Вам также может понравиться
- Kumar PDFДокумент5 страницKumar PDFNez ArdenioОценок пока нет
- Properties and Industrial Applications of Rice Husk: A ReviewДокумент5 страницProperties and Industrial Applications of Rice Husk: A ReviewthakurrobinОценок пока нет
- PRADEEP KUMAR Main Paper Final - NagaДокумент13 страницPRADEEP KUMAR Main Paper Final - NagaSiddharth RavuriОценок пока нет
- Vol 14, No 4 RHAДокумент20 страницVol 14, No 4 RHAKawchhar AhammedОценок пока нет
- Formulation of Ecofriendly Detergent Powder Using Paddy Husk AshДокумент9 страницFormulation of Ecofriendly Detergent Powder Using Paddy Husk AshRammy RoczzОценок пока нет
- A Review Study On Precipitated Silica and Activated Carbon From RiceДокумент7 страницA Review Study On Precipitated Silica and Activated Carbon From RiceAnonymous GM1bn2Оценок пока нет
- Use of Rice Husk Ash As Substitute To Make Clay BricksДокумент8 страницUse of Rice Husk Ash As Substitute To Make Clay Bricksgowthaman nandakumaranОценок пока нет
- Production Methodologyof Biodieselfrom MicroalgaeДокумент9 страницProduction Methodologyof Biodieselfrom Microalgaeazizia harmesОценок пока нет
- Industrial Boiler OperationДокумент11 страницIndustrial Boiler OperationManofsteel EjereОценок пока нет
- Strength and Durability Study On Agro Waste Based On Mud BlockДокумент7 страницStrength and Durability Study On Agro Waste Based On Mud BlockAQUA TAMILОценок пока нет
- Rice Husk Ash UtilizationДокумент6 страницRice Husk Ash UtilizationJamaica NobleОценок пока нет
- Investigation of Rice Husk Ash Cementitious Constituent in ConcreteДокумент12 страницInvestigation of Rice Husk Ash Cementitious Constituent in ConcreterandiОценок пока нет
- Review Processing, Properties and Applications of Reactive Silica From Rice Husk-An OverviewДокумент10 страницReview Processing, Properties and Applications of Reactive Silica From Rice Husk-An OverviewPAULA IRIGONОценок пока нет
- Industrial Boiler OperationДокумент11 страницIndustrial Boiler Operationhitesh bhoiОценок пока нет
- Eesh Paper PDFДокумент4 страницыEesh Paper PDFEesh Kumar TanejaОценок пока нет
- Ijce V3i7p126Документ4 страницыIjce V3i7p126Sriram RОценок пока нет
- Babaso, Sharanagouda - 2017 - Rice Husk and Its Applications Review PDFДокумент13 страницBabaso, Sharanagouda - 2017 - Rice Husk and Its Applications Review PDF_dreyyaaaОценок пока нет
- Utilization of Fly Ash For Sustainable Environment ManagementДокумент9 страницUtilization of Fly Ash For Sustainable Environment ManagementEL Hassania EL HERRADIОценок пока нет
- A Study On The Potential Applications of Rice Husk Derivatives As Useful Adsorptive MaterialДокумент39 страницA Study On The Potential Applications of Rice Husk Derivatives As Useful Adsorptive MaterialHashira NarudinОценок пока нет
- Parametros Del Proceso de Optimizacion para El Proceso de Aglomeracion Carbón Aceite Usando Aceites RecolectadosДокумент10 страницParametros Del Proceso de Optimizacion para El Proceso de Aglomeracion Carbón Aceite Usando Aceites RecolectadosGema EscobedoОценок пока нет
- Synthesis and Characterization of Nanosilica From Rice Husk With Applications To Polymer CompositesДокумент10 страницSynthesis and Characterization of Nanosilica From Rice Husk With Applications To Polymer CompositesHer LambangОценок пока нет
- Energies 05 03856Документ18 страницEnergies 05 03856Lisa FosterОценок пока нет
