Вам также может понравиться
- Aluminium AlloysДокумент12 страницAluminium AlloysAnonymous 7ZTcBn100% (2)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Apply Datum Shift in CMM Software HTTPДокумент3 страницыApply Datum Shift in CMM Software HTTPAnonymous 7ZTcBnОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Johnson Controls Automotive Experience Global Supplier Standards Manual Tooling and Equipment Metal Stamping Dies - Gage Standards December, 2012Документ31 страницаJohnson Controls Automotive Experience Global Supplier Standards Manual Tooling and Equipment Metal Stamping Dies - Gage Standards December, 2012Anonymous 7ZTcBnОценок пока нет
- Basic GD&T - Datums PDFДокумент35 страницBasic GD&T - Datums PDFtnchsgОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Profile Tolerance Iso1101 2012Документ5 страницProfile Tolerance Iso1101 2012Anonymous 7ZTcBnОценок пока нет
- BS en 10002 1 1990Документ31 страницаBS en 10002 1 1990Anonymous 7ZTcBnОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- BS en 10002 1 1990Документ31 страницаBS en 10002 1 1990Anonymous 7ZTcBnОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Astm A29 PDFДокумент17 страницAstm A29 PDFAnonymous 7ZTcBn67% (3)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Effect of Sodium Modification On Microstructure and Mechanical Properties of Thick-Walled Alsi6Cu2.5 Rheocast ComponentДокумент6 страницEffect of Sodium Modification On Microstructure and Mechanical Properties of Thick-Walled Alsi6Cu2.5 Rheocast ComponentAnonymous 7ZTcBnОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Astm B557Документ15 страницAstm B557Anonymous 7ZTcBnОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
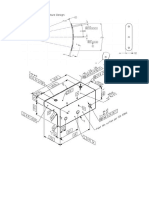
- Functional Gage and Fixture DesignДокумент8 страницFunctional Gage and Fixture DesignAnonymous 7ZTcBn0% (1)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- PV 3347 Englisch CleanlinessДокумент12 страницPV 3347 Englisch CleanlinessAnonymous 7ZTcBn100% (1)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- ISO 13715 Sizes of EdgesДокумент19 страницISO 13715 Sizes of EdgesAnonymous 7ZTcBn75% (4)
- N33 9 4 2015-04-15Документ7 страницN33 9 4 2015-04-15Anonymous 7ZTcBnОценок пока нет
- GMW16037Документ4 страницыGMW16037Anonymous 7ZTcBn100% (1)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Alignment UMTRI 2009 Oct301Документ43 страницыAlignment UMTRI 2009 Oct301Anonymous 7ZTcBnОценок пока нет
- Flat/Planar Datums - Establishing Datums - Datum Reference Frame (DRF) - 3, 2, 1 RuleДокумент13 страницFlat/Planar Datums - Establishing Datums - Datum Reference Frame (DRF) - 3, 2, 1 RuleAnonymous 7ZTcBnОценок пока нет
- Controlling The Geometry of SlotsДокумент35 страницControlling The Geometry of SlotsAnonymous 7ZTcBnОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- GMW 3359Документ5 страницGMW 3359Anonymous 7ZTcBnОценок пока нет
- Estab A Datum Ref Frame3Документ3 страницыEstab A Datum Ref Frame3Anonymous 7ZTcBnОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Sae j468-1988 Zinc Alloy Ingot and Die Casting CompositionsДокумент3 страницыSae j468-1988 Zinc Alloy Ingot and Die Casting CompositionsAnonymous 7ZTcBn100% (1)
- Datum Features of Size With ModifierДокумент2 страницыDatum Features of Size With ModifierAnonymous 7ZTcBnОценок пока нет
- Fdu 01Документ8 страницFdu 01Anonymous 7ZTcBnОценок пока нет
- Quality Control: To Mam Dr. Sumaira Naeem by Muhammad Muzammal Roll No. 20014107-039Документ26 страницQuality Control: To Mam Dr. Sumaira Naeem by Muhammad Muzammal Roll No. 20014107-039Muhammad MUZZAMALОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- FOC Lab ManualДокумент114 страницFOC Lab Manualsivadba345Оценок пока нет
- Data-Driven Discovery of Koopman Eigenfunctions For Control: Eurika Kaiser, J. Nathan Kutz, and Steven L. BruntonДокумент36 страницData-Driven Discovery of Koopman Eigenfunctions For Control: Eurika Kaiser, J. Nathan Kutz, and Steven L. BruntonIlyasОценок пока нет
