Вам также может понравиться
- Original: FiledДокумент4 страницыOriginal: FiledwcaskeyОценок пока нет
- US2823701Документ3 страницыUS2823701Ator VastatinОценок пока нет
- General Marine EngineeringДокумент67 страницGeneral Marine EngineeringSailorprof100% (3)
- 07-003 Capillary IHXДокумент5 страниц07-003 Capillary IHXAndrii KuzmenkoОценок пока нет
- US3420058Документ5 страницUS3420058moonstarОценок пока нет
- Heat Exchanger Design - ProcessДокумент42 страницыHeat Exchanger Design - Processalokbdas100% (1)
- Heating With Coils and JacketsДокумент14 страницHeating With Coils and Jacketsibal_machine100% (1)
- Heating CoilsДокумент26 страницHeating CoilsTrần Tuấn VũОценок пока нет
- Retubing Experience SRU - WHBДокумент5 страницRetubing Experience SRU - WHBMurugan RangarajanОценок пока нет
- Railwaylocomotiv 36 NewyuoftДокумент426 страницRailwaylocomotiv 36 NewyuoftKrishna VamsiОценок пока нет
- Chapter No.6: Design of Heat ExchangerДокумент35 страницChapter No.6: Design of Heat ExchangerGlacier RamkissoonОценок пока нет
- 11.6 Longitudinal Finned Double-Pipe ExchangersДокумент14 страниц11.6 Longitudinal Finned Double-Pipe Exchangersvatsal07Оценок пока нет
- Heating With Coils and Jackets - CompressДокумент14 страницHeating With Coils and Jackets - CompressIonut StavaracheОценок пока нет
- Shell and Tube Heat Exchanger Design 2Документ29 страницShell and Tube Heat Exchanger Design 2Jonelou Cusipag100% (3)
- Department of Chemical Engineering Engineering Practice and Communication 3Документ24 страницыDepartment of Chemical Engineering Engineering Practice and Communication 3Siboniso KhumaloОценок пока нет
- Topsoe High Flux Steam ReformДокумент6 страницTopsoe High Flux Steam ReformAnissa Nurul BadriyahОценок пока нет
- Inspection of Double Tube Sheet Exch - Presentation1Документ37 страницInspection of Double Tube Sheet Exch - Presentation1Asad Bin Ala QatariОценок пока нет
- ME34 - ME Laboratory 2 - : Signature of Student Under Printed NameДокумент12 страницME34 - ME Laboratory 2 - : Signature of Student Under Printed NameSky FallОценок пока нет
- Manufacturing Method For Cooling Channels - PatentsДокумент5 страницManufacturing Method For Cooling Channels - PatentsAbhi KrishОценок пока нет
- Inune Exchangers: M I N E Exchanger (After Brown Fintube Koch International)Документ30 страницInune Exchangers: M I N E Exchanger (After Brown Fintube Koch International)Process EngineerОценок пока нет
- Mod1 Nptel Process Exchanger DesignДокумент41 страницаMod1 Nptel Process Exchanger DesignAnirudh KaulОценок пока нет
- Sam W Hoke Torch PatentДокумент5 страницSam W Hoke Torch PatentRichard.nlОценок пока нет
- Uzi/M6417, M 71 W75': Aug. 12, 1941-P. R. SeemillerДокумент7 страницUzi/M6417, M 71 W75': Aug. 12, 1941-P. R. SeemillerRadnumОценок пока нет
- Irjet V5i1308 PDFДокумент6 страницIrjet V5i1308 PDFS. MarkОценок пока нет
- An Over View On Shell and Tube Heat ExchangerДокумент5 страницAn Over View On Shell and Tube Heat ExchangerManish PrajapatiОценок пока нет
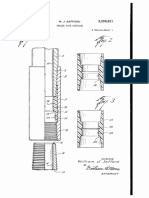
- Us3266821 PDFДокумент5 страницUs3266821 PDFDiogo CorreaОценок пока нет
- Use of Vacuum Furnaces in Heat Treatment: J. OleinikДокумент5 страницUse of Vacuum Furnaces in Heat Treatment: J. OleinikhasanОценок пока нет
- Umted States Patent (191 (111 4,138,969: Tho-Plan Et A1. (45) Feb. 13, 1979Документ12 страницUmted States Patent (191 (111 4,138,969: Tho-Plan Et A1. (45) Feb. 13, 1979_Asylum_Оценок пока нет
- Heat Exchanger - Design CalculationДокумент30 страницHeat Exchanger - Design CalculationdiptyaОценок пока нет
