Вам также может понравиться
- Shaft Exercises Problem No. 1-2Документ3 страницыShaft Exercises Problem No. 1-2Ariel GamboaОценок пока нет
- Exam NotesДокумент5 страницExam NotesannaОценок пока нет
- Topic 58 AiДокумент4 страницыTopic 58 AiLady ChestnutОценок пока нет
- Gear System PDFДокумент57 страницGear System PDFAzfarridzwan MuszaffarshamОценок пока нет
- The Norman ConquestДокумент19 страницThe Norman ConquestTushmit Mehruba Aka100% (1)
- Week 4 Tema 32 Octubre 2020Документ14 страницWeek 4 Tema 32 Octubre 2020ismael palmaОценок пока нет
- 2 Texts About Petroleum For Reading ComprehensionДокумент4 страницы2 Texts About Petroleum For Reading ComprehensionEmmanuel Tartagal100% (2)
- Week 4 Tema 23 January 2021Документ17 страницWeek 4 Tema 23 January 2021ismael palmaОценок пока нет
- Topic5 Spur GearДокумент31 страницаTopic5 Spur Gearsyafiq hashimОценок пока нет
- Meshing Spur GearsДокумент25 страницMeshing Spur GearsCherrydhelОценок пока нет
- Worm GearsДокумент33 страницыWorm GearsRohan SinghОценок пока нет
- Class 28 - Modeling of A Gear TrainДокумент19 страницClass 28 - Modeling of A Gear Trainapi-26676616100% (2)
- Theory of Gears r3Документ53 страницыTheory of Gears r3gamini ranaweeraОценок пока нет
- Machine Design Formula ListДокумент7 страницMachine Design Formula ListHarpreet Randhawa100% (3)
- 1 Worm GearДокумент53 страницы1 Worm GearMalay ShahОценок пока нет
- Lect. 16 - Mechanical Design - Clutches and BrakesДокумент20 страницLect. 16 - Mechanical Design - Clutches and Brakesadda adqwОценок пока нет
- Design Calculatio1Документ6 страницDesign Calculatio1Hai Liang OngОценок пока нет
- Design of Gear Boxes For Machine ToolДокумент31 страницаDesign of Gear Boxes For Machine ToolAbhi NarwadeОценок пока нет
- Belt and Rope Drives: Types of BeltsДокумент10 страницBelt and Rope Drives: Types of Beltsعبدالله باسم خلاوي مانعОценок пока нет
- Ch08 - 5Документ49 страницCh08 - 5abdallah ghannamОценок пока нет
- Lecture 2 Sample Problems WordДокумент9 страницLecture 2 Sample Problems Wordjake luis matthewОценок пока нет
- PDF Friction - Chapter 3Документ17 страницPDF Friction - Chapter 3Loranie SulukangОценок пока нет
- Gear CalculationsДокумент14 страницGear CalculationsBabette FreyОценок пока нет
- Gear Box DesignДокумент74 страницыGear Box DesignRanjib BiswasОценок пока нет
- Chapter 8 - Kinematics of GearsДокумент37 страницChapter 8 - Kinematics of GearskbashokОценок пока нет
- 5 Gearing GeneralДокумент70 страниц5 Gearing GeneralMehmetОценок пока нет
- Machine Design IIДокумент11 страницMachine Design IIExequiel MedinaОценок пока нет
- Design Calculation of Gearbox: ST ND RD TH THДокумент50 страницDesign Calculation of Gearbox: ST ND RD TH THKaung KhantОценок пока нет
- Cálculo de EngranajesДокумент18 страницCálculo de EngranajesJose Luis HernandezОценок пока нет
- Mechanical Equipment Design Data Sheet: ShaftsДокумент4 страницыMechanical Equipment Design Data Sheet: ShaftsArzan AliОценок пока нет
- Chapter Ten Friction ClutchesДокумент13 страницChapter Ten Friction ClutchesgggggggОценок пока нет
- 3b4b4f16ac0bcdb8c58665b05a018b4dДокумент8 страниц3b4b4f16ac0bcdb8c58665b05a018b4dWicttor SantosОценок пока нет
- Lecture 24: Rolling: Dept. of Mechanical Engg., NIT CalicutДокумент15 страницLecture 24: Rolling: Dept. of Mechanical Engg., NIT CalicutManoj MallickОценок пока нет
- Spur Gear CalculationsДокумент7 страницSpur Gear Calculationsaniket patilОценок пока нет
- Flywheel New PDFДокумент2 страницыFlywheel New PDFmehran hassanОценок пока нет
- Flywheel New PDFДокумент2 страницыFlywheel New PDFElizebethОценок пока нет
- Flywheel New PDFДокумент2 страницыFlywheel New PDFPankaj ChamoliОценок пока нет
- D.K.Pandey: Moment of Inertia of A FlywheelДокумент2 страницыD.K.Pandey: Moment of Inertia of A FlywheelQuestions Mark0% (1)
- Flywheel New PDFДокумент2 страницыFlywheel New PDFNarender KumarОценок пока нет
