Вам также может понравиться
- Capacitor Discharges - Magnetohydrodynamics - X-Rays - UltrasonicsОт EverandCapacitor Discharges - Magnetohydrodynamics - X-Rays - UltrasonicsРейтинг: 5 из 5 звезд5/5 (1)
- High Energy Rate Forming (HERF) Processes: Asst - Professor, Mechanical Engg. NIT&MS, BangaloreДокумент13 страницHigh Energy Rate Forming (HERF) Processes: Asst - Professor, Mechanical Engg. NIT&MS, Bangalorejainvikram8498Оценок пока нет
- Small Dynamos and How to Make Them - Practical Instruction on Building a Variety of Machines Including Electric MotorsОт EverandSmall Dynamos and How to Make Them - Practical Instruction on Building a Variety of Machines Including Electric MotorsОценок пока нет
- High Energy Rate FormingДокумент9 страницHigh Energy Rate FormingBalabadra MaheshОценок пока нет
- ADVANCED MATERIALS PROCESSING TECHNIQUES Unit-4Документ74 страницыADVANCED MATERIALS PROCESSING TECHNIQUES Unit-4Ishaan ThakerОценок пока нет
- Welding RecordДокумент12 страницWelding Recordsravskv19Оценок пока нет
- Micro ActuatorsДокумент10 страницMicro ActuatorsEyad A. FeilatОценок пока нет
- Module - 1 - Only MachinesДокумент20 страницModule - 1 - Only MachinessdanharoldОценок пока нет
- Explosive Forming or HERF (High Energy Rate Forming)Документ6 страницExplosive Forming or HERF (High Energy Rate Forming)haricoolestОценок пока нет
- Explosive Forming or HERFДокумент6 страницExplosive Forming or HERFharicoolestОценок пока нет
- Subtopic 6 High Velocity NotesДокумент22 страницыSubtopic 6 High Velocity NotesKipkirui YegoОценок пока нет
- Electromagnetic FormingДокумент8 страницElectromagnetic Formingxcvs40Оценок пока нет
- Production of Magnetic FieldДокумент7 страницProduction of Magnetic FieldSeenipandian RaviОценок пока нет
- Wire-Electric Discharge Machining: JULY 3, 2019Документ13 страницWire-Electric Discharge Machining: JULY 3, 2019Swez RatanОценок пока нет
- High Energy Rate Forming ProcessesДокумент9 страницHigh Energy Rate Forming ProcessesDivya MukhiaОценок пока нет
- Ts X Phy-Sci-Qrs Spell-4-Assignment-1 QP 25-05-2020 KeyДокумент4 страницыTs X Phy-Sci-Qrs Spell-4-Assignment-1 QP 25-05-2020 KeyPhanindra PhanindraОценок пока нет
- Superconducting MagnetДокумент8 страницSuperconducting MagnetGaurav KumarОценок пока нет
- Class X MagnetismДокумент4 страницыClass X MagnetismarulsoftproОценок пока нет
- High Energy Rate Forming ProcessesДокумент5 страницHigh Energy Rate Forming ProcessesKrishnaAhujaОценок пока нет
- High Energy Rate Forming ProcessesДокумент5 страницHigh Energy Rate Forming Processesvarunsharma1925100% (1)
- High Velocity FormingДокумент55 страницHigh Velocity FormingAman deep singhОценок пока нет
- Kamijo 2003Документ4 страницыKamijo 2003Jie99Оценок пока нет
- Class Vii Notes For Electric Current and Its Effects-1.CleanedДокумент5 страницClass Vii Notes For Electric Current and Its Effects-1.CleanedarОценок пока нет
- Physics XII CH 6 CASE STUDY Electromagnetic InductionДокумент35 страницPhysics XII CH 6 CASE STUDY Electromagnetic InductionNjan KL16么PorottaОценок пока нет
- Physics ProjectДокумент14 страницPhysics ProjectCR7STUDIO 7Оценок пока нет
- HW Anglais ZahafДокумент5 страницHW Anglais ZahafSara ZahafОценок пока нет
- PDU Assignment 3Документ15 страницPDU Assignment 3aqib rizwanОценок пока нет
- Overview of The Rectangular Wire Windings AC Electrical MachineДокумент10 страницOverview of The Rectangular Wire Windings AC Electrical MachinesumitОценок пока нет
- Design and Construction of Induction HeaterДокумент15 страницDesign and Construction of Induction HeaterNjitnum100% (1)
