Вам также может понравиться
- A01 269Документ11 страницA01 269icingrockОценок пока нет
- DASDA YieldДокумент2 страницыDASDA Yieldkanji63Оценок пока нет
- Pranav 1Документ14 страницPranav 1DesignОценок пока нет
- Lecture 20 Sodium Thiosulfate PDFДокумент5 страницLecture 20 Sodium Thiosulfate PDFPutri AzzahraОценок пока нет
- Material BalanceДокумент7 страницMaterial Balanceramsrivatsan0% (1)
- Naphtha: Grade: Sour Naphtha Result Spec Test Method 9002 LimitДокумент1 страницаNaphtha: Grade: Sour Naphtha Result Spec Test Method 9002 LimitHarikrishnan HОценок пока нет
- 920.201 Barium in WaterДокумент1 страница920.201 Barium in WaterIvette Lorena0% (2)
- 4500 SulfiteДокумент3 страницы4500 SulfiteTaniaCarpioОценок пока нет
- ELECNRTL Rate Based NaOH ModelДокумент21 страницаELECNRTL Rate Based NaOH ModelMuhammad UsmanОценок пока нет
- Enrtl-Rk Rate Based Dga ModelДокумент30 страницEnrtl-Rk Rate Based Dga ModelsamandondonОценок пока нет
- Carbon, Alloy and Stainless Steel Pipes - ASME/ANSI B36.10/19Документ4 страницыCarbon, Alloy and Stainless Steel Pipes - ASME/ANSI B36.10/19stvirtueОценок пока нет
- Test 1 Sample QuestionДокумент7 страницTest 1 Sample QuestionAnonymous GsiB6EMGОценок пока нет
- Nitric AcidДокумент14 страницNitric Acidmalini2201Оценок пока нет
- SECTION 1: Identification of The Substance/mixture and of The Company/undertakingДокумент12 страницSECTION 1: Identification of The Substance/mixture and of The Company/undertakingمحمد صبحيОценок пока нет
- Selective Catalytic Reduction of Nox: Kushagra AbhishekДокумент21 страницаSelective Catalytic Reduction of Nox: Kushagra AbhishekKushagra AbhishekОценок пока нет
- Method 8.7 - Refined Sugar: Reducing Sugars by The Knight and Allen MethodДокумент3 страницыMethod 8.7 - Refined Sugar: Reducing Sugars by The Knight and Allen Methodmari100% (1)
- Solvay TowerДокумент10 страницSolvay Towerraspati19Оценок пока нет
- Experiment 2Документ2 страницыExperiment 2sathiashekarОценок пока нет
- Aspen Plus Simulation of Saponification of Ethyl Acetate in The Presence of Sodium Hydroxide in A Plug Flow ReactorДокумент8 страницAspen Plus Simulation of Saponification of Ethyl Acetate in The Presence of Sodium Hydroxide in A Plug Flow ReactorSoumajit SenОценок пока нет
- Caustic Soda Lye (NaOH) ReportДокумент123 страницыCaustic Soda Lye (NaOH) Reportjaysheth100% (2)
- Sodium Stannate Preparation From Stannic Oxide by A Novel SodaДокумент7 страницSodium Stannate Preparation From Stannic Oxide by A Novel SodaGiar Maulana S100% (1)
- NASA Surface Meteorology and Solar Energy - RETScreen DataДокумент2 страницыNASA Surface Meteorology and Solar Energy - RETScreen DataCarlos Isaac Ramirez Velazquez100% (1)
- Geology and Petroleum System of Pishin Basin R.A. Saddique & R. AhmadДокумент10 страницGeology and Petroleum System of Pishin Basin R.A. Saddique & R. AhmadRabab AliОценок пока нет
- 517 141Документ11 страниц517 141sorincarmen88Оценок пока нет
- Salt WasheryДокумент7 страницSalt WasheryAОценок пока нет
- Eat of Solution Data For Aqueous SolutionsДокумент2 страницыEat of Solution Data For Aqueous SolutionsJúlio Gabriel Queiroz dos SantosОценок пока нет
- ISO 8217 2017 Tables 1 and 2 1 1 PDFДокумент2 страницыISO 8217 2017 Tables 1 and 2 1 1 PDFsrОценок пока нет
- Determination of The Purity of A Sodium Sulphate Sample by Gravimetric AnalysisДокумент4 страницыDetermination of The Purity of A Sodium Sulphate Sample by Gravimetric AnalysisNazmul hasanОценок пока нет
- Research ProjectДокумент30 страницResearch ProjectYasser AshourОценок пока нет
- The Gas-Phase Nitration of AlkanesДокумент17 страницThe Gas-Phase Nitration of AlkanesEddie Kluss IIIОценок пока нет
