Вам также может понравиться
- Perforación de pozos petroleros en tierraОт EverandPerforación de pozos petroleros en tierraРейтинг: 3.5 из 5 звезд3.5/5 (3)
- Preguntas AsmeДокумент8 страницPreguntas AsmeHumberto Ernesto Di Ciccio100% (3)
- BorradorДокумент15 страницBorradorRodmi Torres Peralta100% (1)
- Conformado y curvado en la fabricación de tuberías. FMEC0108От EverandConformado y curvado en la fabricación de tuberías. FMEC0108Оценок пока нет
- Trabajo Final de Presupuesto 2Документ32 страницыTrabajo Final de Presupuesto 2Dante Belmonth67% (3)
- Preguntas 11-11-2010Документ23 страницыPreguntas 11-11-2010Alevj DbОценок пока нет
- Soldadura en el montaje de tuberías. FMEC0108От EverandSoldadura en el montaje de tuberías. FMEC0108Оценок пока нет
- Modelo de Contrato de LocacionДокумент6 страницModelo de Contrato de LocacionNestor100% (2)
- Plan de ClasesДокумент10 страницPlan de ClasesSilvana FloresОценок пока нет
- Codigo Tributario Libro IДокумент18 страницCodigo Tributario Libro IRichard Ramos CutimboОценок пока нет
- PREGUNTAS ASME - Sin Responder - 2011aДокумент7 страницPREGUNTAS ASME - Sin Responder - 2011aBZ PercyОценок пока нет
- Cuestionario de EstudioДокумент7 страницCuestionario de Estudiomarhoy9Оценок пока нет
- Preguntas ASME IX sobre calificación de procedimientos y soldadoresДокумент2 страницыPreguntas ASME IX sobre calificación de procedimientos y soldadoresHugo Ortega100% (2)
- PREGUNTAS ASME - Con Respuestas - 2011aДокумент9 страницPREGUNTAS ASME - Con Respuestas - 2011aBZ Percy100% (2)
- ASME IX Ejercitación Parte 1 y Procedimientos de SoldaduraДокумент5 страницASME IX Ejercitación Parte 1 y Procedimientos de SoldaduraFranklin JprstОценок пока нет
- Trabajo Práctico ASME IX6-02-17Документ18 страницTrabajo Práctico ASME IX6-02-17Diego GaunaОценок пока нет
- PruebaДокумент3 страницыPruebaLuis ColomaОценок пока нет
- Proyecto de aula WPS: Desarrollo del soporte de una máquina de ensayos de fátigaДокумент11 страницProyecto de aula WPS: Desarrollo del soporte de una máquina de ensayos de fátigamatyОценок пока нет
- Informe 3Документ18 страницInforme 3Max GarzónОценок пока нет
- Guia de Ejercicios de SoldaduraДокумент7 страницGuia de Ejercicios de SoldaduraAnonymous NpiKhs5bОценок пока нет
- Guia de Ejercicios de SoldaduraДокумент7 страницGuia de Ejercicios de SoldaduraTatuajes Zeros100% (6)
- Soldadura de Demanda CriticaДокумент9 страницSoldadura de Demanda CriticaDANIEL TOLEDO100% (2)
- Análisis Técnico de La Tee Envolvente de 20x20Документ20 страницAnálisis Técnico de La Tee Envolvente de 20x20RICARDO34540% (1)
- Calificación de Procedimientos de SoldaduraДокумент28 страницCalificación de Procedimientos de SoldaduraJosue CarpioОценок пока нет
- Precalificacion de WpsДокумент6 страницPrecalificacion de WpsJosé Felipe Correa CastilloОценок пока нет
- API 1104-b20120620 - SPДокумент31 страницаAPI 1104-b20120620 - SPMario MolinaОценок пока нет
- Conexiones SoldadasДокумент19 страницConexiones SoldadasjuniorОценок пока нет
- 0 - Notas Grados de Tuberías de Revestimiento de Acero-API 5CTДокумент15 страниц0 - Notas Grados de Tuberías de Revestimiento de Acero-API 5CTDioni GarciaОценок пока нет
- Api 1104 DДокумент6 страницApi 1104 DaspoiaspoiОценок пока нет
- Guia de Ejercicios de SoldaduraДокумент8 страницGuia de Ejercicios de SoldaduraErick Fuente100% (1)
- Introduccion API Asme AwsДокумент35 страницIntroduccion API Asme AwssebasttiancОценок пока нет