- Teoria SurgeДокумент13 страницTeoria Surgeparthapaul2000Оценок пока нет
- Electron Beam Welding: Submitted byДокумент13 страницElectron Beam Welding: Submitted byTanmay WalkeОценок пока нет
- Resistance: Leaving Cert Physics Long Questions 2018 - 2002Документ19 страницResistance: Leaving Cert Physics Long Questions 2018 - 2002Oheneba Kwadjo Afari DebraОценок пока нет
- Machine SetupДокумент3 страницыMachine SetupBiswadeep Roy ChoudhuryОценок пока нет
- Physics Grade 11 Graded WorkДокумент7 страницPhysics Grade 11 Graded WorkHanif jr ComrieОценок пока нет
- ResistanceДокумент21 страницаResistanceJustin DawsonОценок пока нет
- 21ele13 Module3Документ56 страниц21ele13 Module3Mithashree MОценок пока нет
- Welding Engineering - FALL2021-22 - Module 1Документ44 страницыWelding Engineering - FALL2021-22 - Module 1dhaya nidhiОценок пока нет
- Mica FullДокумент30 страницMica FullRohit Kumar DasОценок пока нет
- Battery Ignition SystemДокумент4 страницыBattery Ignition SystemJonny SinglaОценок пока нет
- Harvesting Vibration Energy by Electromagnetic Induction: Robert GHERCĂ, Radu OLARUДокумент6 страницHarvesting Vibration Energy by Electromagnetic Induction: Robert GHERCĂ, Radu OLARUSara TehraniОценок пока нет
- Khushal Physics ProjectДокумент18 страницKhushal Physics ProjectANUJ JHAОценок пока нет
- Grade 10 Quarter 2 Module 5 - Simple Electric Motor and GeneratorДокумент8 страницGrade 10 Quarter 2 Module 5 - Simple Electric Motor and GeneratorAlljhon Dave Joshua MagnoОценок пока нет
- BASIC ELECTRICAL ENGINEERING Module 4Документ23 страницыBASIC ELECTRICAL ENGINEERING Module 4cinema masterОценок пока нет
- High Temperature Superconductivity: From Basic Science To ImplementationДокумент19 страницHigh Temperature Superconductivity: From Basic Science To Implementationsuhail khanОценок пока нет
- Review of PERENDEV Magnetic GeneratorДокумент2 страницыReview of PERENDEV Magnetic Generatormohammed sikiОценок пока нет
- Unit 2 - BeeieДокумент47 страницUnit 2 - BeeieKarthick Sivakumar ChellamuthuОценок пока нет
- Investigatory Project Souvik 3Документ11 страницInvestigatory Project Souvik 3Souvik MondalОценок пока нет
- PP - OEL Final PresentationДокумент17 страницPP - OEL Final PresentationAz ZaОценок пока нет
- Industrial ElexДокумент204 страницыIndustrial ElexAlyssa RamosОценок пока нет
- Unit 1 Assignment Power DistributionДокумент2 страницыUnit 1 Assignment Power Distributionapi-296582578Оценок пока нет
- Bearing - Used To Enable Rotational or Linear Movement, While Reducing Friction and Handling StressДокумент2 страницыBearing - Used To Enable Rotational or Linear Movement, While Reducing Friction and Handling StressAmyiel FloresОценок пока нет
- Integrated CircuitsДокумент4 страницыIntegrated CircuitsGurjeet ChahalОценок пока нет
- Electrical Machines IДокумент54 страницыElectrical Machines I2002095Оценок пока нет
- Class 7 Electric Current and Its EffectsДокумент3 страницыClass 7 Electric Current and Its EffectsNitesh KohliОценок пока нет
- SampleДокумент18 страницSamplehareharanbt22Оценок пока нет
- 3RD QTR Exam Grade 11-PearlДокумент4 страницы3RD QTR Exam Grade 11-PearlemmabentonioОценок пока нет
- Professional Summary: DC Generators in RailwaysДокумент28 страницProfessional Summary: DC Generators in RailwaysDharini KrishnanОценок пока нет
- BEE Unit-IV-DC-MACHINEДокумент12 страницBEE Unit-IV-DC-MACHINEMOHAMMAD ANISHОценок пока нет
- Electrical Discharge MachiningДокумент16 страницElectrical Discharge MachiningRizwan MrnОценок пока нет