- CNA PresentationДокумент27 страницCNA PresentationMayur KhirodeОценок пока нет
- Toluene Energy 2520 BalanceДокумент3 страницыToluene Energy 2520 Balanceapi-3714811Оценок пока нет
- Team 3Документ21 страницаTeam 3lux0008Оценок пока нет
- Adipic AcidДокумент7 страницAdipic AcidsadiaОценок пока нет
- Process Flow Diagram of Phthalic Anhydride Via O-Xylene OxidationДокумент1 страницаProcess Flow Diagram of Phthalic Anhydride Via O-Xylene OxidationTalha ImtiazОценок пока нет
- BASF Phthalic Anhydride Broschuere ScreenДокумент11 страницBASF Phthalic Anhydride Broschuere ScreenYasemin KaradağОценок пока нет
- Part 4 - Manufacturing Sodium Carbonate and The Solvay ProcessДокумент4 страницыPart 4 - Manufacturing Sodium Carbonate and The Solvay Processracha rachaОценок пока нет
- TEPZZ 5 - Z 5B - T: European Patent SpecificationДокумент8 страницTEPZZ 5 - Z 5B - T: European Patent Specificationandari yuta palwaОценок пока нет
- HPCL Sample Practice Questions - FTRA & FTPA (14.10.2018)Документ14 страницHPCL Sample Practice Questions - FTRA & FTPA (14.10.2018)Vikalp GuptaОценок пока нет
- Experiment 3: Comprehensive Report: Manyoni NДокумент5 страницExperiment 3: Comprehensive Report: Manyoni NMpilo ManyoniОценок пока нет
- Assignment Tutorial WWWДокумент5 страницAssignment Tutorial WWWZariq NazaruddinОценок пока нет
- 2008 Cepci PDFДокумент2 страницы2008 Cepci PDFbОценок пока нет
- IMIDAZOL GLYOXAL MEC c5cp03113c PDFДокумент9 страницIMIDAZOL GLYOXAL MEC c5cp03113c PDFIdalia HelenaОценок пока нет
- Production of Acetic AcidДокумент28 страницProduction of Acetic AcidAl NazreenОценок пока нет
- NAC&SACДокумент5 страницNAC&SACEngr. Asif malikОценок пока нет
- 1 finalreportGALALshared PDFДокумент231 страница1 finalreportGALALshared PDFTram LaiОценок пока нет
- Nowak 1966Документ9 страницNowak 1966adedwi utamaОценок пока нет
- Azrlt15Z: Exxonmobil Refining and Supply Company 22777 Springwoods Village Parkway, Spring, TX 77389Документ28 страницAzrlt15Z: Exxonmobil Refining and Supply Company 22777 Springwoods Village Parkway, Spring, TX 77389Việt Anhd TrầnОценок пока нет
- Thermodynamic Analysis of The Soda AshДокумент10 страницThermodynamic Analysis of The Soda AshbenaliОценок пока нет
- Soran University Faculty of Engineering Department of Chemical EngineeringДокумент25 страницSoran University Faculty of Engineering Department of Chemical EngineeringHalo BashirОценок пока нет
- Industrial _ Engineering Chemistry Process Design and Development Volume 19 issue 4 1980 [doi 10.1021_i260076a001] Garside, John; Shah, Mukund B. -- Crystallization Kinetics from MSMPR Crystallizers.pdfДокумент6 страницIndustrial _ Engineering Chemistry Process Design and Development Volume 19 issue 4 1980 [doi 10.1021_i260076a001] Garside, John; Shah, Mukund B. -- Crystallization Kinetics from MSMPR Crystallizers.pdfIka SulistyaningtiyasОценок пока нет
- Solvent Extraction of Palladium From Chloride Media by TBPДокумент6 страницSolvent Extraction of Palladium From Chloride Media by TBPMoreno MarcatiОценок пока нет
- Church 1951Документ8 страницChurch 1951Evan DulayОценок пока нет
- Al Khaleej Water Efficient Refinery 2000Документ12 страницAl Khaleej Water Efficient Refinery 2000roy@daesОценок пока нет
- Alpha Chemika PDFДокумент208 страницAlpha Chemika PDFMTech ProjectОценок пока нет
- Recovery of Aconitic Acid From MolassesДокумент10 страницRecovery of Aconitic Acid From MolassesAsmita AtreОценок пока нет
- Surface Preparation of MetalsДокумент24 страницыSurface Preparation of MetalsMilton EncaladaОценок пока нет
