Вам также может понравиться
- Bossard White Paper Hydrogen Embrittlement ENДокумент10 страницBossard White Paper Hydrogen Embrittlement ENshiva kumarОценок пока нет
- Corrosion FundamentalsДокумент44 страницыCorrosion FundamentalsSamarth AakteОценок пока нет
- Final Review (Ces) - 1Документ42 страницыFinal Review (Ces) - 1Visa Meena2351Оценок пока нет
- Unit 6 Corrosion Control by Inhibition - TeferiДокумент40 страницUnit 6 Corrosion Control by Inhibition - TeferiDESALEGN SHIBESHОценок пока нет
- Chapter 7: CorrosionДокумент97 страницChapter 7: CorrosionjavierОценок пока нет
- Ch1-Introduction and DefinitionДокумент38 страницCh1-Introduction and DefinitionFAHED AYYADОценок пока нет
- 8-6-2020 G4 PHOENIX For Diffusible Hydrogen in Welds and Metals PresentationДокумент42 страницы8-6-2020 G4 PHOENIX For Diffusible Hydrogen in Welds and Metals PresentationAliFriendОценок пока нет
- ElectrochemistryModule 4Документ6 страницElectrochemistryModule 4Anushka SinghОценок пока нет
- Cathodic Protection Applications of Sacrificial AnodeДокумент7 страницCathodic Protection Applications of Sacrificial AnodeSurya PrakashОценок пока нет
- Solubility and Diffusion of Hydrogen in Pure Metals and AlloysДокумент10 страницSolubility and Diffusion of Hydrogen in Pure Metals and AlloysBalló NorbertОценок пока нет
- (Chemistry) Sol Gel and Organic ReactionsДокумент36 страниц(Chemistry) Sol Gel and Organic ReactionsAshutosh TripathyОценок пока нет
- Ijetr022802 PDFДокумент10 страницIjetr022802 PDFerpublicationОценок пока нет
- Corrosion Part 2Документ23 страницыCorrosion Part 2ronnie1992Оценок пока нет
- Lecture - 2 Basic Principles and Electrochemical Reactions 2022-1Документ32 страницыLecture - 2 Basic Principles and Electrochemical Reactions 2022-1Bibin BhaskarОценок пока нет
- DarshitДокумент18 страницDarshitDevashish JoshiОценок пока нет
- Unit 4 - Corrosion Prevention - Inhibitors - ABДокумент27 страницUnit 4 - Corrosion Prevention - Inhibitors - ABVeviet pomata100% (1)
- FALLSEM2015 16 CP3624 24 Aug 2015 RM01 Module 5 CoordinatorДокумент43 страницыFALLSEM2015 16 CP3624 24 Aug 2015 RM01 Module 5 CoordinatorPlaya 5Оценок пока нет
- Review Paper - Hydrogen Embrittlement in Coated Steel Fasteners - Brahimi-2006Документ37 страницReview Paper - Hydrogen Embrittlement in Coated Steel Fasteners - Brahimi-2006Son NguyenОценок пока нет
- Hydrogen EmbrittlementДокумент4 страницыHydrogen EmbrittlementShubhamVishwakarmaОценок пока нет
- Catalyst PreparationДокумент15 страницCatalyst PreparationVISHAL SHARMAОценок пока нет
- Corrosion Principles: Engr. Dr. AD Chandio Associate Professor Myd & Mmy Ned Uet, KhiДокумент52 страницыCorrosion Principles: Engr. Dr. AD Chandio Associate Professor Myd & Mmy Ned Uet, KhialiОценок пока нет
- Corrosion: BimetallicДокумент1 страницаCorrosion: Bimetallicpiscesguy78Оценок пока нет
- DNano 2223 12 Nanoparticles SyntesisДокумент21 страницаDNano 2223 12 Nanoparticles SyntesisFrancisco SousaОценок пока нет
- Applied Chemical: Created By: Elfi Nur Rohmah MSU Class March, 2019Документ60 страницApplied Chemical: Created By: Elfi Nur Rohmah MSU Class March, 2019elfiОценок пока нет
