Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (120)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- PLANS Folding KayakДокумент15 страницPLANS Folding KayakecalzoОценок пока нет
- Gear Box-Flender Rro3710421Документ23 страницыGear Box-Flender Rro3710421Shihab JamaanОценок пока нет
- Wye BranchesДокумент8 страницWye BranchesbarukomkssОценок пока нет
- Module 9Документ18 страницModule 9I EAT CATS FOR BREAKFASTОценок пока нет
- Tam Phuc Gia Lai CoДокумент19 страницTam Phuc Gia Lai CoTrần NgaОценок пока нет
- Nem Sd5 Mas 00-00-0092 Mie 68 JSC Rubber SealДокумент30 страницNem Sd5 Mas 00-00-0092 Mie 68 JSC Rubber SealLy Thanh HaОценок пока нет
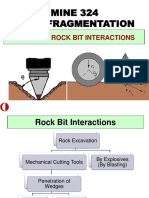
- 324-Chapter 1 Rock Bit Interactions PDFДокумент42 страницы324-Chapter 1 Rock Bit Interactions PDFBilge KaanОценок пока нет
- 150 5320 6eДокумент9 страниц150 5320 6eomidziaОценок пока нет
- Potassium ProcessДокумент4 страницыPotassium ProcessIda AsyaniNajmaОценок пока нет
- Sheet 1A IE304 Material TechnologyДокумент5 страницSheet 1A IE304 Material TechnologyAhmedAhmedОценок пока нет
- Optimization and Analysis of NF3 in Situ Chamber Cleaning Plasmas 2004Документ12 страницOptimization and Analysis of NF3 in Situ Chamber Cleaning Plasmas 2004Регина ШаяхметоваОценок пока нет
- SpecsДокумент5 страницSpecsGo farОценок пока нет
- Appendix A3Документ6 страницAppendix A3Thomas Stephen100% (1)
- AXIS INDIA Earthing-and-Lightning-Protection-SystemДокумент68 страницAXIS INDIA Earthing-and-Lightning-Protection-Systemaminchhipa6892Оценок пока нет
- Air Quality Meter Gasman-H2S Hydrogen Sulfide - PCE InstrumentsДокумент3 страницыAir Quality Meter Gasman-H2S Hydrogen Sulfide - PCE InstrumentsSalman HaroonОценок пока нет
- Plastics Carbon FootprintДокумент14 страницPlastics Carbon FootprintBegenkzОценок пока нет
- 1988-A Reevaluation of Using Laboratory Shear TestsДокумент3 страницы1988-A Reevaluation of Using Laboratory Shear TestsAlec N.Оценок пока нет
- Chemical Waste Log Book 2011 PDFДокумент15 страницChemical Waste Log Book 2011 PDFVictor AniekanОценок пока нет
- Boq Export f3Документ10 страницBoq Export f3Daulat SainiОценок пока нет
- Internship On Vermicomposting Edit NewДокумент12 страницInternship On Vermicomposting Edit NewApoorva JainОценок пока нет
- Asme Codes: Section IДокумент2 страницыAsme Codes: Section IChamboo ChapsОценок пока нет
- Wek MeДокумент6 страницWek MeZoila FigueroaОценок пока нет
- SCIENCE 10 - Q4 - MOD5 - Chemical Reaction For BookletfДокумент12 страницSCIENCE 10 - Q4 - MOD5 - Chemical Reaction For BookletfRetep ArenОценок пока нет
- ESA MCQДокумент3 страницыESA MCQvamsikrishnamamidiОценок пока нет
- QUESTION BANK SCIENCE CLASS-10 2022-23 - KVS AhmedabadДокумент185 страницQUESTION BANK SCIENCE CLASS-10 2022-23 - KVS AhmedabadshamshadОценок пока нет
- I. Read Each Question Carefully. Write The Letter of The Correct AnswerДокумент3 страницыI. Read Each Question Carefully. Write The Letter of The Correct AnswerAchmabОценок пока нет
- Vlsi Objective-III EceДокумент4 страницыVlsi Objective-III EcevikramvsuОценок пока нет
- Pmma TDSДокумент1 страницаPmma TDSBilal AhmedОценок пока нет
- Silver BrightДокумент2 страницыSilver BrightBRIGHT TECH INDUSTRIALS INDIA PVT LTDОценок пока нет
- PirometallurgyДокумент14 страницPirometallurgyagryОценок пока нет