- Flywheel NewДокумент2 страницыFlywheel NewAnshu YadavОценок пока нет
- Chap 5 - Chain DriveДокумент27 страницChap 5 - Chain DriveTiến LêОценок пока нет
- Gearing AgmaДокумент17 страницGearing AgmaDomingos AzevedoОценок пока нет
- Vessel support system: weight of the shell=π r r pgДокумент3 страницыVessel support system: weight of the shell=π r r pgPorkkodi SugumaranОценок пока нет
- Belt DrivesДокумент30 страницBelt DrivesGanapathy SubramaniamОценок пока нет
- ABE 51 AB Power Engineering Problem Set 1Документ1 страницаABE 51 AB Power Engineering Problem Set 1Christine Agnes MoralesОценок пока нет
- 10.3 Calculation For Cylindrical Worm Gear Pair StrengthДокумент7 страниц10.3 Calculation For Cylindrical Worm Gear Pair StrengthNandaKumarPОценок пока нет
- Sukanta Mandal Pcme602Документ11 страницSukanta Mandal Pcme602Sukanta MandalОценок пока нет
- Chapter Five 2Документ86 страницChapter Five 2hadiaali100% (1)
- Worm Gears DesignДокумент30 страницWorm Gears DesignPankaj DoshiОценок пока нет
- GearДокумент81 страницаGeargalataataaddesaaОценок пока нет
- Gear EfficiencyДокумент6 страницGear EfficiencysohamkoliОценок пока нет
- Epi Gear 1 PDFДокумент21 страницаEpi Gear 1 PDFTrevaughn ParkinsonОценок пока нет
- Calculation Coconut Dehusking and Decorticating MachineДокумент10 страницCalculation Coconut Dehusking and Decorticating MachineJakeОценок пока нет
- Write Down The Following For Both The MaterialsДокумент6 страницWrite Down The Following For Both The MaterialsAlthaf ShaikОценок пока нет
- Machine Elements SummaryДокумент24 страницыMachine Elements SummaryjelmerОценок пока нет
- 01 Worm Gear Drive - LNoteДокумент42 страницы01 Worm Gear Drive - LNote2020MEB057 ASHUTOSHKUMARОценок пока нет
- Gear Train: - Simple - Compound - EpicyclicДокумент18 страницGear Train: - Simple - Compound - EpicyclicGaurav AgarwalОценок пока нет
- Gear Train: Tutorial ProblemsДокумент11 страницGear Train: Tutorial Problemsgiriaj kokareОценок пока нет
- Chuong 3 - Dieu Khien Toc Do Dong Co KDBДокумент55 страницChuong 3 - Dieu Khien Toc Do Dong Co KDBThiên HảiОценок пока нет
- Chapter 4 Gear DrivesДокумент65 страницChapter 4 Gear DrivesabebawalemkerОценок пока нет
- Chapter 7Документ186 страницChapter 7mgualdiОценок пока нет
- Gear Tooth Profile Detennination: From Arbitrary GeometryДокумент13 страницGear Tooth Profile Detennination: From Arbitrary GeometrymgualdiОценок пока нет
- CFD Simulation of Power Losses and Lubricant Flows in GearboxesДокумент40 страницCFD Simulation of Power Losses and Lubricant Flows in GearboxesmgualdiОценок пока нет
- 4 EngrenagesДокумент2 страницы4 EngrenagesmgualdiОценок пока нет
- Thesis GabicciniДокумент196 страницThesis GabiccinimgualdiОценок пока нет
- Vdocuments - MX Advanced Process Limits by Rolling of Helical Potential Gear Qualities in TermsДокумент4 страницыVdocuments - MX Advanced Process Limits by Rolling of Helical Potential Gear Qualities in TermsmgualdiОценок пока нет
- EngOpt Gears 043014Документ20 страницEngOpt Gears 043014mgualdiОценок пока нет
- Correzione X Errichello 1Документ5 страницCorrezione X Errichello 1mgualdiОценок пока нет
- Calculation of Shafts in Marine Applications: Classification NotesДокумент1 страницаCalculation of Shafts in Marine Applications: Classification NotesmgualdiОценок пока нет
- Agma Gear Rating Suite 3Документ1 страницаAgma Gear Rating Suite 3mgualdiОценок пока нет
- Energy Efficiency Solutions: The SKF 18K Concept Gear Unit: More Power, Less EnergyДокумент2 страницыEnergy Efficiency Solutions: The SKF 18K Concept Gear Unit: More Power, Less EnergymgualdiОценок пока нет
- Spur and Helical Gear DesignДокумент11 страницSpur and Helical Gear DesignSridhar RajendranОценок пока нет
- Recalculation KISSsoftДокумент35 страницRecalculation KISSsoftmgualdiОценок пока нет