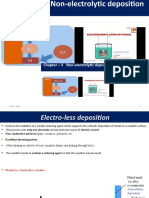
- Chapter - V Non-Electrolytic DepositionДокумент68 страницChapter - V Non-Electrolytic DepositionbirhangebrieОценок пока нет
- Name:-Rushikesh Tupkar - Roll No.:-656 'F' - Topic: - Applied Chemistry Activity - Under Guidance Of: - Miss. Archana RamtekeДокумент29 страницName:-Rushikesh Tupkar - Roll No.:-656 'F' - Topic: - Applied Chemistry Activity - Under Guidance Of: - Miss. Archana RamtekeSonu DarondeОценок пока нет
- Microsoft Word - Section 2 - Acid AdditivesДокумент25 страницMicrosoft Word - Section 2 - Acid AdditivesCynthy Ivonne Torres PerezОценок пока нет
- Preservation PlantДокумент17 страницPreservation PlantSanjeevi Kumar SpОценок пока нет
- O4.1 - Corrosion InhibitorsДокумент17 страницO4.1 - Corrosion InhibitorsChase EvanОценок пока нет
- Global Impact of Corrosion - Occurrence, Cost and Mitigation - 2020Документ5 страницGlobal Impact of Corrosion - Occurrence, Cost and Mitigation - 2020tugceОценок пока нет
- Using Cyanex 923 For Selective Extraction in A High Concentration Chloride Medium-LarsonДокумент8 страницUsing Cyanex 923 For Selective Extraction in A High Concentration Chloride Medium-LarsonDaiana NavarreteОценок пока нет
- Chemistry Investigatory Project: Topic: To Study The Effect of Metal Coupling On Rusting of IronДокумент12 страницChemistry Investigatory Project: Topic: To Study The Effect of Metal Coupling On Rusting of IronSumit Chakrabarti100% (1)
- WINSEM2018-19 - CHY1701 - ETH - SJT304 - VL2018195004125 - Reference Material I - EC - Module-4-Corrosion ProtectionДокумент61 страницаWINSEM2018-19 - CHY1701 - ETH - SJT304 - VL2018195004125 - Reference Material I - EC - Module-4-Corrosion ProtectionkumarklОценок пока нет
- SSP 214 Painting The Vehicle Pre TreatmentДокумент52 страницыSSP 214 Painting The Vehicle Pre TreatmentKarol GórskiОценок пока нет
- Guia para Preservar Una Caldera AcuotubularДокумент6 страницGuia para Preservar Una Caldera Acuotubularjuan joseОценок пока нет
- Coupling Mechanism Between Wear and Oxidation Processes of 304 Stainless Steel in Hydrogen Peroxide EnvironmentsДокумент9 страницCoupling Mechanism Between Wear and Oxidation Processes of 304 Stainless Steel in Hydrogen Peroxide EnvironmentsRicardo Andrés García LeónОценок пока нет
- Corrosion ControlДокумент24 страницыCorrosion ControlJane SmithОценок пока нет
- Corrosion & Corrosion ControlДокумент233 страницыCorrosion & Corrosion ControlMahmoud HagagОценок пока нет
- Manan Vidya: TtrrrttorrrtrrreДокумент16 страницManan Vidya: TtrrrttorrrtrrreANUJ KURMI GAMING POINTОценок пока нет
- Chapter 2-Metal CorrosionДокумент75 страницChapter 2-Metal Corrosionshenouda403Оценок пока нет
- Why Do Metals Rust? An Easy Read Chemistry Book for Kids | Children's Chemistry BooksОт EverandWhy Do Metals Rust? An Easy Read Chemistry Book for Kids | Children's Chemistry BooksОценок пока нет
- Lecture24 PDFДокумент9 страницLecture24 PDFFranz CaliОценок пока нет
- Corr I - FundДокумент14 страницCorr I - FundAsaweralkhatimОценок пока нет