- An 2010 Chemical Engineering Journal A Green Route To Preparation of Silica Powders With Rice Husk Ash and Waste GasДокумент6 страницAn 2010 Chemical Engineering Journal A Green Route To Preparation of Silica Powders With Rice Husk Ash and Waste GasAkmal FaiqОценок пока нет
- Effect Rice Husk AshДокумент8 страницEffect Rice Husk AshntojoniainaОценок пока нет
- Replacement of Cement in Concrete With Rice Husk AshДокумент7 страницReplacement of Cement in Concrete With Rice Husk AshLeeОценок пока нет
- Design Calculation of A100 Kwe Refuse Derived Fuel GasifierДокумент6 страницDesign Calculation of A100 Kwe Refuse Derived Fuel GasifierDHОценок пока нет
- Improvement in The Strength of Concrete by Using Industrial and Agricultural WasteДокумент5 страницImprovement in The Strength of Concrete by Using Industrial and Agricultural WastehasshosОценок пока нет
- Performance of Synthesized Rice Husk Ash (Rha-Based) Adsorbent As A Palm Oil Bleaching MaterialДокумент6 страницPerformance of Synthesized Rice Husk Ash (Rha-Based) Adsorbent As A Palm Oil Bleaching MaterialAli MulhakimОценок пока нет
- Term Paper ProjectДокумент27 страницTerm Paper ProjectShivi GargОценок пока нет
- An 023 Final ReportДокумент115 страницAn 023 Final ReportShubhendu Tiwari100% (1)
- Iarjset 2022 9440Документ10 страницIarjset 2022 9440RaviОценок пока нет
- Project Report On Charcoal Barbeque BriquettesДокумент8 страницProject Report On Charcoal Barbeque BriquettesEIRI Board of Consultants and Publishers0% (1)
- Rice Husk Based Energy GenerationДокумент25 страницRice Husk Based Energy GenerationTU_MTECH_ENV11Оценок пока нет
- Bio-Pellets Manufacture From Palm Fruit Skin As Renewable Alternative Fuels in Updraft Type Gasification FurnacesДокумент9 страницBio-Pellets Manufacture From Palm Fruit Skin As Renewable Alternative Fuels in Updraft Type Gasification Furnacesalexenefaith agojoОценок пока нет
- BRH UsesДокумент70 страницBRH UsesSachin J AkudeОценок пока нет
- Production of Activated Carbon From Rice Husk and It's CharacterizationДокумент9 страницProduction of Activated Carbon From Rice Husk and It's CharacterizationDiễm QuỳnhОценок пока нет
- Construction and Building Materials: G.H.M.J. Subashi de Silva, S. Vishvalingam, T. EtampawalaДокумент13 страницConstruction and Building Materials: G.H.M.J. Subashi de Silva, S. Vishvalingam, T. EtampawalaHidayat Ullah-17BNCIV0897Оценок пока нет
- Opportunities and Challenges of CO2 EORДокумент10 страницOpportunities and Challenges of CO2 EORDanielОценок пока нет
- Detailed Project Report of Biogas Project For Thermal ApplicationsДокумент22 страницыDetailed Project Report of Biogas Project For Thermal ApplicationsLoveroop SinghОценок пока нет
- Review of Related Literature and Studies: By-ProductДокумент9 страницReview of Related Literature and Studies: By-ProductGerard Paul NievarezОценок пока нет
- Stabilization of Expansive Soil With Rice Husk Ash PDFДокумент10 страницStabilization of Expansive Soil With Rice Husk Ash PDFKiarith LópezОценок пока нет
- Khalid 2017 IOP Conf. Ser.: Mater. Sci. Eng. 226 012005Документ9 страницKhalid 2017 IOP Conf. Ser.: Mater. Sci. Eng. 226 012005Suresh GuluwadiОценок пока нет
- Design of Biogas Purification To Reduce Carbon Dioxide (CO2) and Hydrogen Sulfide (H2S)Документ7 страницDesign of Biogas Purification To Reduce Carbon Dioxide (CO2) and Hydrogen Sulfide (H2S)Karen Joy BabidaОценок пока нет
