Вам также может понравиться
- Barr's The Human Nervous System: An Anatomical Viewpoint: Kiernan, J. A Rajakumar, NagalingamДокумент4 страницыBarr's The Human Nervous System: An Anatomical Viewpoint: Kiernan, J. A Rajakumar, NagalingamSaras Agrawal0% (1)
- Nuevo Manual de Partes MD6240 PDFДокумент735 страницNuevo Manual de Partes MD6240 PDFRamon Hidalgo100% (5)
- Safety Officer ResponsibilitiesДокумент3 страницыSafety Officer ResponsibilitiesSaid A Attia100% (8)
- Epidemiological Cutoff Values For Antifungal Susceptibility TestingДокумент36 страницEpidemiological Cutoff Values For Antifungal Susceptibility Testingdadrrui100% (1)
- American Literature TimelineДокумент2 страницыAmerican Literature TimelineJoanna Dandasan100% (1)
- Internal Disease AnsДокумент52 страницыInternal Disease AnsKumar AdityaОценок пока нет
- Taladro Magnetico Rotabest Mini 36-50 Manual OperacionДокумент12 страницTaladro Magnetico Rotabest Mini 36-50 Manual OperacionAtahualpa Bulganin Infante YañezОценок пока нет
- Alfra Rotabest Midi 5050 Operation ManualДокумент13 страницAlfra Rotabest Midi 5050 Operation Manualsudofim2006Оценок пока нет
- As Per IS: 5444 - 1978Документ8 страницAs Per IS: 5444 - 1978Sakthi VelОценок пока нет
- Equipment schedule for construction of storage tanksДокумент3 страницыEquipment schedule for construction of storage tanksGuntur AdhityaОценок пока нет
- Thread MillДокумент40 страницThread MillferОценок пока нет
- Underwing Nozzles: Carter Ground FuelingДокумент12 страницUnderwing Nozzles: Carter Ground FuelingHenryОценок пока нет
- Manual de Partes MD6540 LomasДокумент786 страницManual de Partes MD6540 LomasFilo100% (1)
- Libro de Partes PDFДокумент586 страницLibro de Partes PDFISIDRO50% (2)
- Spare Parts Stock Report - 100723020203Документ6 страницSpare Parts Stock Report - 100723020203prashanthakumar HDОценок пока нет
- Arvedi Brief Presentation Modernisation ProgrammeДокумент30 страницArvedi Brief Presentation Modernisation ProgrammeKetnipha SukwannawitОценок пока нет
- Industrial Sewing Machine Clutch Motor SpecsДокумент15 страницIndustrial Sewing Machine Clutch Motor SpecsArja'un TeaОценок пока нет
- Sewing Clutch Motor Pulley PDFДокумент15 страницSewing Clutch Motor Pulley PDFArja'un TeaОценок пока нет
- ThyssenKrupp Drilling CatálogoДокумент16 страницThyssenKrupp Drilling Catálogoflasher_for_nokiaОценок пока нет
- Bi012735 00 enДокумент608 страницBi012735 00 enretrete100% (3)
- Susin I Tork Heavy Duty 1Документ12 страницSusin I Tork Heavy Duty 1dharmendrabholeОценок пока нет
- INDUSTRIAL TRAINING PresentationДокумент31 страницаINDUSTRIAL TRAINING Presentationjatin uppalОценок пока нет
- 5527 Iom Utd55Документ4 страницы5527 Iom Utd55abinasnayakОценок пока нет
- RY EAZ7V1 Databook2Документ50 страницRY EAZ7V1 Databook2felicianoОценок пока нет
- E7E07 InkingDampeningUnit 01Документ52 страницыE7E07 InkingDampeningUnit 01Froylan OchoaОценок пока нет
- NOL18 / NOL30 / NOL35: Light Oil Burner 160kW - 891kWДокумент2 страницыNOL18 / NOL30 / NOL35: Light Oil Burner 160kW - 891kWrianartoОценок пока нет
- RUKO Catalogue 2016-KierukkaporatДокумент86 страницRUKO Catalogue 2016-KierukkaporatEduardo Antonio Duran SepulvedaОценок пока нет
- Toyota Camshaft PDFДокумент6 страницToyota Camshaft PDFChristian RedinОценок пока нет
- Techspec ICL 90 120 160Документ2 страницыTechspec ICL 90 120 160pesumasinadОценок пока нет
- Repuestos Parada Mayor Octubre 2021 Rev.1Документ6 страницRepuestos Parada Mayor Octubre 2021 Rev.1alexanderОценок пока нет
