Вам также может понравиться
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementОт EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementОценок пока нет
- Special Report: Hydrogen Perspectives For 21st Century RefineriesДокумент5 страницSpecial Report: Hydrogen Perspectives For 21st Century Refineriespsnmurthy333Оценок пока нет
- Hydrogen: A renewable energy perspectiveОт EverandHydrogen: A renewable energy perspectiveОценок пока нет
- Air Liquide 2022 Article On Off Gas Use in SMRДокумент5 страницAir Liquide 2022 Article On Off Gas Use in SMRKokil JainОценок пока нет
- If Youre Burning H 2Документ18 страницIf Youre Burning H 2ChristianGuerreroОценок пока нет
- Hydrogen Technology An OverviewДокумент7 страницHydrogen Technology An Overviewlili_eqОценок пока нет
- Making The Most of Methane Reforming: NewsfrontДокумент6 страницMaking The Most of Methane Reforming: NewsfrontHasbi Fatih AzizyОценок пока нет
- Hydrogen Carriers For Bulk Storage and Transport of Hydrogen - 2018Документ33 страницыHydrogen Carriers For Bulk Storage and Transport of Hydrogen - 2018Liu YangtzeОценок пока нет
- Preliminary Design of The Green Diesel Production Process by Hydrotreatment of Vegetable OilsДокумент15 страницPreliminary Design of The Green Diesel Production Process by Hydrotreatment of Vegetable OilsNina KonitatОценок пока нет
- Preliminary Design of The Green Diesel Production Process by Hydrotreatment of Vegetable Oils PDFДокумент15 страницPreliminary Design of The Green Diesel Production Process by Hydrotreatment of Vegetable Oils PDFNina KonitatОценок пока нет
- Npra Paper FinalДокумент10 страницNpra Paper FinalМихаил ПолковниковОценок пока нет
- 1 s2.0 S0196890422012365 MainДокумент12 страниц1 s2.0 S0196890422012365 MainGenta Huda FauzanОценок пока нет
- Recovery Enhancement of Liquid HydrocarbДокумент9 страницRecovery Enhancement of Liquid Hydrocarbsarkmank1Оценок пока нет
- Aeroderivative Gas Turbines For LNG Liquefaction PlantsДокумент19 страницAeroderivative Gas Turbines For LNG Liquefaction PlantsAnibal Rios100% (2)
- 2018 March Advances in Residue HydrocrackingДокумент12 страниц2018 March Advances in Residue HydrocrackingnehaОценок пока нет
- Techno Economic Analysis of Methanol Synthesis From Syngas Derived From Steam Reforming of Crude GlycerolДокумент18 страницTechno Economic Analysis of Methanol Synthesis From Syngas Derived From Steam Reforming of Crude GlycerolAditiya RamadhanОценок пока нет
- Integration of Gasification With Thermal Residue Conversion in RefineriesДокумент15 страницIntegration of Gasification With Thermal Residue Conversion in Refineriesrameshkarthik810Оценок пока нет
- $RF1EYBQДокумент15 страниц$RF1EYBQLindsey BondОценок пока нет
- 1 s2.0 S030626191301012X MainДокумент9 страниц1 s2.0 S030626191301012X MainFares EhabОценок пока нет
- Nmrecworkshoponaltfuels VenkatДокумент28 страницNmrecworkshoponaltfuels VenkatEssam Eldin Metwally AhmedОценок пока нет
- The Role of Oxygen and Hydrogen in Refining - tcm17-416854Документ8 страницThe Role of Oxygen and Hydrogen in Refining - tcm17-416854alhag alhebirОценок пока нет