- Interpretacion de La Norma API 1104.Документ147 страницInterpretacion de La Norma API 1104.Yojhan CorahuaОценок пока нет
- Guia de Ejercicios de SoldaduraДокумент7 страницGuia de Ejercicios de SoldaduraOtidnanref Ekil100% (1)
- Guia de Ejercicios de SoldaduraДокумент7 страницGuia de Ejercicios de SoldaduraVIANCA MARAОценок пока нет
- Guia de Ejercicios de SoldaduraДокумент7 страницGuia de Ejercicios de Soldaduraarmandopalamax01Оценок пока нет
- Norma Cadafe - 8.2 Especif. Tecnicas de Cables de AceroДокумент9 страницNorma Cadafe - 8.2 Especif. Tecnicas de Cables de Acerobasilio1aОценок пока нет
- Soldadura electrodos 40Документ2 страницыSoldadura electrodos 40Ariel GraneroОценок пока нет
- PREGUNTAS API en Blanco (Ok)Документ9 страницPREGUNTAS API en Blanco (Ok)MarceloToccoОценок пока нет
- Apendice W 111Документ6 страницApendice W 111Octavio Ochoa HernadezОценок пока нет
- Proceso de Soldadura y SimbologíaДокумент21 страницаProceso de Soldadura y SimbologíaJesus Yana QuispeОценок пока нет
- Resumen API 1104Документ13 страницResumen API 1104Giovanni FloresОценок пока нет
- Manejo Codigo D1.1 Juan Nicolas CaroДокумент4 страницыManejo Codigo D1.1 Juan Nicolas CaroJuan Nicolas Caro Urrego100% (1)
- Charla Tecnica de SoldaduraДокумент92 страницыCharla Tecnica de SoldaduralucianaОценок пока нет
- Aws d1.5 PDFДокумент42 страницыAws d1.5 PDFFernandoBravoОценок пока нет
- EXAMEN MÓDULO DISEÑO UNIONES Y AWS D1.1Документ3 страницыEXAMEN MÓDULO DISEÑO UNIONES Y AWS D1.1rafael18luisОценок пока нет
- Ets - LP RP Cable de Acero Grado Siemens para RetenidasДокумент3 страницыEts - LP RP Cable de Acero Grado Siemens para RetenidasHERBERT ENRIQUE POMACCOSI BENAVENTEОценок пока нет
- Examen de Manejo e Interpretación de CódigosДокумент3 страницыExamen de Manejo e Interpretación de Códigosyuri0527Оценок пока нет
- NMX B 177 1990Документ35 страницNMX B 177 1990Samantha Hernandez ArevaloОценок пока нет
- Procedimiento de SoldaduraДокумент11 страницProcedimiento de Soldadurajo borjaОценок пока нет
- Hurtado Espejo Raul Barras Corrugadas AceroДокумент86 страницHurtado Espejo Raul Barras Corrugadas AcerocardicampoОценок пока нет
- Api 650 Tgs-Ing-012 - 0 TKДокумент6 страницApi 650 Tgs-Ing-012 - 0 TKsantiago barrionuevoОценок пока нет
- SOLDA202150 Practica de Laboratorio 9 Chiguano Cholango Guagrilla Mendoza VinuezaДокумент17 страницSOLDA202150 Practica de Laboratorio 9 Chiguano Cholango Guagrilla Mendoza VinuezaSEBASTIAN ALEJANDRO MENDOZA GARCIAОценок пока нет
- Planchagalvanizadaondulada N25 X 1800Документ3 страницыPlanchagalvanizadaondulada N25 X 1800cesarОценок пока нет
- Soldadura-Calificación de Los Procesos PDFДокумент135 страницSoldadura-Calificación de Los Procesos PDFMauricio Carestia100% (1)
- WPS, PQR y códigos de soldadura bajo AWS D1.1Документ36 страницWPS, PQR y códigos de soldadura bajo AWS D1.1Ivan PerezОценок пока нет
- Calificacion de SoldadoresДокумент28 страницCalificacion de SoldadoresDanny Astete Menes100% (1)
- Soldadura MAG de estructuras de acero al carbono. FMEC0210От EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Оценок пока нет
- Soldadura MIG de acero inoxidable y aluminio. FMEC0210От EverandSoldadura MIG de acero inoxidable y aluminio. FMEC0210Оценок пока нет
- Soldadura MAG de chapas de acero al carbono. FMEC0210От EverandSoldadura MAG de chapas de acero al carbono. FMEC0210Оценок пока нет