- Unit I Generator and Motor - 11Документ32 страницыUnit I Generator and Motor - 11Bharani100% (1)
- Dme Unit Ii (17.11.22)Документ23 страницыDme Unit Ii (17.11.22)sathiaОценок пока нет
- N.P.L Flatness InterferometerДокумент2 страницыN.P.L Flatness InterferometersathiaОценок пока нет
- Dme Unit V (17.11.22)Документ16 страницDme Unit V (17.11.22)sathiaОценок пока нет
- Eg Lab Manual Ece UpdatedДокумент60 страницEg Lab Manual Ece UpdatedsathiaОценок пока нет
- MQC U3 CMM and Laser and Automatic InspectionДокумент4 страницыMQC U3 CMM and Laser and Automatic InspectionsathiaОценок пока нет
- Unit - IVДокумент4 страницыUnit - IVsathiaОценок пока нет
- Surface Finish MeasurementДокумент6 страницSurface Finish MeasurementsathiaОценок пока нет
- Unit III NewДокумент21 страницаUnit III NewsathiaОценок пока нет
- UNIT IV - MQC NewДокумент11 страницUNIT IV - MQC NewsathiaОценок пока нет
- Unit V Gear BoxДокумент4 страницыUnit V Gear BoxsathiaОценок пока нет
- UNIT V - MQC NewДокумент4 страницыUNIT V - MQC NewsathiaОценок пока нет
- Unit I DTS - Journal BearingДокумент19 страницUnit I DTS - Journal BearingsathiaОценок пока нет
- 2 Marks MDДокумент19 страниц2 Marks MDsathiaОценок пока нет
- Module 2Документ7 страницModule 2sathiaОценок пока нет
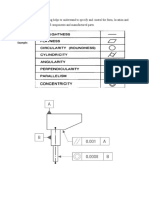
- Orientation of The Features of Components and Manufactured PartsДокумент2 страницыOrientation of The Features of Components and Manufactured PartssathiaОценок пока нет
- Principle of InterferometryДокумент13 страницPrinciple of InterferometrysathiaОценок пока нет
- Module 4Документ4 страницыModule 4sathiaОценок пока нет
- Module 1Документ5 страницModule 1sathiaОценок пока нет
- Module 3Документ5 страницModule 3sathiaОценок пока нет
- Keys and Surface FinishesДокумент4 страницыKeys and Surface FinishessathiaОценок пока нет
- Centrifugal Pumps Are Used To Transport Fluids by The Conversion of Rotational Kinetic Energy To The Hydrodynamic Energy of The Fluid FlowДокумент3 страницыCentrifugal Pumps Are Used To Transport Fluids by The Conversion of Rotational Kinetic Energy To The Hydrodynamic Energy of The Fluid FlowsathiaОценок пока нет
- Shaft CouplingsДокумент5 страницShaft CouplingssathiaОценок пока нет
- Knowledge Level: K1 - Remember, k2 - Understand, K3 - Apply, K4 - Analyze & K5 - EvaluateДокумент2 страницыKnowledge Level: K1 - Remember, k2 - Understand, K3 - Apply, K4 - Analyze & K5 - EvaluatesathiaОценок пока нет
- HelicalДокумент3 страницыHelicalsathiaОценок пока нет
- FSI Residential Eng Ind - Bifacial Update Approved-NewДокумент83 страницыFSI Residential Eng Ind - Bifacial Update Approved-NewDedy KcpОценок пока нет
- Problems Phase FeДокумент9 страницProblems Phase FeAshutoshKumarОценок пока нет
- Mechanics of SolidsДокумент4 страницыMechanics of SolidsHiren DesaiОценок пока нет
- Chap12 Fluid MechanicsДокумент36 страницChap12 Fluid MechanicsTuấn Nghĩa NguyễnОценок пока нет
- Stability of ColloidДокумент27 страницStability of ColloidHendrawan SaputraОценок пока нет
- Kristin Ackerson, Virginia Tech EE Spring 2002Документ27 страницKristin Ackerson, Virginia Tech EE Spring 2002hiteshsoftОценок пока нет
- Course On Structural StabilityДокумент3 страницыCourse On Structural StabilityVenkatesh ReddyОценок пока нет
- Refraction of Light (01!11!2023)Документ5 страницRefraction of Light (01!11!2023)navrosepreetsingh8a4hhps14Оценок пока нет
- Encapsulados Ensayos E2 C2 F1Документ4 страницыEncapsulados Ensayos E2 C2 F1fgdfgdfОценок пока нет