- Basic Boiler Construction: Front Fired Studded Wall Refractory Covered BoilerДокумент12 страницBasic Boiler Construction: Front Fired Studded Wall Refractory Covered BoilerAnand JinoОценок пока нет
- Twisted Tube Heat Exchanger TechnologyДокумент8 страницTwisted Tube Heat Exchanger TechnologyhuangjlОценок пока нет
- PED Ch2Документ30 страницPED Ch2Shubham KumarОценок пока нет
- Vibration-Free Rod-Baffle Design of TubeДокумент5 страницVibration-Free Rod-Baffle Design of Tubehwang2Оценок пока нет
- Basics of Shell and Tube Heat Exchangers With PDFДокумент12 страницBasics of Shell and Tube Heat Exchangers With PDFSachin KumarОценок пока нет
- 2,418,540 April 8, 1947.: R. E. BresslerДокумент5 страниц2,418,540 April 8, 1947.: R. E. Bresslerricva_rjОценок пока нет
- Heat Exchanger DesignДокумент15 страницHeat Exchanger Designcoldness_13Оценок пока нет
- Boiler Heating SurfacesДокумент12 страницBoiler Heating SurfacesHai NguyenОценок пока нет
- Analysis of A Heat Pipe Assisted Heat SinkДокумент6 страницAnalysis of A Heat Pipe Assisted Heat SinkBALAMUGUNDANОценок пока нет
- BORSIG Process Heat Exchanger - Transfer Line ExchangersДокумент28 страницBORSIG Process Heat Exchanger - Transfer Line ExchangersKarna2504100% (1)
- Spiral Coil Radiator JournalДокумент6 страницSpiral Coil Radiator JournalTechnico TechnocratsОценок пока нет
- Tank Coils - Design and UseДокумент7 страницTank Coils - Design and UseMartin DanzeОценок пока нет
- United States Patent (19) : Patent Number: (45) Date of PatentДокумент10 страницUnited States Patent (19) : Patent Number: (45) Date of PatentMichael JordanОценок пока нет
- Iii Iihiii: United States Patent (19) 11 Patent Number: 5,732,772Документ10 страницIii Iihiii: United States Patent (19) 11 Patent Number: 5,732,772abodolkuhaaОценок пока нет
- Reformer Furnaces - Material, Damage Mechanism and AssessmentДокумент21 страницаReformer Furnaces - Material, Damage Mechanism and AssessmentMuhammad Noor FadhliОценок пока нет
- In Situ Repair Welding of Steam Turbine ShroudДокумент7 страницIn Situ Repair Welding of Steam Turbine ShroudClaudia MmsОценок пока нет
- Advances in Delayed Coking Heat Transfer EquipmentДокумент6 страницAdvances in Delayed Coking Heat Transfer EquipmentBahar MeschiОценок пока нет
- The Heat Transfer and Pressure Drop Characteristics of The Finned Tube Banks in Forced Convection (Effects of Fin Height On Heat Transfer Characteristics)Документ15 страницThe Heat Transfer and Pressure Drop Characteristics of The Finned Tube Banks in Forced Convection (Effects of Fin Height On Heat Transfer Characteristics)nadir adelОценок пока нет
- Steam GeneratorДокумент28 страницSteam Generatordomagoj.mekicОценок пока нет
- 3 Fluid Heat ExchangerДокумент19 страниц3 Fluid Heat ExchangerAswini RoutОценок пока нет
- Heat Exchanger With Helical BafflesДокумент8 страницHeat Exchanger With Helical BaffleshuangjlОценок пока нет
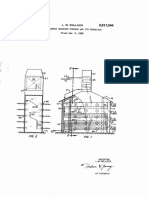
- Dec. 15, 1959 L. W. Pollock 2,917,564: Hydrocarbon Cracking Furnace and Its Operation Filed Jan. 5, 1959Документ6 страницDec. 15, 1959 L. W. Pollock 2,917,564: Hydrocarbon Cracking Furnace and Its Operation Filed Jan. 5, 1959regina pramuditaОценок пока нет
- 109CH0458 PDFДокумент41 страница109CH0458 PDFoverdose500Оценок пока нет
- (1956), June 14) US2970812 Drum Type Heat ExchangerДокумент4 страницы(1956), June 14) US2970812 Drum Type Heat ExchangeraegosmithОценок пока нет
- Thermomechanical Properties of Polylactic Acid-Graphene Composites-A State-Of-The-Art Review For Biomedical ApplicationsДокумент33 страницыThermomechanical Properties of Polylactic Acid-Graphene Composites-A State-Of-The-Art Review For Biomedical ApplicationsShameekaОценок пока нет