- Residue Upgrading: Challenges and Perspectives: New Hydrocracking Technology Efficiently 'Cracks' Heavy End Cuts For DistillatesДокумент5 страницResidue Upgrading: Challenges and Perspectives: New Hydrocracking Technology Efficiently 'Cracks' Heavy End Cuts For DistillatesVishal GoswamiОценок пока нет
- Conversion of Syngas To Diesel - Article Ptq-English PDFДокумент6 страницConversion of Syngas To Diesel - Article Ptq-English PDFjeedanОценок пока нет
- PGA04 GasTurbinesandHydrogenДокумент19 страницPGA04 GasTurbinesandHydrogenMahnoorОценок пока нет
- Proven Atr Technology For Modern Large Scale Methanol Plants Nitrogen Syngas Conference Feb 2014.ashx 0 PDFДокумент12 страницProven Atr Technology For Modern Large Scale Methanol Plants Nitrogen Syngas Conference Feb 2014.ashx 0 PDFAngeloОценок пока нет
- Taking Gas Turbine Hydrogen Blending To The Next LevelДокумент8 страницTaking Gas Turbine Hydrogen Blending To The Next LevelJeeEianYannОценок пока нет
- Hydrogen Generation For Modern Refineries 2009Документ7 страницHydrogen Generation For Modern Refineries 2009Raudah RahimiОценок пока нет
- GPSA Engineering Data Book - Chapter 16 - Hydrocarbon RecoveryДокумент34 страницыGPSA Engineering Data Book - Chapter 16 - Hydrocarbon RecoveryBensius JuntakОценок пока нет
- Evaluating Hydrogen Rich Fuel Gas FiringДокумент4 страницыEvaluating Hydrogen Rich Fuel Gas FiringVenkatesh Kumar RamanujamОценок пока нет
- Methanol Injection PDFДокумент2 страницыMethanol Injection PDFAhmed El batalОценок пока нет
- Full Length Article: SciencedirectДокумент20 страницFull Length Article: SciencedirectAngel FajmОценок пока нет
- Integration of Organic Rankine Open Cycles To Alkanes' Fractional Distillation - Process Design and Techno-Economic AssessmentДокумент17 страницIntegration of Organic Rankine Open Cycles To Alkanes' Fractional Distillation - Process Design and Techno-Economic AssessmentgabrielsantosintellimanОценок пока нет
- Fuel Processing Technology: Wenyuan Guo, Yanzeng Wu, Liang Dong, Caixia Chen, Fuchen WangДокумент6 страницFuel Processing Technology: Wenyuan Guo, Yanzeng Wu, Liang Dong, Caixia Chen, Fuchen Wangamerico molinaОценок пока нет
- EIL Fired Heater Article - PTQ Q1Документ4 страницыEIL Fired Heater Article - PTQ Q1aminwahiОценок пока нет
- Adding Value To Refining Processes Hydrogen Production Catalyst InnovationsДокумент15 страницAdding Value To Refining Processes Hydrogen Production Catalyst InnovationsLindsey BondОценок пока нет
- Xiang Zhou, Qingwang Yuan, Xiaolong Peng, Fanhua Zeng, Liehui ZhangДокумент12 страницXiang Zhou, Qingwang Yuan, Xiaolong Peng, Fanhua Zeng, Liehui Zhangfarisa emiliaОценок пока нет
- Mazzetti, Marit Jagtøyen Nekså, Petter Walnum, Harald Taxt - Energy-Efficiency Technologies For Reduction of Offshore CO2 emДокумент8 страницMazzetti, Marit Jagtøyen Nekså, Petter Walnum, Harald Taxt - Energy-Efficiency Technologies For Reduction of Offshore CO2 emthlim19078656Оценок пока нет
- Full Length Article: ArticleinfoДокумент10 страницFull Length Article: ArticleinfoArunОценок пока нет
- Hydrogen - Natural Gas Blends PDFДокумент8 страницHydrogen - Natural Gas Blends PDFLTE002Оценок пока нет