- UL Test Report FM200 RPT 17th Aug 01 Updated Nov 07Документ51 страницаUL Test Report FM200 RPT 17th Aug 01 Updated Nov 07Canberk KarahanОценок пока нет
- Parts Book Drill Machine CAT MD6290Документ583 страницыParts Book Drill Machine CAT MD6290Shaleh Seferagic100% (1)
- Manual Rosq - enДокумент10 страницManual Rosq - enRobinson JimenezОценок пока нет
- Metal Core Drilling MachineДокумент13 страницMetal Core Drilling MachineamekhzoumiОценок пока нет
- FRIGEL (1)Документ4 страницыFRIGEL (1)ejtr0515Оценок пока нет
- Quifer Ductile Iron Technical CatalogueДокумент5 страницQuifer Ductile Iron Technical CatalogueSergei KurpishОценок пока нет
- Koolfog Misting DesignДокумент4 страницыKoolfog Misting DesignAhmed NabilОценок пока нет
- Fabco TC-180 Parts List With BPNДокумент4 страницыFabco TC-180 Parts List With BPNRami DalОценок пока нет
- Mascot's Company ProfileДокумент6 страницMascot's Company ProfileMascot InternationalОценок пока нет
- Commercial Air Conditioners Guide to TIMS V6 Healthy VRF SystemsДокумент98 страницCommercial Air Conditioners Guide to TIMS V6 Healthy VRF SystemsVictor Hugo Oropeza MonjeОценок пока нет
- Catalogo 14 PDFДокумент258 страницCatalogo 14 PDFJuan Manuel VizosoОценок пока нет
- Drill Order On CNCДокумент12 страницDrill Order On CNCCHRISTIAN ARTURO CLAVEL CARDONAОценок пока нет
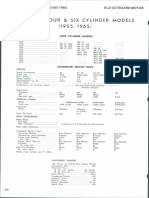
- Mercury Four & Six Cylinder (1955-1965) Old Outboard MotorДокумент14 страницMercury Four & Six Cylinder (1955-1965) Old Outboard MotorLinusОценок пока нет
- Washing Spares Book - Layout 1Документ54 страницыWashing Spares Book - Layout 1eaglego00Оценок пока нет
- MBD Annular SectionДокумент4 страницыMBD Annular SectionCompra Venta De Maquinaria IndustrialОценок пока нет
- Four-Die Radial Forging Device - An Attached Improvement For Conventional Forging PressesДокумент9 страницFour-Die Radial Forging Device - An Attached Improvement For Conventional Forging PressesMin HanОценок пока нет
- LG-6001 Lead Gage: Operation ManualДокумент24 страницыLG-6001 Lead Gage: Operation ManualSukumarОценок пока нет
- Bop Type U & Um Replacement Parts CatalogДокумент36 страницBop Type U & Um Replacement Parts CatalogTaras100% (2)
- CTC12Документ2 страницыCTC12Joffre Lautaro Benavides SeminarioОценок пока нет
- Wa0018.Документ640 страницWa0018.rachidОценок пока нет
- Short Info A Ltgi Ltg2600Документ4 страницыShort Info A Ltgi Ltg2600dinescОценок пока нет
- Minib enДокумент108 страницMinib enmirelaОценок пока нет
- Dual Discharge Unit CoolersДокумент2 страницыDual Discharge Unit CoolersClarence JarlosОценок пока нет
- Albrecht ChuckДокумент10 страницAlbrecht Chuckelimeir80Оценок пока нет
- Kahl Type SurveyДокумент4 страницыKahl Type SurveyMauricio TorresОценок пока нет
- Auger Torque BrochureДокумент28 страницAuger Torque BrochureTomáš MoserОценок пока нет
- Throttle Controls Catalog Rev. G Extract PDFДокумент44 страницыThrottle Controls Catalog Rev. G Extract PDFJose ivan delgado UgaldeОценок пока нет
- Push Type Internal Tube Cutter ATP Series & PR68 SeriesДокумент1 страницаPush Type Internal Tube Cutter ATP Series & PR68 SeriesMilad MОценок пока нет
- Plan New ProjectДокумент7 страницPlan New Projectsekarnagaraj2109Оценок пока нет
- HC - Range-Overview PDFДокумент4 страницыHC - Range-Overview PDFKique Angeles100% (1)
- OUTER MAST (Figure 11-1) : Two Stage Full Free-LiftДокумент16 страницOUTER MAST (Figure 11-1) : Two Stage Full Free-LiftMelwyn FernandesОценок пока нет
