Вам также может понравиться
- GtawДокумент11 страницGtawsaravanans1891Оценок пока нет
- Welding 8Документ3 страницыWelding 8রিপন মন্ডলОценок пока нет
- TIG Welding: Job KnowledgeДокумент3 страницыTIG Welding: Job KnowledgeRakesh Kumar Munda100% (1)
- Adyapeath Annada Polytechnic CollegeДокумент5 страницAdyapeath Annada Polytechnic CollegeArunavaОценок пока нет
- Gas Tungsten Arc WeldingДокумент9 страницGas Tungsten Arc Weldingweldingking1100% (1)
- 87 Technical Sheet - Tig WeldingДокумент1 страница87 Technical Sheet - Tig WeldingZeu AressОценок пока нет
- Experiment No 3 Tungsten Inert Gas (TIG) Welding: ObjectiveДокумент7 страницExperiment No 3 Tungsten Inert Gas (TIG) Welding: ObjectiveUsman Saeed KianiОценок пока нет
- Lecture 21: GTAG Welding: Fundamental of Welding Science and TechnologyДокумент24 страницыLecture 21: GTAG Welding: Fundamental of Welding Science and TechnologyNavneet KumarОценок пока нет
- Gas Tungsten-Arc Welding GTAW - Welding TechnologyДокумент2 страницыGas Tungsten-Arc Welding GTAW - Welding TechnologyMuhammadОценок пока нет
- Arc Welding Process PDFДокумент12 страницArc Welding Process PDFBiswanath RoulОценок пока нет
- Gas Tungsten Arc Welding (Gtaw) : Khalid M. HafezДокумент6 страницGas Tungsten Arc Welding (Gtaw) : Khalid M. Hafezأحمد دعبسОценок пока нет
- TIG-welding Gases PDFДокумент2 страницыTIG-welding Gases PDFwenigmaОценок пока нет
- About Welding Process 17Документ1 страницаAbout Welding Process 17XerexОценок пока нет
- Tig RwtiДокумент39 страницTig RwtiSaptarshi PalОценок пока нет
- Advanced Welding Process (Welding)Документ58 страницAdvanced Welding Process (Welding)Sk SamsuddinОценок пока нет
- A TIG Unit Consists ofДокумент5 страницA TIG Unit Consists ofZaky MuzaffarОценок пока нет
- M09 - Gtaw & PawДокумент34 страницыM09 - Gtaw & Pawசுரேஷ் பாலமுருகன்Оценок пока нет
- Analysis of Tig Welding Weldment and Defect Identification Using Non Destructive Testing NDTДокумент48 страницAnalysis of Tig Welding Weldment and Defect Identification Using Non Destructive Testing NDTRebecca KelleyОценок пока нет
- Experiment - TIGДокумент5 страницExperiment - TIGAl Anood Al AmeriОценок пока нет
- Tigweld DoneДокумент16 страницTigweld DoneSenthil KumarОценок пока нет
- GTAWДокумент39 страницGTAWKoushik SarkarОценок пока нет
- Directional Solidification of Steel CastingsДокумент59 страницDirectional Solidification of Steel CastingsSUNDRAMNAGAОценок пока нет
- GTAWДокумент61 страницаGTAWIela TeoОценок пока нет
- 12 Tig WeldingДокумент8 страниц12 Tig WeldingSampath KumarОценок пока нет
- The Principle of Tungsten Inert Gas TIG Welding ProcessДокумент7 страницThe Principle of Tungsten Inert Gas TIG Welding ProcessWill TohallinoОценок пока нет
- Argon: Characteristics and Comparative Performance of Argon and Helium As Shielding GasesДокумент8 страницArgon: Characteristics and Comparative Performance of Argon and Helium As Shielding GasesWilly UioОценок пока нет
- Welding Technology Unit 1 NotesДокумент58 страницWelding Technology Unit 1 NotesVasanthakumar B.E;Оценок пока нет
- 5 GtawДокумент45 страниц5 GtawPutra Daha PratamaОценок пока нет
- Tungsten Inert Gas (TIG or GTA) Welding: Job Knowledge 6Документ2 страницыTungsten Inert Gas (TIG or GTA) Welding: Job Knowledge 6tuanОценок пока нет