- Optimization of H Production in A Hydrogen Generation UnitДокумент6 страницOptimization of H Production in A Hydrogen Generation UnitDidit Andhika SubrataОценок пока нет
- D1 - T3 - Michael Goff - Black & VeatchДокумент30 страницD1 - T3 - Michael Goff - Black & VeatchSumant AggОценок пока нет
- Hydrocarbon Recovery: Section 16Документ26 страницHydrocarbon Recovery: Section 16sebas guzОценок пока нет
- New Methods For Bottom of The Barrel ProcessingДокумент8 страницNew Methods For Bottom of The Barrel ProcessingKannanGKОценок пока нет
- Pomr 2019 0059Документ7 страницPomr 2019 0059Danny CañasОценок пока нет
- Hydrogen PresentationДокумент26 страницHydrogen PresentationAshwani KumarОценок пока нет
- Air Products Pressure Swing Adsorption 2014Документ9 страницAir Products Pressure Swing Adsorption 2014Михаил ПолковниковОценок пока нет
- Verma 2017Документ14 страницVerma 2017Bernardo MacaraОценок пока нет
- 1 s2.0 S259017452200023X MainДокумент13 страниц1 s2.0 S259017452200023X Mainjolugoto1991Оценок пока нет
- Techno Analysis of Diesel PlantДокумент13 страницTechno Analysis of Diesel PlantBinti LukluilОценок пока нет
- Residue Fluid Catalytic CrackingДокумент4 страницыResidue Fluid Catalytic CrackingsaadОценок пока нет
- Renewable and Sustainable Energy Reviews: Venkateswarlu Chintala, K.A. SubramanianДокумент20 страницRenewable and Sustainable Energy Reviews: Venkateswarlu Chintala, K.A. SubramanianAymenОценок пока нет
- Technology Insights: H - C G T D DДокумент7 страницTechnology Insights: H - C G T D DKR PAОценок пока нет
- UK's Gasconsult ZR-LNG Liquefaction TechnologyДокумент5 страницUK's Gasconsult ZR-LNG Liquefaction TechnologyamirlngОценок пока нет
- Energy Conversion and Management: SciencedirectДокумент15 страницEnergy Conversion and Management: Sciencedirectgir_hpОценок пока нет
- Autothermal Reforming TechnologyДокумент13 страницAutothermal Reforming TechnologyPUBG LoversОценок пока нет
- Commented (KJM1) : 1 Chaudhuri, U. Fundamentals: of Petroleum and Petrochemical Engineering (PДокумент4 страницыCommented (KJM1) : 1 Chaudhuri, U. Fundamentals: of Petroleum and Petrochemical Engineering (PKlariza Jane MatiasОценок пока нет
- Performance and Exergy Analysis of Biomass-To-Fuel Plants Producing Methanol, Dimethylether or HydrogenДокумент10 страницPerformance and Exergy Analysis of Biomass-To-Fuel Plants Producing Methanol, Dimethylether or HydrogenYanan CamarazaОценок пока нет
- CO2 SMR White Paper - Shell Catalysts & TechnologiesДокумент12 страницCO2 SMR White Paper - Shell Catalysts & Technologiespierre-françois Le BouilleОценок пока нет
- 1 s2.0 S2352484721007290 MainДокумент21 страница1 s2.0 S2352484721007290 MainDavid SirovskyОценок пока нет
- 4-A Review of Combustion Processes in The Dual Fuel Engine-The Gas Diesel EngineДокумент9 страниц4-A Review of Combustion Processes in The Dual Fuel Engine-The Gas Diesel EngineNojus DekerisОценок пока нет
- Facts at Your Fingertips-201105-Pressure Measurement ConsiderationsДокумент1 страницаFacts at Your Fingertips-201105-Pressure Measurement Considerationsonizuka-t2263Оценок пока нет
- Facts at Your Fingertips-201102-Control Valve Position SensorsДокумент1 страницаFacts at Your Fingertips-201102-Control Valve Position Sensorsonizuka-t2263Оценок пока нет
