницаAstm F 1496 - 99Francisco GuerraОценок пока нет
- SD 1186 PDFДокумент4 страницыSD 1186 PDFgana_1783Оценок пока нет
- ASTM E 1220 99 Exam Penet Visible Lavable SolventДокумент6 страницASTM E 1220 99 Exam Penet Visible Lavable SolventMarisol VivianoОценок пока нет
- Astm A325Документ1 страницаAstm A325Alberto CárdenasОценок пока нет
- Certification Document - Da200 Contour ProbeДокумент1 страницаCertification Document - Da200 Contour ProbeTonyRiverosBecerraОценок пока нет
- Astm E11 20Документ12 страницAstm E11 20mehrdarou.qaОценок пока нет
- A573 A573M-00 Structural Carbon Steel Plates of Improved Toughness1Документ2 страницыA573 A573M-00 Structural Carbon Steel Plates of Improved Toughness1AckmonОценок пока нет
- WPS Ernicu 7 R1 3 6 PDFДокумент4 страницыWPS Ernicu 7 R1 3 6 PDFandresОценок пока нет
- Sfa-5 31Документ10 страницSfa-5 31Sarvesh MishraОценок пока нет
- Astm A 490Документ6 страницAstm A 490Pedro Diaz UzcateguiОценок пока нет
- Astm G12Документ2 страницыAstm G12Jairo Arroyo100% (1)
- Iso 9052-1-1989Документ8 страницIso 9052-1-1989Yuri De SantisОценок пока нет
- Measuring Thickness by Pulse-Echo Electromagnetic Acoustic Transducer (EMAT) MethodsДокумент5 страницMeasuring Thickness by Pulse-Echo Electromagnetic Acoustic Transducer (EMAT) MethodsVuong Tran VanОценок пока нет
- Astm A185-07Документ6 страницAstm A185-07Milenita Paez AcuñaОценок пока нет
- ASTM A283 Grade C: General Product DescriptionДокумент1 страницаASTM A283 Grade C: General Product DescriptionPratyas SarahОценок пока нет
- Eagle 2000 PDFДокумент4 страницыEagle 2000 PDFErick OlavarriaОценок пока нет
- Zinc Coating (Hot-Dip) On Iron and Steel Hardware: Standard Specification ForДокумент5 страницZinc Coating (Hot-Dip) On Iron and Steel Hardware: Standard Specification ForOscar Rodrigo LopezОценок пока нет
- Astm D4228 05R17Документ3 страницыAstm D4228 05R17Johana Rivadeneira100% (1)
- ASTM G62 Holiday Test PDFДокумент5 страницASTM G62 Holiday Test PDFNuttaphonОценок пока нет
- Operating Instructions For Offline Software of PhascanДокумент30 страницOperating Instructions For Offline Software of PhascanLEONARDOUS7100% (1)
- Mbg533 09 CoverДокумент1 страницаMbg533 09 CoverwahyuОценок пока нет
- Panametrics MG2DLДокумент137 страницPanametrics MG2DLpjhollowОценок пока нет
- ASTZM E1476-97 Metals Sorting Guide PDFДокумент12 страницASTZM E1476-97 Metals Sorting Guide PDFKewell LimОценок пока нет
- Sampling Procedure For Impact Testing of Structural SteelДокумент4 страницыSampling Procedure For Impact Testing of Structural Steeljoy gultom100% (1)
- Asme Section II A-2 Sa-592 Sa-592mДокумент4 страницыAsme Section II A-2 Sa-592 Sa-592mAnonymous GhPzn1xОценок пока нет
- Guaranteed Technical Particulars (GTP) OPGWДокумент2 страницыGuaranteed Technical Particulars (GTP) OPGWAnonymous ufMAGXcskMОценок пока нет
- EN36 Case Hardening Steel: Shipping PolicyДокумент2 страницыEN36 Case Hardening Steel: Shipping PolicyMohit YadavОценок пока нет
- E1219-10 Standard Practice For Fluorescent Liquid Penetrant Testing Using The Solvent - Removable Process PDFДокумент6 страницE1219-10 Standard Practice For Fluorescent Liquid Penetrant Testing Using The Solvent - Removable Process PDFManuel Andres Mantilla DuranОценок пока нет
- Catalogo Palpadores SONATESTДокумент4 страницыCatalogo Palpadores SONATESTJlaraneda SantiagoОценок пока нет
- Capping Concrete Masonry Units, Related Units and Masonry Prisms For Compression TestingДокумент5 страницCapping Concrete Masonry Units, Related Units and Masonry Prisms For Compression Testingاحمد علي احمدОценок пока нет