- 304 SsДокумент54 страницы304 Ssshakir ramzanОценок пока нет
- Case Study YayaДокумент6 страницCase Study YayaYayaОценок пока нет
- TIG2Документ6 страницTIG2Shubham100% (1)
- Gas Tungsten Arc WeldingДокумент2 страницыGas Tungsten Arc WeldingVenkatesh NatlaОценок пока нет
- Gas Tungsten Arc WeldingДокумент2 страницыGas Tungsten Arc WeldingSteranskoОценок пока нет
- Presentation On: Applications of and Welding in ManufacturingДокумент27 страницPresentation On: Applications of and Welding in ManufacturingHope ThemОценок пока нет
- Amta5 8 Applying Tungsten Inert Gas Tig Welding TechniquesДокумент115 страницAmta5 8 Applying Tungsten Inert Gas Tig Welding TechniquesAbu RectifyОценок пока нет
- Manufacturing Technology: Tig Welding - Process AnalysisДокумент8 страницManufacturing Technology: Tig Welding - Process AnalysisshubhamОценок пока нет
- 3 TigДокумент40 страниц3 TigKartik BhararaОценок пока нет
- Orbital-Welding Facts enДокумент52 страницыOrbital-Welding Facts ene.vicente.caballeroОценок пока нет
- 1.07 TIG Welding Part-2Документ79 страниц1.07 TIG Welding Part-2rohit mathanker100% (1)
- 13 Mig & Mag WeldingДокумент24 страницы13 Mig & Mag WeldingMohamed BencharifОценок пока нет
- Intro TIG WeldingДокумент8 страницIntro TIG WeldingnikhilconОценок пока нет
- Tips and Techniques For GtawДокумент5 страницTips and Techniques For GtawRavi ChandranОценок пока нет
- Job Knowledge 17Документ4 страницыJob Knowledge 17Mehmet SoysalОценок пока нет
- Arc WeldingДокумент33 страницыArc WeldingRakha DhaniwijayaОценок пока нет
- Chapter-3 General Information of WeldingДокумент5 страницChapter-3 General Information of WeldingKumar DneshОценок пока нет
- Basic Weld JointsДокумент10 страницBasic Weld JointsSham AmirОценок пока нет
- Study of Tig WeldingДокумент11 страницStudy of Tig WeldingChandan Srivastava100% (1)
- Welding MachineДокумент3 страницыWelding MachinetuanОценок пока нет
- WeldingДокумент27 страницWeldingankit4565Оценок пока нет
- Aws Gtaw Study GuideДокумент2 страницыAws Gtaw Study GuideTouil HoussemОценок пока нет
- CH 4Документ63 страницыCH 4tariku seyoumОценок пока нет
- RM01 - 20 21 Case Study Activated Flux TIG Welding ProcessДокумент9 страницRM01 - 20 21 Case Study Activated Flux TIG Welding ProcessAnonymous cgcKzFtXОценок пока нет
- 01 Welding ProcessДокумент42 страницы01 Welding ProcessbalamuruganОценок пока нет
- Weld Like a Pro: Beginning to Advanced TechniquesОт EverandWeld Like a Pro: Beginning to Advanced TechniquesРейтинг: 4.5 из 5 звезд4.5/5 (6)
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesОт EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesОценок пока нет
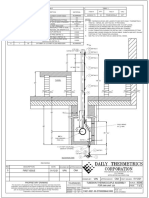
- Proprietary Drawing: CAA VPN 01/12/21 First Issue 0Документ2 страницыProprietary Drawing: CAA VPN 01/12/21 First Issue 0Francelina VegaОценок пока нет
- Welding Visual ReportДокумент6 страницWelding Visual ReportFerdie OSОценок пока нет
- Handbook - Calculations 5 PDFДокумент1 страницаHandbook - Calculations 5 PDFSmith SivaОценок пока нет
- Data Sheet: Experiment 1: Chemical ReactionsДокумент17 страницData Sheet: Experiment 1: Chemical ReactionsLinh NguyễnОценок пока нет
- Types of Welding in ShipbuildingДокумент30 страницTypes of Welding in ShipbuildingPranjyoti SaikiaОценок пока нет