- Catalysis Communications: Kuiyi You, Jian Jian, Haijun Xiao, Pingle Liu, Qiuhong Ai, He'an LuoДокумент5 страницCatalysis Communications: Kuiyi You, Jian Jian, Haijun Xiao, Pingle Liu, Qiuhong Ai, He'an LuoMuhammad Dzikri AjauhariОценок пока нет
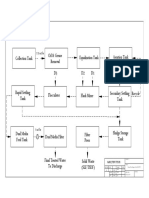
- EC (Electrode Coagulation) Collection Tank & Equalization (LTDS)Документ1 страницаEC (Electrode Coagulation) Collection Tank & Equalization (LTDS)DesignОценок пока нет
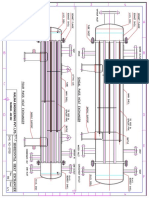
- Horizontal Heat Exchanger PDFДокумент1 страницаHorizontal Heat Exchanger PDFDesignОценок пока нет
- Evaporator Rapid DesignДокумент2 страницыEvaporator Rapid DesignDesignОценок пока нет
- Vertical Storage Tank PDFДокумент1 страницаVertical Storage Tank PDFDesignОценок пока нет
- 5 m3 STP BOMДокумент12 страниц5 m3 STP BOMDesignОценок пока нет
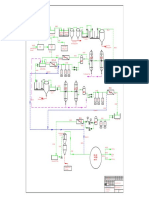
- 45 KLD Stp-ModelДокумент1 страница45 KLD Stp-ModelDesignОценок пока нет
- Date - 20/11/2017: Sr. No Name of Chemical Code Dosage Dissolved Oxygen Remarks 01Документ2 страницыDate - 20/11/2017: Sr. No Name of Chemical Code Dosage Dissolved Oxygen Remarks 01DesignОценок пока нет
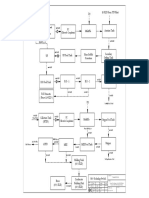
- Etp fOR Dasda PDFДокумент6 страницEtp fOR Dasda PDFDesignОценок пока нет
- MSDS SSS 1303 Oxygen ScavengerДокумент3 страницыMSDS SSS 1303 Oxygen ScavengerDesignОценок пока нет
- Building 3K Store: Waste Water Treatment Plant Size OptimizationДокумент6 страницBuilding 3K Store: Waste Water Treatment Plant Size OptimizationDesignОценок пока нет
- Claris DWG ModelДокумент1 страницаClaris DWG ModelDesignОценок пока нет
- Subject Offer For 65 KLD STP Plant BasedДокумент12 страницSubject Offer For 65 KLD STP Plant BasedDesignОценок пока нет
- 17 KLD STP FlowДокумент1 страница17 KLD STP FlowDesignОценок пока нет
- Selan Exploration Technology LTD, Lohar.: ETP Monthly Report Sheet - Aug 2016Документ1 страницаSelan Exploration Technology LTD, Lohar.: ETP Monthly Report Sheet - Aug 2016DesignОценок пока нет
- Subject Offer For 65 KLD STP Plant BasedДокумент12 страницSubject Offer For 65 KLD STP Plant BasedDesignОценок пока нет
- Technical Specs TreatmentДокумент22 страницыTechnical Specs TreatmentDesign100% (1)
- Treated Effluent ParametersДокумент1 страницаTreated Effluent ParametersDesignОценок пока нет
- BAJAJ BOM of Material: SR No. Name Height Width Length CapacityДокумент2 страницыBAJAJ BOM of Material: SR No. Name Height Width Length CapacityDesignОценок пока нет
- Technical SpecsДокумент21 страницаTechnical SpecsDesignОценок пока нет
- Respected Sir/Madam : For Reliance Powder CoatДокумент1 страницаRespected Sir/Madam : For Reliance Powder CoatDesignОценок пока нет
- Iiecl 200 KLD STPДокумент16 страницIiecl 200 KLD STPDesign100% (1)
- 077 Sarojtiny TechДокумент1 страница077 Sarojtiny TechDesignОценок пока нет
- Studied Refrigerants: 7 IIR Gustav Lorentzen Conference On Natural Working Fluids, Trondheim, Norway, May 28-31, 2006Документ1 страницаStudied Refrigerants: 7 IIR Gustav Lorentzen Conference On Natural Working Fluids, Trondheim, Norway, May 28-31, 2006amogmhetreОценок пока нет
- Example 3 Relating Downhole Rate With The Rate at Standard ConditionsДокумент8 страницExample 3 Relating Downhole Rate With The Rate at Standard ConditionsMaisam AbbasОценок пока нет
- Figure: Normal Modes of Vibrations in A CO MoleculeДокумент9 страницFigure: Normal Modes of Vibrations in A CO MoleculeZahir Rayhan JhonОценок пока нет
- Using Physical and Chemical Properties To Manage Flammable Liquid Hazards Part Three of A Three Part SeriesДокумент9 страницUsing Physical and Chemical Properties To Manage Flammable Liquid Hazards Part Three of A Three Part SeriesAbdul AwanОценок пока нет