- Interpretación de planos en soldadura. FMEC0210От EverandInterpretación de planos en soldadura. FMEC0210Рейтинг: 4.5 из 5 звезд4.5/5 (3)
- Instructivo para Trabajar Sobre El Libro en PlataformaДокумент7 страницInstructivo para Trabajar Sobre El Libro en PlataformaGonzalo TelleríaОценок пока нет
- Verif Epi Cordes Procedure Es PDFДокумент4 страницыVerif Epi Cordes Procedure Es PDFGonzalo TelleríaОценок пока нет
- Peiac RP 0115 LinternasДокумент1 страницаPeiac RP 0115 LinternasGonzalo TelleríaОценок пока нет
- Manual Del Grupo ElectrógenoДокумент20 страницManual Del Grupo ElectrógenolareputisimamadreОценок пока нет
- Detección de Defectos en Soldadura Basado en La Acústica Aerotransportada Del Proceso MIG / MAGДокумент10 страницDetección de Defectos en Soldadura Basado en La Acústica Aerotransportada Del Proceso MIG / MAGGonzalo TelleríaОценок пока нет
- DDJJ Compre ArgentinoДокумент4 страницыDDJJ Compre ArgentinoGonzalo TelleríaОценок пока нет
- Formato Trabajo Completo E-GLEA10Документ2 страницыFormato Trabajo Completo E-GLEA10Gonzalo TelleríaОценок пока нет
- Peiac RP 0115 LinternasДокумент1 страницаPeiac RP 0115 LinternasGonzalo TelleríaОценок пока нет
- ANEXO Certificaciónes PEIACДокумент2 страницыANEXO Certificaciónes PEIACGonzalo TelleríaОценок пока нет
- Peiac RP 0416 Mosquetones AutomaticosДокумент1 страницаPeiac RP 0416 Mosquetones AutomaticosGonzalo TelleríaОценок пока нет
- Asap'SorberДокумент5 страницAsap'SorbermareОценок пока нет
- Peiac RP 0416 Mosquetones AutomaticosДокумент1 страницаPeiac RP 0416 Mosquetones AutomaticosGonzalo TelleríaОценок пока нет
- Capitulo 2 CreeepДокумент56 страницCapitulo 2 Creeeporlando_negoОценок пока нет
- If-P21-PR05 Procedimiento Análisis de Fallas Recurrentes de ActivosДокумент8 страницIf-P21-PR05 Procedimiento Análisis de Fallas Recurrentes de ActivosGonzalo TelleríaОценок пока нет
- ACARA Guiaprecios2019completaДокумент238 страницACARA Guiaprecios2019completaGonzalo Tellería0% (1)
- ACR Análisis Causa RaízДокумент31 страницаACR Análisis Causa RaízKarol Jesus Lucero Venegas100% (1)
- ACARA Guiaprecios2019completaДокумент238 страницACARA Guiaprecios2019completaGonzalo Tellería0% (1)
- ACR Análisis Causa RaízДокумент31 страницаACR Análisis Causa RaízKarol Jesus Lucero Venegas100% (1)
- Feminismo y Religión - Apuntes Sobre Católicas Por El Derecho A DecidirДокумент1 страницаFeminismo y Religión - Apuntes Sobre Católicas Por El Derecho A DecidirGonzalo TelleríaОценок пока нет
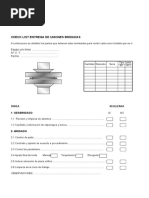
- ANEXO A Check List Uniones BridadasДокумент7 страницANEXO A Check List Uniones BridadasGonzalo TelleríaОценок пока нет
- Listado de Informes Rodrigo SeptiembreДокумент10 страницListado de Informes Rodrigo SeptiembreGonzalo TelleríaОценок пока нет
- Valorm2Noviembre17Документ38 страницValorm2Noviembre17Gonzalo TelleríaОценок пока нет
- Nota AnexosДокумент1 страницаNota AnexosGonzalo TelleríaОценок пока нет
- ANEXO A Check List Uniones BridadasДокумент7 страницANEXO A Check List Uniones BridadasGonzalo TelleríaОценок пока нет
- RamTruck 2017 1500 2500 3500Документ485 страницRamTruck 2017 1500 2500 3500Gonzalo TelleríaОценок пока нет
- ANEXO A Check List Uniones BridadasДокумент13 страницANEXO A Check List Uniones BridadasGonzalo TelleríaОценок пока нет
- Ficha Tecnica EA - 3Документ17 страницFicha Tecnica EA - 3Gonzalo TelleríaОценок пока нет