- Mdesign 2016 Gears Verzahnungen en PDFДокумент86 страницMdesign 2016 Gears Verzahnungen en PDFmgualdiОценок пока нет
- Dom MCQ QuestionДокумент5 страницDom MCQ QuestionRamaswamy SubbiahОценок пока нет
- Equations of Change For Non Isothermal SystemsДокумент35 страницEquations of Change For Non Isothermal SystemsEngr Muhammad AqibОценок пока нет
- Oxo AQA16 P805 ls01 XxaannДокумент5 страницOxo AQA16 P805 ls01 XxaannAdam ChiangОценок пока нет
- Handling Robot With Top Rated Loading Capacity: 700kg PayloadДокумент2 страницыHandling Robot With Top Rated Loading Capacity: 700kg PayloadXanti Zabala Da RosaОценок пока нет
- Applications of Finite Element Method in Structural EngineeringДокумент8 страницApplications of Finite Element Method in Structural Engineeringdennis khisaОценок пока нет
- Cengel Heat Transfer Errata SheetДокумент55 страницCengel Heat Transfer Errata SheetDINESH KUMARОценок пока нет
- 2012SISY Modelingandfuzzycontrolofafour WheeledmobilerobotДокумент7 страниц2012SISY Modelingandfuzzycontrolofafour WheeledmobilerobotAyoub El MrabetОценок пока нет
- Pumps & CompressorsДокумент32 страницыPumps & CompressorssanjeevvangeОценок пока нет
- Numerical Methods in Quantum MechanicsДокумент105 страницNumerical Methods in Quantum MechanicsSagar SharmaОценок пока нет
- Bethe Lattice PaperДокумент13 страницBethe Lattice PaperArdani MunaqiОценок пока нет
- Dynamics Module 2Документ33 страницыDynamics Module 2stephaniejeancortez522Оценок пока нет
- BIPL - 30th LP List Wef 16.11.2021Документ249 страницBIPL - 30th LP List Wef 16.11.2021Unfeatable GamerОценок пока нет
- Euler EquationДокумент10 страницEuler Equationjllama20004321Оценок пока нет
- Avogadro's Number: ExampleДокумент10 страницAvogadro's Number: ExampleAnonymous FhH8sPrОценок пока нет
- Winfried BÖSTERLING International Requirements For Composite Sleepers For Different ApplicationДокумент23 страницыWinfried BÖSTERLING International Requirements For Composite Sleepers For Different Applicationazlan.shareОценок пока нет
- Albert Einstein BiographyДокумент1 страницаAlbert Einstein BiographyfermrtechОценок пока нет
- Moment-Rotation Characterization of Cold-Formed Steel Beam in Box SectionДокумент1 страницаMoment-Rotation Characterization of Cold-Formed Steel Beam in Box SectionXavier NietoОценок пока нет
- 5 2018 02 21!10 28 49 PMДокумент9 страниц5 2018 02 21!10 28 49 PMJoseph James MedinaОценок пока нет
- Physics MomentumДокумент31 страницаPhysics MomentumRado JaОценок пока нет
- A Comparison of Surface - and Standard Penetration Test-Derived Shear-Wave VelocityДокумент10 страницA Comparison of Surface - and Standard Penetration Test-Derived Shear-Wave VelocityCharlie YoungОценок пока нет
- Matter and Phase Change ReviewДокумент4 страницыMatter and Phase Change ReviewZachary NeuОценок пока нет
- Gas Laws CrosswordДокумент2 страницыGas Laws CrosswordHailey Rutherford0% (1)
- The Polar DiagramДокумент7 страницThe Polar DiagramJason RossОценок пока нет
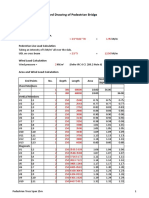
- Preparation of Standard Drawing of Pedestrian Bridge Span: 60 M Load CalculationsДокумент19 страницPreparation of Standard Drawing of Pedestrian Bridge Span: 60 M Load CalculationsRoshan KejariwalОценок пока нет
- Gaskell Manual Solution (4th Edition)Документ123 страницыGaskell Manual Solution (4th Edition)Seungho_Jeong_151475% (20)
- EN1990&EN1997 1 General RulesДокумент54 страницыEN1990&EN1997 1 General Rulesg1g1ngОценок пока нет
- Pitot TubesДокумент12 страницPitot TubesOscar CruzОценок пока нет
- Sediment Erosion in Hydro Turbines 1Документ414 страницSediment Erosion in Hydro Turbines 1Eng Bagaragaza RomualdОценок пока нет
- Eutectic Solution PDFДокумент2 страницыEutectic Solution PDFMelissaОценок пока нет
- Proposal and Analysis of A Novel Single-Drive Bearingless MotorДокумент10 страницProposal and Analysis of A Novel Single-Drive Bearingless MotorMohsenHonarОценок пока нет