- Api 578 Positive Material Identification Pmi PDFДокумент24 страницыApi 578 Positive Material Identification Pmi PDFSANKARAN.KОценок пока нет
- Astm D5162-21Документ2 страницыAstm D5162-21Jose Carlos Chuco ConcoОценок пока нет
- 650 150Документ10 страниц650 150ツ ツОценок пока нет
- SSPC Pa 14Документ6 страницSSPC Pa 14mithileshОценок пока нет
- Astm A 335Документ8 страницAstm A 335Ruben Dario Espinoza Vasquez100% (1)
- E1030e1030m 15Документ11 страницE1030e1030m 15masoudОценок пока нет
- ASTM E-1965-98 (2003) Especificación Estándar para Termómetros Infrarrojos para La Determinación Intermitente de La Temperatura Del PacienteДокумент17 страницASTM E-1965-98 (2003) Especificación Estándar para Termómetros Infrarrojos para La Determinación Intermitente de La Temperatura Del PacienteLucio ArmasОценок пока нет
- Astm e 1139Документ6 страницAstm e 1139KEN KОценок пока нет
- E1419 PDFДокумент6 страницE1419 PDFSatwant Singh100% (1)
- A271 96Документ3 страницыA271 96nishanthОценок пока нет
- Observations On Magnetic WallДокумент10 страницObservations On Magnetic WallMuhammad NozarОценок пока нет
- Astm d1752Документ2 страницыAstm d1752Whitebeard RagnarokОценок пока нет
- Ultrasonic Angle-Beam Examination of Steel Plates: Standard Specification ForДокумент3 страницыUltrasonic Angle-Beam Examination of Steel Plates: Standard Specification ForSama UmateОценок пока нет
- ASTM Norm E 164 - 97 - RTE2NC05NWДокумент23 страницыASTM Norm E 164 - 97 - RTE2NC05NWAngelОценок пока нет
- Inspection Report Bifab Ut On Duplex Stainless Steel Piping PDFДокумент11 страницInspection Report Bifab Ut On Duplex Stainless Steel Piping PDFquiron2014Оценок пока нет
- ASTM E376 EnglishДокумент5 страницASTM E376 EnglishFredenandEcheverríaОценок пока нет
- Measuring Coating Thickness by Magnetic-Field or Eddy-Current (Electromagnetic) Testing MethodsДокумент5 страницMeasuring Coating Thickness by Magnetic-Field or Eddy-Current (Electromagnetic) Testing MethodsHương NgôОценок пока нет
- Measuring Coating Thickness by Magnetic-Field or Eddy Current (Electromagnetic) Testing MethodsДокумент5 страницMeasuring Coating Thickness by Magnetic-Field or Eddy Current (Electromagnetic) Testing MethodsErol BurnsОценок пока нет
- Astm B-499-02Документ4 страницыAstm B-499-02Anwarul AfrojОценок пока нет
- Astm E376Документ5 страницAstm E376TEJAS GADKARI100% (2)
- E 2338 - 04 Rtizmzg - PDFДокумент8 страницE 2338 - 04 Rtizmzg - PDFNorman ricardoОценок пока нет
- ASTM B 499 09 Yr 14 Coating MeasurementДокумент5 страницASTM B 499 09 Yr 14 Coating MeasurementPrabath Nilan GunasekaraОценок пока нет
- Acoustic Wave Sensors: Theory, Design and Physico-Chemical ApplicationsОт EverandAcoustic Wave Sensors: Theory, Design and Physico-Chemical ApplicationsОценок пока нет
- Catalogue Solid Core PDFДокумент16 страницCatalogue Solid Core PDFdangodОценок пока нет
- ASTM E446 14 Reference Radiographs For Steel Castings Up To 2 in 508 MM in ThicknessДокумент4 страницыASTM E446 14 Reference Radiographs For Steel Castings Up To 2 in 508 MM in ThicknessdangodОценок пока нет
- Astm G 62-07 PDFДокумент4 страницыAstm G 62-07 PDFdangod100% (1)
- ASTM B187-06 CooperBarДокумент9 страницASTM B187-06 CooperBardangodОценок пока нет
- Exact Solution Tank DrainageДокумент8 страницExact Solution Tank DrainageFelipe CastОценок пока нет
- The Greek LettersДокумент18 страницThe Greek LettersSupreet GuptaОценок пока нет
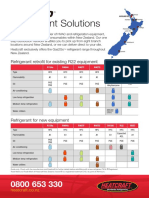