- RamTruck 2017 1500 2500 3500Документ485 страницRamTruck 2017 1500 2500 3500Gonzalo TelleríaОценок пока нет
- ColeccionablesДокумент1 страницаColeccionablesGonzalo TelleríaОценок пока нет
- T3 Álgebra Anaya PDFДокумент69 страницT3 Álgebra Anaya PDFAnonymous IEqF2WIQ7hОценок пока нет
- 2006 5 Citroen c4 63953Документ218 страниц2006 5 Citroen c4 63953Leonardo Reyes CavieresОценок пока нет
- 10°y 11° Grado CUADRO DIAGNÓSTICO DE MATEMÁTICA - MIGUELДокумент4 страницы10°y 11° Grado CUADRO DIAGNÓSTICO DE MATEMÁTICA - MIGUELMiguel SandobalОценок пока нет
- Roboti..cncu 2024 Mayo 30,31 y 1 Junio Xxi Congreso Interde Informática, HuatulcoДокумент13 страницRoboti..cncu 2024 Mayo 30,31 y 1 Junio Xxi Congreso Interde Informática, HuatulcolmmbvfxОценок пока нет
- Fase 4 Trabajo Colaborativo Unidad 2 Grupo311Документ9 страницFase 4 Trabajo Colaborativo Unidad 2 Grupo311steventorres7404Оценок пока нет
- TDR Putis...... de Alquiler de Camioneta Frente PutisДокумент6 страницTDR Putis...... de Alquiler de Camioneta Frente PutisAlejandro Vila SantiagoОценок пока нет
- Manual Autoridad Certificado de PromociónДокумент11 страницManual Autoridad Certificado de PromociónSammy AlquingaОценок пока нет
- Procedimiento excavaciones zanjasДокумент23 страницыProcedimiento excavaciones zanjasJose Pizarro50% (2)
- Arbol de ProblemasДокумент3 страницыArbol de ProblemasDaline Rojas AseffОценок пока нет
- La Omc y La IccДокумент5 страницLa Omc y La IccLeomarys PaulinoОценок пока нет
- Infección UrinariaДокумент18 страницInfección UrinariaPaola JimenezОценок пока нет
- Carga Variable y ConstanteДокумент6 страницCarga Variable y ConstantePliiNxekika PerexОценок пока нет
- Causas y Efectos Dela Agotamiento de Los Recursos NaturalesДокумент6 страницCausas y Efectos Dela Agotamiento de Los Recursos NaturalesSANDI MARICRUZ BARRIOS VILLATOROОценок пока нет
- Tarea 1 Jorge JuarezДокумент8 страницTarea 1 Jorge Juarezjorge juarezОценок пока нет
- Verbos Regulares e Irregulares en Ingles.Документ3 страницыVerbos Regulares e Irregulares en Ingles.Edam MaldonadoОценок пока нет
- Guía 2 Primero BásicoДокумент21 страницаGuía 2 Primero BásicoPaulina Alejandra Rogel TirachiniОценок пока нет
- Taller4 2023 1Документ5 страницTaller4 2023 1alex quinteroОценок пока нет
- Cronometria DentariaДокумент5 страницCronometria Dentariaapi-19870866Оценок пока нет
- PTU_ISR_SAT_Reparto_UtilidadesДокумент8 страницPTU_ISR_SAT_Reparto_UtilidadesLUIS PEREZОценок пока нет
- BORDILLOДокумент5 страницBORDILLOJavier Muñoz RomanОценок пока нет
- ETI - Etapa 1 - Semana 2Документ4 страницыETI - Etapa 1 - Semana 2Guillermo AcevedoОценок пока нет
- Volcanes del Perú: Guía de los principalesДокумент8 страницVolcanes del Perú: Guía de los principalesCristhian Andres Damian CoveñasОценок пока нет
- Laboratorio Clinico Veterinario UBIДокумент3 страницыLaboratorio Clinico Veterinario UBIJorge AguilarОценок пока нет
- Reseña Libro - DX Por Pulso - Una Guía ClínicaДокумент1 страницаReseña Libro - DX Por Pulso - Una Guía ClínicaDessirhe LaraОценок пока нет
- Pemc 22-23Документ6 страницPemc 22-23Suhe G. PlataОценок пока нет
- Guia 9 - Monica Julieth Malagon CortesДокумент18 страницGuia 9 - Monica Julieth Malagon Cortesjulieth cortesОценок пока нет
- Consumos culturales de adolescentes y jóvenesДокумент29 страницConsumos culturales de adolescentes y jóvenesgauchofiero99Оценок пока нет