- 1984-Contribution of Shear Banding To Origin of Goss Texture in Silicon Iron (Haratani)Документ10 страниц1984-Contribution of Shear Banding To Origin of Goss Texture in Silicon Iron (Haratani)ShameekaОценок пока нет
- 2018 GaoДокумент10 страниц2018 GaoShameekaОценок пока нет
- Testing The Accuracy of Microstructure Reconstruction in Three Dimensions Using PhantomsДокумент19 страницTesting The Accuracy of Microstructure Reconstruction in Three Dimensions Using PhantomsShameekaОценок пока нет
- Dream3D For AbaqusДокумент34 страницыDream3D For AbaqusShameekaОценок пока нет
- New User Help FileДокумент5 страницNew User Help FileShameekaОценок пока нет
- 3.22 Mechanical Properties of Materials: Mit OpencoursewareДокумент8 страниц3.22 Mechanical Properties of Materials: Mit OpencoursewareShameekaОценок пока нет
- SharmaДокумент41 страницаSharmaShameekaОценок пока нет
- HAYNES188alloy Creep and Stress Rupture StrengthДокумент2 страницыHAYNES188alloy Creep and Stress Rupture StrengthShameekaОценок пока нет
- Issue No 12 - Stress Relaxation and Creep PDFДокумент2 страницыIssue No 12 - Stress Relaxation and Creep PDFShameekaОценок пока нет
- Phương Pháp RietveldДокумент25 страницPhương Pháp RietveldĐức BkОценок пока нет
- Defect in DefectДокумент6 страницDefect in DefectShameekaОценок пока нет
- JoM CobaltДокумент8 страницJoM CobaltShameekaОценок пока нет
- Density Measurement of PlasticsДокумент3 страницыDensity Measurement of PlasticsShameekaОценок пока нет
- Astm D792Документ6 страницAstm D792Aabraham Samraj Ponmani100% (1)
- Struers Application Note - Metallographic Preparation of TitaniumДокумент6 страницStruers Application Note - Metallographic Preparation of TitaniumCan ERTANОценок пока нет
- Correction LengthДокумент3 страницыCorrection LengthAjo ZinzoОценок пока нет
- Disl PictureДокумент1 страницаDisl PictureShameekaОценок пока нет
- Bearingmaterials 140929110815 Phpapp02Документ18 страницBearingmaterials 140929110815 Phpapp02ShameekaОценок пока нет
- Bearing DrawingДокумент1 страницаBearing DrawingShameekaОценок пока нет
- On The Constitution of Atoms and Molecules'': Quantum Jumps and Epistemological LeapsДокумент10 страницOn The Constitution of Atoms and Molecules'': Quantum Jumps and Epistemological LeapsShameekaОценок пока нет
- c2Документ31 страницаc2ShameekaОценок пока нет
- On The Constitution of Atoms and Molecules'': Quantum Jumps and Epistemological LeapsДокумент10 страницOn The Constitution of Atoms and Molecules'': Quantum Jumps and Epistemological LeapsShameekaОценок пока нет
- 07605159Документ5 страниц07605159ShameekaОценок пока нет
- 6 23 2017 - InterfaceДокумент11 страниц6 23 2017 - InterfaceShameekaОценок пока нет
- Cutting Tools Materials PDFДокумент27 страницCutting Tools Materials PDFAhmad DanielОценок пока нет
- 47 Biology Theme 1 2 Class XIДокумент24 страницы47 Biology Theme 1 2 Class XISuraj SahooОценок пока нет
- Research Article: Electrochromic Devices Based On Porous Tungsten Oxide Thin FilmsДокумент10 страницResearch Article: Electrochromic Devices Based On Porous Tungsten Oxide Thin FilmsShameekaОценок пока нет
- Lattice Expansion of Carbon-Stabilized Expanded Austenite: Scripta Materialia October 2010Документ5 страницLattice Expansion of Carbon-Stabilized Expanded Austenite: Scripta Materialia October 2010ShameekaОценок пока нет
- Heat and Mass TransfgerДокумент15 страницHeat and Mass TransfgerPeeyushiRaghavОценок пока нет
- FPO Policy-1Документ96 страницFPO Policy-1shashanksaranОценок пока нет
- Overhead Line SolutionsДокумент8 страницOverhead Line SolutionsDomingo O Chavez PeñaОценок пока нет