- Impact of Coal Based Thermal Power Plant On Environment and Its Mitigation MeasureДокумент6 страницImpact of Coal Based Thermal Power Plant On Environment and Its Mitigation MeasureAnirudh KalliОценок пока нет
- Survey BookДокумент11 страницSurvey BookFiroz MahmudОценок пока нет
- 10 1016@j Susmat 2020 E00232Документ33 страницы10 1016@j Susmat 2020 E00232martina.cirronis96Оценок пока нет
- Characterization of Rice Husk Ash Prepared by Open Air Burning and Furnace CalcinationДокумент8 страницCharacterization of Rice Husk Ash Prepared by Open Air Burning and Furnace CalcinationSamik Bin MakkiОценок пока нет
- LCAricestrawДокумент11 страницLCAricestrawShrikant DeshmukhОценок пока нет
- Biogas PurificationДокумент5 страницBiogas PurificationHarsh GutgutiaОценок пока нет
- Waste To Wealth Prof MR GiddeДокумент5 страницWaste To Wealth Prof MR GiddehkguptasbpОценок пока нет
- Geo 28Документ14 страницGeo 28jahremade jahremadeОценок пока нет
- DRI Project 8th SemДокумент22 страницыDRI Project 8th Semdvenkatesh_5Оценок пока нет
- 23-03-2021-1616495206-6-.-1. Engg - Production of A Producer Gas From Woody Biomass Using Co2 Capturing ChemicalsДокумент12 страниц23-03-2021-1616495206-6-.-1. Engg - Production of A Producer Gas From Woody Biomass Using Co2 Capturing ChemicalsImpact JournalsОценок пока нет
- Cost CalculationДокумент4 страницыCost CalculationSagirul IslamОценок пока нет
- PROPOSAL ZAINOR SYAHIRA Update Full Proposal-FlattenedДокумент64 страницыPROPOSAL ZAINOR SYAHIRA Update Full Proposal-FlattenedSyahira ZainalОценок пока нет
- Physical and Chemical Properties of Rice Husk Ash and Ground Granulated Blast Furnace Slag - A ReviewДокумент5 страницPhysical and Chemical Properties of Rice Husk Ash and Ground Granulated Blast Furnace Slag - A ReviewGJESRОценок пока нет
- AgglomerationДокумент8 страницAgglomerationKhurram ShahzadОценок пока нет
- A Review Study On Precipitated Silica and Activated Carbon From Rice Husk 2157 7048.1000156 PDFДокумент7 страницA Review Study On Precipitated Silica and Activated Carbon From Rice Husk 2157 7048.1000156 PDFanon_432216275Оценок пока нет
- 1 s2.0 S0016236108003037 MainДокумент5 страниц1 s2.0 S0016236108003037 MainN SHYAMANANDA SINGHОценок пока нет
- ConclusionДокумент1 страницаConclusionFiidseОценок пока нет
- Introduction of GeomaticДокумент24 страницыIntroduction of GeomaticFiidse100% (2)
- Progress Report TemplateДокумент6 страницProgress Report TemplateFiidseОценок пока нет
- Construction Planning and Execution Is A Fundamental and Challenging Activity in TheДокумент2 страницыConstruction Planning and Execution Is A Fundamental and Challenging Activity in TheFiidseОценок пока нет
- EAT 360 Highway & Transportation EngineeringДокумент59 страницEAT 360 Highway & Transportation EngineeringFiidseОценок пока нет
- Studies On The Corrosion Resistance of Reinforced Steel in Concrete With Ground Granulated Blast-Furnace Slag-An OverviewДокумент8 страницStudies On The Corrosion Resistance of Reinforced Steel in Concrete With Ground Granulated Blast-Furnace Slag-An OverviewFiidseОценок пока нет
- BFT 110 - Organizational BehaviorДокумент5 страницBFT 110 - Organizational BehaviorFiidseОценок пока нет
- Eat 359 - Design Rainfall - Bab 4Документ44 страницыEat 359 - Design Rainfall - Bab 4FiidseОценок пока нет
- Astm 5930 PDFДокумент5 страницAstm 5930 PDFSaurabhОценок пока нет
- 4-1 Fire Damaged Structures SMДокумент11 страниц4-1 Fire Damaged Structures SMSun RuiОценок пока нет