- Electrostatics: Assignment IITJEE - 2023Документ5 страницElectrostatics: Assignment IITJEE - 2023Udharav KesarОценок пока нет
- Problemas Resueltos Del Reichl - TMPДокумент141 страницаProblemas Resueltos Del Reichl - TMPLuis Alberto Aliaga VásquezОценок пока нет
- Political Science Module-1 PDFДокумент94 страницыPolitical Science Module-1 PDFWWWEEEE100% (1)
- DOLGACHEV, I. Introduction To String Theory - PsДокумент83 страницыDOLGACHEV, I. Introduction To String Theory - PsMarcos PauloОценок пока нет
- DLP-Bohol - Science8 Q1 W2 D4Документ2 страницыDLP-Bohol - Science8 Q1 W2 D4Valdeleon Taguiam CatherineОценок пока нет
- 1 02 PDFДокумент16 страниц1 02 PDFircivilcivilОценок пока нет
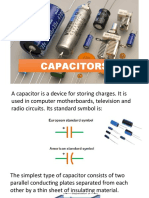
- CapacitorsДокумент25 страницCapacitorsAlbert Rosete0% (1)
- Physics NotesДокумент10 страницPhysics NotesSiddharth RaikaОценок пока нет
- Tutorial SheetДокумент4 страницыTutorial SheetjaiОценок пока нет
- Physics: Chapterwise Practise Problems (CPP) For JEE (Main & Advanced) Chapter - Units and MeasurementДокумент4 страницыPhysics: Chapterwise Practise Problems (CPP) For JEE (Main & Advanced) Chapter - Units and MeasurementKripa mariam JosephОценок пока нет
- The Study Of, The and The Associated With Them.: Electric Charges at Rest Forces Between Them Electric FieldsДокумент77 страницThe Study Of, The and The Associated With Them.: Electric Charges at Rest Forces Between Them Electric FieldsJhen Ivy50% (2)
- Quizziz April 28 2021Документ1 страницаQuizziz April 28 2021Angel GonzalesОценок пока нет
- Instrumentation and Measurements Dr. Mohammad Kilani: Class 1Документ31 страницаInstrumentation and Measurements Dr. Mohammad Kilani: Class 1Maher Abu-ElolaОценок пока нет
- Unit 358 Unit 2 The Function of Electrical and Electronic CompДокумент10 страницUnit 358 Unit 2 The Function of Electrical and Electronic CompJean Paul RousselinОценок пока нет
- Vectors and Scalars - AnswersДокумент8 страницVectors and Scalars - Answersseeno beenoОценок пока нет
- Pressure - Hydrostatics - Grade 10Документ27 страницPressure - Hydrostatics - Grade 10Ashleigh JarrettОценок пока нет
- Conservation of MomentumДокумент17 страницConservation of MomentumWilma Y. VillasanОценок пока нет
- CAMBER Calculations 100814Документ6 страницCAMBER Calculations 100814tonaalaniОценок пока нет
- WEEK 4 Potential EnergyДокумент72 страницыWEEK 4 Potential EnergyJun De FontanozaОценок пока нет
- Helical Antenna PDFДокумент20 страницHelical Antenna PDFOmar F'KassarОценок пока нет
- Scientific Heresies and Their - Sungenis, Robert A. - 6913Документ574 страницыScientific Heresies and Their - Sungenis, Robert A. - 6913Araceli100% (2)
- A Beginner's Guide to Constructing the Universe: The Mathematical Archetypes of Nature, Art, and ScienceОт EverandA Beginner's Guide to Constructing the Universe: The Mathematical Archetypes of Nature, Art, and ScienceРейтинг: 4 из 5 звезд4/5 (51)
- Dark Matter and the Dinosaurs: The Astounding Interconnectedness of the UniverseОт EverandDark Matter and the Dinosaurs: The Astounding Interconnectedness of the UniverseРейтинг: 3.5 из 5 звезд3.5/5 (69)
- Giza: The Tesla Connection: Acoustical Science and the Harvesting of Clean EnergyОт EverandGiza: The Tesla Connection: Acoustical Science and the Harvesting of Clean EnergyОценок пока нет
- A Brief History of Time: From the Big Bang to Black HolesОт EverandA Brief History of Time: From the Big Bang to Black HolesРейтинг: 4 из 5 звезд4/5 (2193)
- Summary and Interpretation of Reality TransurfingОт EverandSummary and Interpretation of Reality TransurfingРейтинг: 5 из 5 звезд5/5 (5)