- Hydrogen in Steel: Effect of Hydrogen on Iron and Steel During Production, Fabrication, and UseОт EverandHydrogen in Steel: Effect of Hydrogen on Iron and Steel During Production, Fabrication, and UseОценок пока нет
- CorrosionДокумент54 страницыCorrosionSorab Khosla100% (1)
- Document 32Документ17 страницDocument 32rik.sengupta.08Оценок пока нет
- Fouji Chem Project Term IIДокумент13 страницFouji Chem Project Term IIsameer chaharОценок пока нет
- 3 Catalyst De-Poisoning by HydrogenationДокумент9 страниц3 Catalyst De-Poisoning by HydrogenationChuka OmeneОценок пока нет
- Catalyst Required PracticalДокумент5 страницCatalyst Required PracticalyoОценок пока нет
- Discussion of RustingДокумент15 страницDiscussion of RustingShamil Azha Ibrahim0% (1)
- CorrosionДокумент30 страницCorrosionAyush AgarwalОценок пока нет
- EN Process Performance: Effect of Agitation, Loading and Stabilizer LevelДокумент23 страницыEN Process Performance: Effect of Agitation, Loading and Stabilizer LevelStefanus Girindra WardhanaОценок пока нет
- Chapter 6Документ27 страницChapter 6Pranavhari T.N.Оценок пока нет
- JCSE1999Vol2Paper37MechanismforAlpigmenteffectonCD PDFДокумент16 страницJCSE1999Vol2Paper37MechanismforAlpigmenteffectonCD PDFcyclo DreamОценок пока нет
- Corrosion InhibitorsДокумент38 страницCorrosion Inhibitors20pcha122 20pcha122Оценок пока нет
- Photocatalysis Challenges and PotentialsДокумент65 страницPhotocatalysis Challenges and PotentialssridharbkpОценок пока нет
- CorrosionДокумент40 страницCorrosionPreetika Sastry100% (1)
- Weeter1982 PDFДокумент8 страницWeeter1982 PDFMoujahed FarésОценок пока нет
- 4113 9 PDFДокумент64 страницы4113 9 PDFsimonwonghksar1Оценок пока нет
- Lead Recovery From Waste Frit Glass Residue of Electronic Plant by Chemical-Electrochemical MethodsДокумент4 страницыLead Recovery From Waste Frit Glass Residue of Electronic Plant by Chemical-Electrochemical MethodsYeimy Vivar LobosОценок пока нет
- Holoxan Pi PDFДокумент18 страницHoloxan Pi PDFKarol IonasОценок пока нет
- Principles of Floral DesignДокумент22 страницыPrinciples of Floral DesignKarol Ionas100% (5)
- Jack o Lantern CarveДокумент15 страницJack o Lantern CarveKarol IonasОценок пока нет
- Leadershipgrp3final 121203201146 Phpapp01Документ64 страницыLeadershipgrp3final 121203201146 Phpapp01Karol IonasОценок пока нет
- Leadershipgrp3final 121203201146 Phpapp01Документ64 страницыLeadershipgrp3final 121203201146 Phpapp01Karol IonasОценок пока нет
- Swep Industrial enДокумент2 страницыSwep Industrial enKarol IonasОценок пока нет
- EE Directiva 2005Документ6 страницEE Directiva 2005Karol IonasОценок пока нет
- Presentation PPN EmasДокумент10 страницPresentation PPN EmasIndra YuОценок пока нет
- Catalogo Machuelos Threading Tools To Jis StandardДокумент68 страницCatalogo Machuelos Threading Tools To Jis StandardnabilahanakhairunnidaОценок пока нет
- SSPC-SP 16 Brush-Off Blast Cleaning of Non-Ferrous MetalsДокумент5 страницSSPC-SP 16 Brush-Off Blast Cleaning of Non-Ferrous MetalsPablo Ahumada G.Оценок пока нет