- Facts at Your Fingertips-201101-Hansen Solubility Parameters (HSP)Документ1 страницаFacts at Your Fingertips-201101-Hansen Solubility Parameters (HSP)onizuka-t2263Оценок пока нет
- Facts at Your Fingertips-201104-Hopper Inserts For Improved Solids FlowДокумент1 страницаFacts at Your Fingertips-201104-Hopper Inserts For Improved Solids Flowonizuka-t2263Оценок пока нет
- Facts at Your Fingertips-201103-Infrared Temperature MeasurementДокумент1 страницаFacts at Your Fingertips-201103-Infrared Temperature Measurementonizuka-t2263Оценок пока нет
- Facts at Your Fingertips-201010-MSMPR Crystallization EquipmentДокумент1 страницаFacts at Your Fingertips-201010-MSMPR Crystallization Equipmentonizuka-t2263Оценок пока нет
- Facts at Your Fingertips-201011-Viscosity MeasurementДокумент1 страницаFacts at Your Fingertips-201011-Viscosity Measurementonizuka-t2263Оценок пока нет
- CHE Facts 0410Документ1 страницаCHE Facts 0410gwinnruОценок пока нет
- Facts at Your Fingertips-201009-Controlling Membrane FoulingДокумент1 страницаFacts at Your Fingertips-201009-Controlling Membrane Foulingonizuka-t2263Оценок пока нет
- Facts at Your Fingertips-201012-Project Design Decision-Making Option ListsДокумент1 страницаFacts at Your Fingertips-201012-Project Design Decision-Making Option Listsonizuka-t2263Оценок пока нет
- Facts at Your Fingertips-201006-Fluid MechanicsДокумент1 страницаFacts at Your Fingertips-201006-Fluid Mechanicsonizuka-t2263Оценок пока нет
- Facts at Your Fingertips-201007-Conservation Economics Carbon Pricing ImpactsДокумент1 страницаFacts at Your Fingertips-201007-Conservation Economics Carbon Pricing Impactsonizuka-t2263Оценок пока нет
- Facts at Your Fingertips-201008-Heat Transfer Fluids System FiltrationДокумент1 страницаFacts at Your Fingertips-201008-Heat Transfer Fluids System Filtrationonizuka-t2263Оценок пока нет
- Facts at Your Fingertips-201005-Burner Operating Characteristics PDFДокумент1 страницаFacts at Your Fingertips-201005-Burner Operating Characteristics PDFonizuka-t2263Оценок пока нет
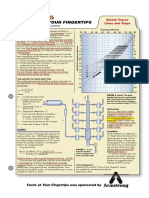
- Facts at Your Fingertips-201003-Steam Tracer Lines and Traps PDFДокумент1 страницаFacts at Your Fingertips-201003-Steam Tracer Lines and Traps PDFonizuka-t2263Оценок пока нет
- Facts at Your Fingertips-201001-Low-Pressure MeasurementДокумент1 страницаFacts at Your Fingertips-201001-Low-Pressure Measurementonizuka-t2263Оценок пока нет
- Facts at Your Fingertips-201001-Low-Pressure MeasurementДокумент1 страницаFacts at Your Fingertips-201001-Low-Pressure Measurementonizuka-t2263Оценок пока нет
- CHE Facts 0410Документ1 страницаCHE Facts 0410gwinnruОценок пока нет
- Facts at Your Fingertips-201002-Positive Displacement PumpsДокумент1 страницаFacts at Your Fingertips-201002-Positive Displacement Pumpsonizuka-t2263Оценок пока нет
- Facts at Your Fingertips-201005-Burner Operating Characteristics PDFДокумент1 страницаFacts at Your Fingertips-201005-Burner Operating Characteristics PDFonizuka-t2263Оценок пока нет
- Facts at Your Fingertips-201002-Positive Displacement PumpsДокумент1 страницаFacts at Your Fingertips-201002-Positive Displacement Pumpsonizuka-t2263Оценок пока нет