- Gas Turbine Performance CalculationДокумент7 страницGas Turbine Performance CalculationAtiqur RahmanОценок пока нет
- Kathrein 739624Документ2 страницыKathrein 739624anna.bОценок пока нет
- Performance Online - Classic Car Parts CatalogДокумент168 страницPerformance Online - Classic Car Parts CatalogPerformance OnlineОценок пока нет
- Official Journal 14092012 Part IДокумент366 страницOfficial Journal 14092012 Part Ivenkatesh_1829Оценок пока нет
- BOOK2Документ201 страницаBOOK2Chetan Satish PadoleОценок пока нет
- Types of Annuity & Intra Year Compounding: Dr. Anubha GuptaДокумент15 страницTypes of Annuity & Intra Year Compounding: Dr. Anubha GuptarashmipoojaОценок пока нет
- Techniques Tips For Polishing PDFДокумент6 страницTechniques Tips For Polishing PDFrobin parmarОценок пока нет
- VMware SD WAN Google Cloud Platform Virtual Edge Deployment GuideДокумент24 страницыVMware SD WAN Google Cloud Platform Virtual Edge Deployment GuideJuan RojasОценок пока нет
- Why CPVC Pipes FailДокумент12 страницWhy CPVC Pipes FailNikita Kadam100% (1)
- SCH 415 Computer Applications in Chemistry: at The End of This Unit You Should Be Able To General ObjectiveДокумент21 страницаSCH 415 Computer Applications in Chemistry: at The End of This Unit You Should Be Able To General ObjectiveFELIX ORATIОценок пока нет
- Map of The 110 and 220 KV Power Transmission Line and Substation Ulaanbaatar City " Ikh Toirog " ProjectДокумент10 страницMap of The 110 and 220 KV Power Transmission Line and Substation Ulaanbaatar City " Ikh Toirog " ProjectAltanochir AagiiОценок пока нет
- Materials Science and Engineering AДокумент10 страницMaterials Science and Engineering Akhudhayer1970Оценок пока нет
- Decisions Made by The DecisionДокумент2 страницыDecisions Made by The Decisionneil arellano mutiaОценок пока нет
- Top Notch 1, 3° Edicion Workbook Answer KeyДокумент14 страницTop Notch 1, 3° Edicion Workbook Answer KeyLuis Lopez90% (61)
- 93 .SG, CBR, MDD, PI, SP - GRДокумент11 страниц93 .SG, CBR, MDD, PI, SP - GRChandra Prakash KarkiОценок пока нет
- Oxidation Ponds & LagoonsДокумент31 страницаOxidation Ponds & LagoonsDevendra Sharma100% (1)
- Project Execution and Control: Lunar International College July, 2021Документ35 страницProject Execution and Control: Lunar International College July, 2021getahun tesfayeОценок пока нет
- 12-24VDC Powered Ignition System: N N N N N N NДокумент2 страницы12-24VDC Powered Ignition System: N N N N N N NLeinner RamirezОценок пока нет
- Cics Tutorial PDFДокумент23 страницыCics Tutorial PDFNeelay KumarОценок пока нет
- R R O S A: Model Rf-It Model Ce-It Insulator TestersДокумент2 страницыR R O S A: Model Rf-It Model Ce-It Insulator Testersvictor raul sandoval martinezОценок пока нет
- A.R. Meenakshi v. State of Tamil Nadu, (Madras)Документ9 страницA.R. Meenakshi v. State of Tamil Nadu, (Madras)J VenkatramanОценок пока нет
- CodeДокумент2 страницыCodeJoao BatistaОценок пока нет
- 1LA7070-4AB10-Z A11 Datasheet en PDFДокумент1 страница1LA7070-4AB10-Z A11 Datasheet en PDFKraponis TylnessОценок пока нет
- Bizagi Podcast TranscriptДокумент6 страницBizagi Podcast TranscriptHortencia RodriguezОценок пока нет
- Design and Use of AutomationДокумент94 страницыDesign and Use of AutomationxeexeОценок пока нет
- Makalah MGR Promot - Clma Gravity - p2pd TmminДокумент27 страницMakalah MGR Promot - Clma Gravity - p2pd TmminSandi SaputraОценок пока нет
- Harrowererickson 1941Документ16 страницHarrowererickson 1941Flavia ChОценок пока нет
- ALLOY 7150-T7751 PLATE AND 7150-T77511 EXTRUSIONS: Alcoa Mill ProductsДокумент4 страницыALLOY 7150-T7751 PLATE AND 7150-T77511 EXTRUSIONS: Alcoa Mill Productshitesh_tilalaОценок пока нет