- Refrigerant Solutions: Refrigerant Retrofit For Existing R22 EquipmentДокумент2 страницыRefrigerant Solutions: Refrigerant Retrofit For Existing R22 EquipmentpriyoОценок пока нет
- Quiz Business MathДокумент5 страницQuiz Business MathMA. JEMARIS SOLISОценок пока нет
- Zhou 2019 IOP Conf. Ser. Earth Environ. Sci. 252 032144Документ11 страницZhou 2019 IOP Conf. Ser. Earth Environ. Sci. 252 032144Dante FilhoОценок пока нет
- Union Fork & Hoe No. 19Документ68 страницUnion Fork & Hoe No. 19Jay SОценок пока нет
- Assembly Manual, Operation and Maintenance Round Vibrating Screen Model: Tav-Pvrd-120Документ15 страницAssembly Manual, Operation and Maintenance Round Vibrating Screen Model: Tav-Pvrd-120Sandro Garcia Olimpio100% (1)
- Medgroup Packet Tracer Skills Integration Challenge: - Design and Prototype The New Medgroup TopologyДокумент4 страницыMedgroup Packet Tracer Skills Integration Challenge: - Design and Prototype The New Medgroup TopologyvilanchОценок пока нет
- Vargas, Bartolome Dr. Thornton, Karen 17675251Документ1 страницаVargas, Bartolome Dr. Thornton, Karen 17675251ahmedОценок пока нет
- Concrete ON MALDIVESДокумент55 страницConcrete ON MALDIVESKãrthìçk JkrОценок пока нет
- Scattered Pearls: Selected Sayings and Anecdotes of The Illustrious AuliyaaДокумент103 страницыScattered Pearls: Selected Sayings and Anecdotes of The Illustrious AuliyaaYeye17100% (1)
- The DSG DQ200 LifespanДокумент1 страницаThe DSG DQ200 Lifespanqt99qzyhrbОценок пока нет
- Math Diagnostic ExamДокумент4 страницыMath Diagnostic ExamMananquil JeromeОценок пока нет
- Research Proposal PHDДокумент19 страницResearch Proposal PHDSuleiman Mukhtar100% (2)
- Identifying - Explaining Brake System FunctionsДокумент39 страницIdentifying - Explaining Brake System FunctionsJestoni100% (1)
- NavaДокумент2 страницыNavasaikiranОценок пока нет
- National Railway Museum Annual Review 04-05Документ40 страницNational Railway Museum Annual Review 04-05sol.loredo1705530Оценок пока нет
- Presentation On Anther Culture: Submitted To Submitted byДокумент22 страницыPresentation On Anther Culture: Submitted To Submitted byvishnu0751Оценок пока нет
- An Adaptive Power Oscillation Damping Controllerby STATCOM With Energy StorageДокумент10 страницAn Adaptive Power Oscillation Damping Controllerby STATCOM With Energy StorageChristian EmenikeОценок пока нет
- TotSK 3.0Документ22 страницыTotSK 3.0PedroОценок пока нет
- NTDCДокумент8 страницNTDCjaved_hanifОценок пока нет
- ADT Cat D400EДокумент2 страницыADT Cat D400EEbran AndromedaОценок пока нет
- Explaining Zambian Poverty: A History of Economic Policy Since IndependenceДокумент37 страницExplaining Zambian Poverty: A History of Economic Policy Since IndependenceChola Mukanga100% (3)
- Chapter 3 Deflection of Beams - Conjugate Beam MethodДокумент6 страницChapter 3 Deflection of Beams - Conjugate Beam MethodMbali MagagulaОценок пока нет
- Edrolo ch3Документ42 страницыEdrolo ch3YvonneОценок пока нет
- Planetary Characteristics: © Sarajit Poddar, SJC AsiaДокумент11 страницPlanetary Characteristics: © Sarajit Poddar, SJC AsiaVaraha Mihira100% (11)
- University of LeedsДокумент20 страницUniversity of LeedsYasir KhanОценок пока нет
- MÁY 5 Service Manual Bellavista 1000 V16 08Документ126 страницMÁY 5 Service Manual Bellavista 1000 V16 08Huế TrầnОценок пока нет
- Lecture Notes Unit-1 (Network Operating System) : Session: 2021-22Документ17 страницLecture Notes Unit-1 (Network Operating System) : Session: 2021-22Pradeep BediОценок пока нет
- Orona Fault CodesДокумент19 страницOrona Fault CodesDanushka Bandara100% (1)