- Chapter 3: The Structure of Crystalline Solids: Course Objective..Документ70 страницChapter 3: The Structure of Crystalline Solids: Course Objective..venosyah devanОценок пока нет
- A Winarta Iron Ore Specpn - 19 - 08 - 2017 - Back Supporting DetailsДокумент3 страницыA Winarta Iron Ore Specpn - 19 - 08 - 2017 - Back Supporting DetailsChandan JstОценок пока нет
- Handbuch Schnittwerte F B ENДокумент164 страницыHandbuch Schnittwerte F B ENAhmad KhalifaОценок пока нет
- 20160323093435-52CrMoV4 (51CrMoV4) PDFДокумент1 страница20160323093435-52CrMoV4 (51CrMoV4) PDFMartin HristovОценок пока нет
- Stages in The Life of A MineДокумент10 страницStages in The Life of A MineGerome L. AmperОценок пока нет
- Advisory Group Aerospace Research Development: 7 Rue Ancelle 92 Neuilly-Sur-Seine FranceДокумент58 страницAdvisory Group Aerospace Research Development: 7 Rue Ancelle 92 Neuilly-Sur-Seine FranceThale1905Оценок пока нет
- Hight Speep Tool SteelДокумент11 страницHight Speep Tool SteelcadcamtaiОценок пока нет
- AGAT, Bureau VeritasДокумент30 страницAGAT, Bureau Veritasgavrilenko1426Оценок пока нет
- Cs 2Документ33 страницыCs 2Raghu KОценок пока нет
- Atlas of Rock-Forming Minerals in Thin SectionДокумент106 страницAtlas of Rock-Forming Minerals in Thin Sectionmouad ouhОценок пока нет
- Lectures 20,21 and 22Документ20 страницLectures 20,21 and 22viky kavaОценок пока нет
- Codes Standards For Structural Steel Fabrication ErectionДокумент7 страницCodes Standards For Structural Steel Fabrication Erectionelangorenga67% (3)
- HEAT TREATMENTHandoutДокумент74 страницыHEAT TREATMENTHandoutRaghav NagpalОценок пока нет
- Inconel Alloy 690Документ8 страницInconel Alloy 690Zeeshan SajidОценок пока нет
- Surface Coatings1Документ16 страницSurface Coatings1bathinsreenivasОценок пока нет
- Proficiency Testing (PT) Programme Schedule 2021: Metal & Alloys Mineral & OresДокумент27 страницProficiency Testing (PT) Programme Schedule 2021: Metal & Alloys Mineral & OresShiv PandeyОценок пока нет
- Flow Proses Zinc Phosphating 8 Bak Degreaser 0103Документ5 страницFlow Proses Zinc Phosphating 8 Bak Degreaser 0103marhendraОценок пока нет
- IndustrialProducts SAДокумент33 страницыIndustrialProducts SAJheck AraulloОценок пока нет
- Mining Tenements Reg4Документ37 страницMining Tenements Reg4Amme MarbaОценок пока нет
- Indian Minerals Yearbook 2019: 58 EditionДокумент33 страницыIndian Minerals Yearbook 2019: 58 EditionmodoyioОценок пока нет
- Material Definitions & TermsДокумент3 страницыMaterial Definitions & TermsDr_M_SolimanОценок пока нет
- EXTRACTION OF METALS Form 3 .2Документ9 страницEXTRACTION OF METALS Form 3 .2itsshaunboteОценок пока нет
- RTR 1633.30-01-18Документ4 страницыRTR 1633.30-01-18LHYT NTUAОценок пока нет
- Periodic Table AP ChemДокумент1 страницаPeriodic Table AP ChemJoshua KimОценок пока нет
- O o o oДокумент2 страницыO o o oJeyakandan MarudiahОценок пока нет
- CHG 308LДокумент1 страницаCHG 308LImmalatulhusnaОценок пока нет
- Stainless Steel - Grade 304 (UNS S30400) : Chemical Formula Topics CoveredДокумент10 страницStainless Steel - Grade 304 (UNS S30400) : Chemical Formula Topics CoveredprasobhaОценок пока нет