- Depart Ment Blowroom-Carding Unilap Drawing Comber Simplex Spinning Autoconer YCP Quality ControlДокумент13 страницDepart Ment Blowroom-Carding Unilap Drawing Comber Simplex Spinning Autoconer YCP Quality ControlVenkatesh BabuОценок пока нет
- ENTREPORT 2018 BrochureДокумент1 страницаENTREPORT 2018 BrochureSebastianОценок пока нет
- Anglo–American Microelectronics Data 1968–69: Manufacturers A–PОт EverandAnglo–American Microelectronics Data 1968–69: Manufacturers A–PОценок пока нет
- Resume (M P Singh) : Mahendra Pal Singh Sr. V.P. (Technical) B.E (Chemical), PGDPM, PGDBA +91-9654216728Документ2 страницыResume (M P Singh) : Mahendra Pal Singh Sr. V.P. (Technical) B.E (Chemical), PGDPM, PGDBA +91-9654216728Saras AgrawalОценок пока нет
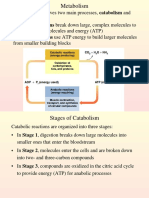
- 103 Lecture Ch23aДокумент20 страниц103 Lecture Ch23aSaras AgrawalОценок пока нет
- 12Документ1 страница12Saras AgrawalОценок пока нет
- Welding Safety: Cummins Southern Plains, LTDДокумент32 страницыWelding Safety: Cummins Southern Plains, LTDSaras AgrawalОценок пока нет
- Seminar Presentation ON: Production of Fuel Oil From Municipal Plastic WasteДокумент12 страницSeminar Presentation ON: Production of Fuel Oil From Municipal Plastic WasteSaras AgrawalОценок пока нет
- Welding, Cutting, and BrazingДокумент42 страницыWelding, Cutting, and BrazingSaras AgrawalОценок пока нет
- IPRWG SafetyOfficerResponsibilitiesДокумент24 страницыIPRWG SafetyOfficerResponsibilitiesSaras AgrawalОценок пока нет
- Safety Officer - ROLES & RESPONSIBILITIESДокумент19 страницSafety Officer - ROLES & RESPONSIBILITIESrashmi_shantikumar69% (29)
- Form No 3751 EnglishДокумент3 страницыForm No 3751 EnglishSaras AgrawalОценок пока нет
- ROCKWOOL - Stone Wool Thermal Insulation For Buildings Produced For Hungarian MarketДокумент10 страницROCKWOOL - Stone Wool Thermal Insulation For Buildings Produced For Hungarian MarketSaras AgrawalОценок пока нет
- Fall Protection Procedure Policy SampleДокумент10 страницFall Protection Procedure Policy SampleSaras AgrawalОценок пока нет
- Permit To WorkДокумент11 страницPermit To WorkCaron KarlosОценок пока нет
- Pursuit of an Ideal Diet Chapter 2 SummaryДокумент2 страницыPursuit of an Ideal Diet Chapter 2 SummarySaras AgrawalОценок пока нет
- Pursuit of an Ideal Diet Chapter 2 SummaryДокумент2 страницыPursuit of an Ideal Diet Chapter 2 SummarySaras AgrawalОценок пока нет
- CAD CAM BenefitsДокумент6 страницCAD CAM BenefitsMike LassaОценок пока нет
- Syllabus - MBBSДокумент167 страницSyllabus - MBBStariqayubОценок пока нет
- Overview of SignodeДокумент19 страницOverview of Signodesabihkhan90Оценок пока нет
- 2008 Simon Parker PresentationДокумент25 страниц2008 Simon Parker PresentationPRAKОценок пока нет
- Strengthen The Brick Manufacturing Sector For The: Vision:-"To Provide and Promote Business As Well As Services ThatДокумент1 страницаStrengthen The Brick Manufacturing Sector For The: Vision:-"To Provide and Promote Business As Well As Services ThatSaras AgrawalОценок пока нет
- Vision:-": To Provide and Promote Business As Well As Services That Strengthen The Brick Manufacturing Sector For TheДокумент1 страницаVision:-": To Provide and Promote Business As Well As Services That Strengthen The Brick Manufacturing Sector For TheSaras AgrawalОценок пока нет
- ContentsДокумент10 страницContentsSaras AgrawalОценок пока нет
- Example w07Документ7 страницExample w07Saras AgrawalОценок пока нет
- SD7Документ1 страницаSD7Saras AgrawalОценок пока нет