- SS621 TUV Testing Report (Full Permission)Документ5 страницSS621 TUV Testing Report (Full Permission)Christiano RodriguezОценок пока нет
- Building Materials Laboratory Test Request & Worksheet For Compressive Strength of Concrete CubesДокумент4 страницыBuilding Materials Laboratory Test Request & Worksheet For Compressive Strength of Concrete CubessajjaduetОценок пока нет
- Heat Transfer Assignment1 PDFДокумент3 страницыHeat Transfer Assignment1 PDFDerek RocoОценок пока нет
- Soil Data PDFДокумент118 страницSoil Data PDFKiran MahajanОценок пока нет
- CanSolAIr Solar Heater Install Instr.Документ9 страницCanSolAIr Solar Heater Install Instr.GoddardzillaОценок пока нет
- Design Standards-Newark SpecificsДокумент160 страницDesign Standards-Newark SpecificsibrahimtaherОценок пока нет
- What Is Meant by Striking Formwork - Removal of Formwork - Minimum Period - CivilDigitalДокумент7 страницWhat Is Meant by Striking Formwork - Removal of Formwork - Minimum Period - CivilDigitalAnonymous DlVrxSbVk9Оценок пока нет
- BS-2 - Unit-1 FullДокумент97 страницBS-2 - Unit-1 FullAbhishek KumarОценок пока нет
- Twin City Fan & Blower Guide Specification Plenum Fans: Model MPQS, Direct DriveДокумент7 страницTwin City Fan & Blower Guide Specification Plenum Fans: Model MPQS, Direct DriveMoriyasu NguyenОценок пока нет
- Angulo CoronamientoДокумент1 страницаAngulo CoronamientoJoel Pacheco DiazОценок пока нет
- Cost Estimating Guide Uniformat II 1Документ9 страницCost Estimating Guide Uniformat II 1Edson Lozano LafforeОценок пока нет
- Mechanical Properties of 1020Документ2 страницыMechanical Properties of 1020Abdul RahmanОценок пока нет
- Integral Concrete Bridge EC2 - 2010Документ98 страницIntegral Concrete Bridge EC2 - 2010paramsandhu100% (1)
- Thermiculite 815Документ1 страницаThermiculite 815Benoit LabreОценок пока нет
- UK Guidance-Use of Anchor Bolts in ConcreteДокумент4 страницыUK Guidance-Use of Anchor Bolts in ConcreteswabrightОценок пока нет
- Mechanics of Solid (Mos) : Introduction - Concept of StressДокумент28 страницMechanics of Solid (Mos) : Introduction - Concept of StressKHAKSARОценок пока нет
- Fatigue - A Complex Subject - Some Simple ApproximationsДокумент107 страницFatigue - A Complex Subject - Some Simple Approximationslcm327Оценок пока нет
- Thesis On Ready Mix ConcreteДокумент6 страницThesis On Ready Mix Concretegbxqaf9v100% (1)
- Yangtze Fibre SpecificationДокумент7 страницYangtze Fibre SpecificationPulsmade MalawiОценок пока нет
- Analyses and Use of Software Ansys and Franc2d For Fracture MechanicsДокумент8 страницAnalyses and Use of Software Ansys and Franc2d For Fracture MechanicsPradeep KunduОценок пока нет
- BoqДокумент2 страницыBoqJohn Carlo TolentinoОценок пока нет
- Heat Transfer - Sheet Two ConductionДокумент4 страницыHeat Transfer - Sheet Two ConductionMichael EmadОценок пока нет
- BridgeДокумент25 страницBridgeGokul GklОценок пока нет
- Chlorination General SpecsДокумент8 страницChlorination General Specsraghuwanshi12Оценок пока нет
- SPD910Документ2 страницыSPD910vicariogsxrОценок пока нет
- Pressure ConnectionsДокумент3 страницыPressure ConnectionsChandrasekhar SonarОценок пока нет
- B.6 Drainage - BQДокумент5 страницB.6 Drainage - BQSHARVINDRANADAN A/L SATHANANDHAN A18KA0153Оценок пока нет
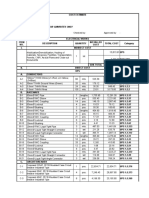
- Calculate Dimension of Electrical Panel From SLDДокумент8 страницCalculate Dimension of Electrical Panel From SLDShahjehanSajid100% (1)