- The Zeeman Effect: 1 TheoryДокумент19 страницThe Zeeman Effect: 1 TheoryGökhan GömekОценок пока нет
- B2 Group 1..acetone Production PDFДокумент21 страницаB2 Group 1..acetone Production PDFElif TaşdövenОценок пока нет
- Drying PSДокумент10 страницDrying PSVan Vesper DulliyaoОценок пока нет
- Conductivity Guide enДокумент59 страницConductivity Guide enehagar60100% (1)
- AmmoniaДокумент21 страницаAmmoniaAishwarya MaheshОценок пока нет
- Polarity of Molecule (Autosaved)Документ40 страницPolarity of Molecule (Autosaved)Yson GonzalesОценок пока нет
- PG 1Документ2 страницыPG 1Kelvin RequenaОценок пока нет
- Coordination TheoryДокумент38 страницCoordination TheorySLEVINPJOY100% (11)
- Munn - Metal-Organic Frameworks SIДокумент10 страницMunn - Metal-Organic Frameworks SIjeppoo1Оценок пока нет
- 15.1 250 KG/H of Air Saturated at 2°C Is Mixed With 50 KG/H of Air at 35°C and 80% RHДокумент17 страниц15.1 250 KG/H of Air Saturated at 2°C Is Mixed With 50 KG/H of Air at 35°C and 80% RHNathan EscobalОценок пока нет
- Substitution Reactions NotesДокумент6 страницSubstitution Reactions NotesHafizah RamliОценок пока нет
- Water Treatment - Overview Ion ExchangeДокумент9 страницWater Treatment - Overview Ion ExchangeAliAliОценок пока нет
- Physical Properties of Solution Part 2.2Документ13 страницPhysical Properties of Solution Part 2.2Ann YeongОценок пока нет
- Determination of Wavelength Diffraction Grating by MR CharisДокумент4 страницыDetermination of Wavelength Diffraction Grating by MR CharisAditya R GautamОценок пока нет
- Theory Equilibrium Distribution of Solute Between Immiscible SolventДокумент3 страницыTheory Equilibrium Distribution of Solute Between Immiscible Solventviwe100% (1)
- Falling FilmДокумент21 страницаFalling FilmGhaya Bani RushaidОценок пока нет
- BIO - 103 - L2 - Fall, 2018Документ27 страницBIO - 103 - L2 - Fall, 2018Demi RoseОценок пока нет
- Sodium Hydride 60 Percent in OilДокумент3 страницыSodium Hydride 60 Percent in Oilbhawanisr@gmail.comОценок пока нет
- What Is Air ConditioningДокумент27 страницWhat Is Air ConditioningMd Firan MondalОценок пока нет
- Chemistry IA FinalДокумент10 страницChemistry IA FinalDhiman RoyОценок пока нет
- My Unn Success (Eng, Phy, Bio, Chem)Документ47 страницMy Unn Success (Eng, Phy, Bio, Chem)Okenwa NonsoОценок пока нет
- WWW Askiitians Com Revision Notes Class 9 Science Is Matter Around Us PureДокумент17 страницWWW Askiitians Com Revision Notes Class 9 Science Is Matter Around Us PureDeepak Kumar SharmaОценок пока нет
- An Absorption Refrigeration System Used For Exploiting Mid-Low Temperature Geothermal ResourceДокумент4 страницыAn Absorption Refrigeration System Used For Exploiting Mid-Low Temperature Geothermal ResourcehelderfsnОценок пока нет
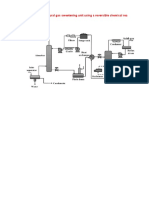
- Schematic For A Typical Natural Gas Sweetening Unit Using A Reversible Chemical Reaction ProcessДокумент8 страницSchematic For A Typical Natural Gas Sweetening Unit Using A Reversible Chemical Reaction ProcessHussamОценок пока нет
- 8 Photoelectric EffectДокумент2 страницы8 Photoelectric EffectJacob Daugherty0% (1)
- Gujarat Technological University: InstructionsДокумент2 страницыGujarat Technological University: InstructionsPandyaОценок пока нет


















































![Industrial _ Engineering Chemistry Process Design and Development Volume 19 issue 4 1980 [doi 10.1021_i260076a001] Garside, John; Shah, Mukund B. -- Crystallization Kinetics from MSMPR Crystallizers.pdf](https://imgv2-1-f.scribdassets.com/img/document/284126833/149x198/abec42366b/1444359067?v=1)