- Title: Performance OF Digital Communication System Corrupted by Noise ObjectivesДокумент16 страницTitle: Performance OF Digital Communication System Corrupted by Noise ObjectivesAzie BasirОценок пока нет
- Final DBMS Lab ManualДокумент15 страницFinal DBMS Lab ManualSantosh DewarОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Bullying (Ijime) Among Japanese Hospital NursesДокумент9 страницBullying (Ijime) Among Japanese Hospital NursesPedro Alberto Herrera LedesmaОценок пока нет
- Odes Systematic 1Документ112 страницOdes Systematic 1Common StoriesОценок пока нет
- 11 W11NSE6220 - Fall 2023 - ZengДокумент43 страницы11 W11NSE6220 - Fall 2023 - Zengrahul101056Оценок пока нет
- TST 102 Homework AssignmentsДокумент6 страницTST 102 Homework Assignmentsdwfuamapd100% (1)
- Math 8 System of Linear EquationДокумент17 страницMath 8 System of Linear EquationMark Raniel Rimpillo PasalosdosОценок пока нет
- Local Binary PatternДокумент4 страницыLocal Binary PatternFaisal IzharОценок пока нет
- Tesis Aan Putra, M.pd.Документ338 страницTesis Aan Putra, M.pd.Rizki KurniashihОценок пока нет
- Excel Password RemoverДокумент3 страницыExcel Password RemoverParthibanОценок пока нет
- HW9 Soln Fall18Документ3 страницыHW9 Soln Fall18Analysis JohnОценок пока нет
- Ken Black QA 5th Chapter16 SolutionДокумент16 страницKen Black QA 5th Chapter16 SolutionRushabh Vora0% (1)
- Lesson Plan With RubricДокумент3 страницыLesson Plan With Rubricapi-317228431Оценок пока нет
- Trigonometry WS-2Документ14 страницTrigonometry WS-2tayyab aliОценок пока нет
- EPEДокумент5 страницEPEZyne Mohd JohariОценок пока нет
- An Efficient Detection of Fake Currency KNN MethodДокумент7 страницAn Efficient Detection of Fake Currency KNN MethodSenadheera PiyanwadaОценок пока нет
- Source CodingДокумент8 страницSource CodingAmith periyapatnaОценок пока нет
- Lab Notebook Grading Rubric: Category Proficient (4-5) Developing (2-3) Basic (0-1)Документ1 страницаLab Notebook Grading Rubric: Category Proficient (4-5) Developing (2-3) Basic (0-1)Parizay ChОценок пока нет
- Structured Mathematical Modeling of Industrial BoiДокумент22 страницыStructured Mathematical Modeling of Industrial BoiAndrey CaroОценок пока нет
- Investigation of Interparticle Breakage As Applied To Cone Crushing PDFДокумент16 страницInvestigation of Interparticle Breakage As Applied To Cone Crushing PDFFrancisco Antonio Guerrero MonsalvesОценок пока нет
- Algebra Test SolutionsДокумент4 страницыAlgebra Test SolutionsJennifer Jai Eun HuhОценок пока нет
- Spectral DilationДокумент20 страницSpectral DilationEsteban ZuluagaОценок пока нет
- Numerical Structural Analysis - O'Hara, Steven (SRG) PDFДокумент302 страницыNumerical Structural Analysis - O'Hara, Steven (SRG) PDFggsarne100% (6)
- SP Unit 3Документ63 страницыSP Unit 3deepak.singhОценок пока нет
- Monte Carlo Simulation: Presente RДокумент21 страницаMonte Carlo Simulation: Presente RvaibhavОценок пока нет
- Extra ExercisesДокумент19 страницExtra ExercisesRui Pedro Moreira0% (1)
- Micro CH-7 RevenueДокумент8 страницMicro CH-7 RevenueLalitKukrejaОценок пока нет
- Build a Mathematical Mind - Even If You Think You Can't Have One: Become a Pattern Detective. Boost Your Critical and Logical Thinking Skills.От EverandBuild a Mathematical Mind - Even If You Think You Can't Have One: Become a Pattern Detective. Boost Your Critical and Logical Thinking Skills.Рейтинг: 5 из 5 звезд5/5 (1)
- Basic Math & Pre-Algebra Workbook For Dummies with Online PracticeОт EverandBasic Math & Pre-Algebra Workbook For Dummies with Online PracticeРейтинг: 4 из 5 звезд4/5 (2)
- A Mathematician's Lament: How School Cheats Us Out of Our Most Fascinating and Imaginative Art FormОт EverandA Mathematician's Lament: How School Cheats Us Out of Our Most Fascinating and Imaginative Art FormРейтинг: 5 из 5 звезд5/5 (5)