- Facts at Your Fingertips-201003-Steam Tracer Lines and Traps PDFДокумент1 страницаFacts at Your Fingertips-201003-Steam Tracer Lines and Traps PDFonizuka-t2263Оценок пока нет
- Facts at Your Fingertips-200909-Heat Transfer System Design IIДокумент1 страницаFacts at Your Fingertips-200909-Heat Transfer System Design IIonizuka-t2263Оценок пока нет
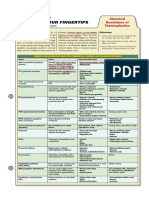
- Facts at Your Fingertips-200910-Chemical Resistance of ThermoplasticsДокумент1 страницаFacts at Your Fingertips-200910-Chemical Resistance of Thermoplasticsonizuka-t2263Оценок пока нет
- Above and Underground Storage Tanks PDFДокумент1 страницаAbove and Underground Storage Tanks PDFrasik.kiraneОценок пока нет
- Facts at Your Fingertips-200912-Creating Installed Gain GraphsДокумент1 страницаFacts at Your Fingertips-200912-Creating Installed Gain Graphsonizuka-t2263Оценок пока нет
- Facts at Your Fingertips-200906-Specialty MetalsДокумент1 страницаFacts at Your Fingertips-200906-Specialty Metalsonizuka-t2263Оценок пока нет
- Facts at Your Fingertips-200907-Flowmeter SelectionДокумент2 страницыFacts at Your Fingertips-200907-Flowmeter Selectiononizuka-t2263Оценок пока нет
- Adsorption PDFДокумент1 страницаAdsorption PDFrasik.kiraneОценок пока нет
- Facts at Your Fingertips-200905-Choosing A Control SystemДокумент1 страницаFacts at Your Fingertips-200905-Choosing A Control Systemonizuka-t2263Оценок пока нет
- FS - Technical AspectДокумент9 страницFS - Technical AspectandengОценок пока нет
- 21 Time Guide Old Generation 2012 07 09 - GBДокумент336 страниц21 Time Guide Old Generation 2012 07 09 - GBRezha0% (1)
- Bvsde Paho Toilets CompostДокумент10 страницBvsde Paho Toilets CompostSean ColonОценок пока нет
- Gas Piping System Layout: Isometric DiagramДокумент1 страницаGas Piping System Layout: Isometric DiagramJEZREEL MENDOZAОценок пока нет
- 5.1 Sumatane HSДокумент4 страницы5.1 Sumatane HSjnu6mnju6njОценок пока нет
- PFI HFB High Flow Pleated Bag Filter CartridgeДокумент2 страницыPFI HFB High Flow Pleated Bag Filter Cartridgebennypartono407Оценок пока нет
- Removal of Gaseous Chlorine From Cylinders and Ton ContainersДокумент4 страницыRemoval of Gaseous Chlorine From Cylinders and Ton Containersmailmaverick8167Оценок пока нет
- Valvula Asiento Inclinado Buschjost 84510Документ2 страницыValvula Asiento Inclinado Buschjost 84510Base SistemasОценок пока нет
- Rules of ThumbДокумент35 страницRules of ThumbIbrahim Al-HammadiОценок пока нет
- Heat Transfer. Heat Loss From A Pipe in An Indoor LocationДокумент29 страницHeat Transfer. Heat Loss From A Pipe in An Indoor Locationpsn_kylmОценок пока нет
- Nano LithographyДокумент14 страницNano LithographyMohammad RameezОценок пока нет
- Week 10 02411940000179 D Muhammad Ardhan AnshariДокумент5 страницWeek 10 02411940000179 D Muhammad Ardhan AnsharianshariОценок пока нет
- Manhole Cover CatalogueДокумент49 страницManhole Cover CatalogueShamshidОценок пока нет
- Oi-Andritz Centrifugal Pumps Portfolio enДокумент8 страницOi-Andritz Centrifugal Pumps Portfolio enRangwane MallexОценок пока нет
- Site Cast Tilt Up Concrete Version 18 1Документ4 страницыSite Cast Tilt Up Concrete Version 18 1Prakash RajОценок пока нет