- Report Case Study 3Документ7 страницReport Case Study 3Saras AgrawalОценок пока нет
- SD6Документ1 страницаSD6Saras AgrawalОценок пока нет
- SD4Документ1 страницаSD4Saras AgrawalОценок пока нет
- SD5Документ1 страницаSD5Saras AgrawalОценок пока нет
- SD3Документ1 страницаSD3Saras AgrawalОценок пока нет
- 2017 Grade 9 Math Challenge OralsДокумент3 страницы2017 Grade 9 Math Challenge OralsGracy Mae PanganibanОценок пока нет
- Main: Exploded ViewДокумент30 страницMain: Exploded ViewamokssantiagoОценок пока нет
- Salt Analysis-Ferric ChlorideДокумент3 страницыSalt Analysis-Ferric ChlorideVandana0% (1)
- Class 9 - Half Yearly Examination - 2023 - Portions and BlueprintДокумент16 страницClass 9 - Half Yearly Examination - 2023 - Portions and BlueprintSUBRAMANI MANOHARANОценок пока нет
- Rigor Mortis and Lividity in Estimating Time of DeathДокумент2 страницыRigor Mortis and Lividity in Estimating Time of DeathfunnyrokstarОценок пока нет
- 3.5 Lonaphala S A3.99 PiyaДокумент9 страниц3.5 Lonaphala S A3.99 PiyaPiya_TanОценок пока нет
- Industrial/Organi Zational Psychology: Alday, Angeli Camille M. - 2P2Документ51 страницаIndustrial/Organi Zational Psychology: Alday, Angeli Camille M. - 2P2SteffanyОценок пока нет
- ExportДокумент18 страницExportDolon MukherjeeОценок пока нет
- Learn R For Applied StatisticsДокумент457 страницLearn R For Applied StatisticsyasortyОценок пока нет
- Quality of Good TeacherДокумент5 страницQuality of Good TeacherRandyОценок пока нет
- Stress-Busting Plan for Life's ChallengesДокумент3 страницыStress-Busting Plan for Life's Challengesliera sicadОценок пока нет
- Automorphic Representations and L-Functions For The General Linear Group - Volume 2cДокумент210 страницAutomorphic Representations and L-Functions For The General Linear Group - Volume 2cluisufspaiandreОценок пока нет
- Family Culture and Traditions PaperДокумент7 страницFamily Culture and Traditions PaperAmit JindalОценок пока нет
- DX DiagДокумент42 страницыDX DiagVinvin PatrimonioОценок пока нет
- X TensoqaДокумент2 страницыX TensoqaLeo CabelosОценок пока нет
- Din en 912-2001Документ37 страницDin en 912-2001Armenak BaghdasaryanОценок пока нет
- Camp ApplianceДокумент1 страницаCamp ApplianceflyzalОценок пока нет
- Hempathane Topcoat 55219 Base 5521967280 En-UsДокумент11 страницHempathane Topcoat 55219 Base 5521967280 En-UsSantiago Rafael Galarza JacomeОценок пока нет
- Catalogue PDFДокумент4 страницыCatalogue PDFShivam GuptaОценок пока нет
- Goldenberg and Reddy (2017)Документ10 страницGoldenberg and Reddy (2017)Mariana ToniniОценок пока нет
- Material Safety Data Sheet: Development Associates, IncДокумент3 страницыMaterial Safety Data Sheet: Development Associates, IncDedi MulyadiОценок пока нет
- FrankensteinДокумент24 страницыFrankensteinLisa WardОценок пока нет
- Dental Management of Patients With HemophiliaДокумент5 страницDental Management of Patients With HemophiliaarjayОценок пока нет
- ICS Technical College Prospectus 2024 Edition 1Документ36 страницICS Technical College Prospectus 2024 Edition 1samuel287kalumeОценок пока нет
- Harajuku: Rebels On The BridgeДокумент31 страницаHarajuku: Rebels On The BridgeChristian Perry100% (41)
- Impacts of DecarbonizationДокумент2 страницыImpacts of DecarbonizationCM SoongОценок пока нет
- Implementing a JITD system to reduce bullwhip effect and inventory costsДокумент7 страницImplementing a JITD system to reduce bullwhip effect and inventory costsRaman GuptaОценок пока нет