- Midnight in Chernobyl: The Story of the World's Greatest Nuclear DisasterОт EverandMidnight in Chernobyl: The Story of the World's Greatest Nuclear DisasterРейтинг: 4.5 из 5 звезд4.5/5 (410)
- Knocking on Heaven's Door: How Physics and Scientific Thinking Illuminate the Universe and the Modern WorldОт EverandKnocking on Heaven's Door: How Physics and Scientific Thinking Illuminate the Universe and the Modern WorldРейтинг: 3.5 из 5 звезд3.5/5 (64)
- Lost in Math: How Beauty Leads Physics AstrayОт EverandLost in Math: How Beauty Leads Physics AstrayРейтинг: 4.5 из 5 звезд4.5/5 (125)
- The Power of Eight: Harnessing the Miraculous Energies of a Small Group to Heal Others, Your Life, and the WorldОт EverandThe Power of Eight: Harnessing the Miraculous Energies of a Small Group to Heal Others, Your Life, and the WorldРейтинг: 4.5 из 5 звезд4.5/5 (54)
- Quantum Spirituality: Science, Gnostic Mysticism, and Connecting with Source ConsciousnessОт EverandQuantum Spirituality: Science, Gnostic Mysticism, and Connecting with Source ConsciousnessРейтинг: 4 из 5 звезд4/5 (6)
- Bedeviled: A Shadow History of Demons in ScienceОт EverandBedeviled: A Shadow History of Demons in ScienceРейтинг: 5 из 5 звезд5/5 (5)
- The Beginning of Infinity: Explanations That Transform the WorldОт EverandThe Beginning of Infinity: Explanations That Transform the WorldРейтинг: 5 из 5 звезд5/5 (60)
- The Magick of Physics: Uncovering the Fantastical Phenomena in Everyday LifeОт EverandThe Magick of Physics: Uncovering the Fantastical Phenomena in Everyday LifeОценок пока нет
- The End of Everything: (Astrophysically Speaking)От EverandThe End of Everything: (Astrophysically Speaking)Рейтинг: 4.5 из 5 звезд4.5/5 (157)
- Packing for Mars: The Curious Science of Life in the VoidОт EverandPacking for Mars: The Curious Science of Life in the VoidРейтинг: 4 из 5 звезд4/5 (1396)
- Let There Be Light: Physics, Philosophy & the Dimensional Structure of ConsciousnessОт EverandLet There Be Light: Physics, Philosophy & the Dimensional Structure of ConsciousnessРейтинг: 4.5 из 5 звезд4.5/5 (57)
- What If?: Serious Scientific Answers to Absurd Hypothetical QuestionsОт EverandWhat If?: Serious Scientific Answers to Absurd Hypothetical QuestionsРейтинг: 5 из 5 звезд5/5 (5)
- The Magick of Physics: Uncovering the Fantastical Phenomena in Everyday LifeОт EverandThe Magick of Physics: Uncovering the Fantastical Phenomena in Everyday LifeРейтинг: 4.5 из 5 звезд4.5/5 (3)
- Quantum Physics: What Everyone Needs to KnowОт EverandQuantum Physics: What Everyone Needs to KnowРейтинг: 4.5 из 5 звезд4.5/5 (49)
- A Natural History of Color: The Science Behind What We See and How We See itОт EverandA Natural History of Color: The Science Behind What We See and How We See itРейтинг: 4 из 5 звезд4/5 (13)
- Transform Your Life And Save The World: Through The Dreamed Of Arrival Of The Rehabilitating Biological Explanation Of The Human ConditionОт EverandTransform Your Life And Save The World: Through The Dreamed Of Arrival Of The Rehabilitating Biological Explanation Of The Human ConditionРейтинг: 5 из 5 звезд5/5 (2)
- Beyond Weird: Why Everything You Thought You Knew about Quantum Physics Is DifferentОт EverandBeyond Weird: Why Everything You Thought You Knew about Quantum Physics Is DifferentРейтинг: 4 из 5 звезд4/5 (25)
- Vibration and Frequency: How to Get What You Want in LifeОт EverandVibration and Frequency: How to Get What You Want in LifeРейтинг: 4.5 из 5 звезд4.5/5 (13)