- Civil and Structural Engineering Analysis SoftwareДокумент24 страницыCivil and Structural Engineering Analysis SoftwareKriba Ingenieros LtdaОценок пока нет
- Sika® Bitumen 60 - 2020Документ3 страницыSika® Bitumen 60 - 2020Mebepure GazeОценок пока нет
- Plastic InjectionДокумент39 страницPlastic InjectionRishav KumarОценок пока нет
- Solution To Problem 503 - Flexure FormulaДокумент23 страницыSolution To Problem 503 - Flexure FormulaLara GatbontonОценок пока нет
- 132 s2.0 Sa031232s638f2312200f4031b3 MДокумент23 страницы132 s2.0 Sa031232s638f2312200f4031b3 MUnknown WKОценок пока нет
- For Bolstering Concrete: Panicum Maximum Jacq. Ash and Pulverized Corbicula Fluminea As An AdmixtureДокумент4 страницыFor Bolstering Concrete: Panicum Maximum Jacq. Ash and Pulverized Corbicula Fluminea As An AdmixtureKristianKurtRicaroОценок пока нет
- Construction and Building Materials: Zhengqi Zhang, Jianhua Yang, Ying Fang, Yaofei LuoДокумент14 страницConstruction and Building Materials: Zhengqi Zhang, Jianhua Yang, Ying Fang, Yaofei LuoAlejandro MorenoОценок пока нет
- Pip Vesv1003-2014Документ9 страницPip Vesv1003-2014d-fbuser-93320248Оценок пока нет
- GB 8163-2008Документ14 страницGB 8163-2008hungОценок пока нет
- Checkered PlateДокумент1 страницаCheckered PlateMark A FainaОценок пока нет
- Welded Bridge CodeДокумент32 страницыWelded Bridge CodeProduction Galvano IndiaОценок пока нет
- Sika® Latex R: Acrylic Latex, Bonding Agent and Admixture For Cement Mortar and ConcreteДокумент2 страницыSika® Latex R: Acrylic Latex, Bonding Agent and Admixture For Cement Mortar and ConcretepouyaОценок пока нет
- SolutionДокумент13 страницSolutionTare Er KshitijОценок пока нет
- Drug Product DevelopmentДокумент20 страницDrug Product Developmentducluong28Оценок пока нет
- Supramolecular Polymers: Alberto CiferriДокумент10 страницSupramolecular Polymers: Alberto CiferrisnitintОценок пока нет
- Two Bedroom Apartment 2Документ1 страницаTwo Bedroom Apartment 2RUTH ELIZABETH NAMUTEBIОценок пока нет
- Method Statement For Cement Board Dry Wall PartitionsДокумент10 страницMethod Statement For Cement Board Dry Wall PartitionsComet GroupОценок пока нет
- Dust Control Handbook (Osha) - CompleteДокумент214 страницDust Control Handbook (Osha) - CompleteRaul SilanesОценок пока нет
- Stainless Steel Sink: User ManualДокумент9 страницStainless Steel Sink: User ManualJoeОценок пока нет
- SGTE Poster 2018Документ1 страницаSGTE Poster 2018Andrey V. BekkerОценок пока нет
- Major ProjectsДокумент80 страницMajor ProjectslisahunОценок пока нет
- Water Cement RatioДокумент5 страницWater Cement RatioCastro FarfansОценок пока нет
- Technical Bulletin: Valdisk TX3 Triple Offset Butterfly Control ValveДокумент20 страницTechnical Bulletin: Valdisk TX3 Triple Offset Butterfly Control ValveAhmed KhairiОценок пока нет
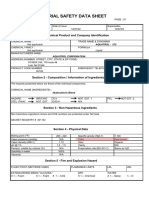
- Safety Data Sheet Chemical Aquatrol - 275-1Документ4 страницыSafety Data Sheet Chemical Aquatrol - 275-1nikoОценок пока нет
- Materials Comparison DIN / EN / ASTM: Pipes / Tubes Flanges Buttwelding FittingsДокумент1 страницаMaterials Comparison DIN / EN / ASTM: Pipes / Tubes Flanges Buttwelding Fittingsnaseema1Оценок пока нет