- Laminar Vertical Cabinet: Basic CharacteristicsДокумент2 страницыLaminar Vertical Cabinet: Basic CharacteristicsBoris KozjanОценок пока нет
- NortonCatalog PortableBeltsДокумент2 страницыNortonCatalog PortableBeltsherysyam1980Оценок пока нет
- รายการคำนวณถังน้ำมันกลมIKEA PDFДокумент3 страницыรายการคำนวณถังน้ำมันกลมIKEA PDFGooddayBybs0% (1)
- (CAB 381 0.5) PDFДокумент2 страницы(CAB 381 0.5) PDFمحمد مقلدОценок пока нет
- Cat ArielДокумент107 страницCat Arieljorge velasquezОценок пока нет
- Api and British Standard Trim DesignationsДокумент1 страницаApi and British Standard Trim DesignationsPOTDARОценок пока нет
- Manual Masina Spalat Rufe Incarcare Verticala WhirlpoolДокумент2 страницыManual Masina Spalat Rufe Incarcare Verticala WhirlpoolReviewuri100% (1)
- BODOR User Manual of Fiber Metal Cutting MachineДокумент50 страницBODOR User Manual of Fiber Metal Cutting Machinesebastian carreño100% (2)
- Nano Material Volumes Applications Holman Lux ResearchДокумент29 страницNano Material Volumes Applications Holman Lux Researchlili_puma100% (2)
- CBLM Rmo Core 5Документ26 страницCBLM Rmo Core 5Valcy Madz100% (1)
- Recommendations Annexure 2Документ13 страницRecommendations Annexure 2Structform ConsultantОценок пока нет
- Types of Cranes ComparisonДокумент7 страницTypes of Cranes ComparisonneoОценок пока нет
- Rising Type Sluice Valve With Hand Wheel Operated: Upto 150Mm SizeДокумент1 страницаRising Type Sluice Valve With Hand Wheel Operated: Upto 150Mm SizeTanmoy DuttaОценок пока нет
- Chapter 6 - Pipeline Pigs PDFДокумент25 страницChapter 6 - Pipeline Pigs PDFObionochie Onyinye PatrickОценок пока нет
- Pocket Guide to Flanges, Fittings, and Piping DataОт EverandPocket Guide to Flanges, Fittings, and Piping DataРейтинг: 3.5 из 5 звезд3.5/5 (22)
- Practical Reservoir Engineering and CharacterizationОт EverandPractical Reservoir Engineering and CharacterizationРейтинг: 4.5 из 5 звезд4.5/5 (3)
- Well Control for Completions and InterventionsОт EverandWell Control for Completions and InterventionsРейтинг: 4 из 5 звезд4/5 (10)
- Heavy and Extra-heavy Oil Upgrading TechnologiesОт EverandHeavy and Extra-heavy Oil Upgrading TechnologiesРейтинг: 4 из 5 звезд4/5 (2)
- Well Testing Project Management: Onshore and Offshore OperationsОт EverandWell Testing Project Management: Onshore and Offshore OperationsОценок пока нет
- Machine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsОт EverandMachine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsРейтинг: 4 из 5 звезд4/5 (4)
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesОт EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesОценок пока нет
- Gas and Oil Reliability Engineering: Modeling and AnalysisОт EverandGas and Oil Reliability Engineering: Modeling and AnalysisРейтинг: 4.5 из 5 звезд4.5/5 (6)
- Advanced Biomass Gasification: New Concepts for Efficiency Increase and Product FlexibilityОт EverandAdvanced Biomass Gasification: New Concepts for Efficiency Increase and Product FlexibilityРейтинг: 3 из 5 звезд3/5 (2)
- Advanced Production Decline Analysis and ApplicationОт EverandAdvanced Production Decline Analysis and ApplicationРейтинг: 3.5 из 5 звезд3.5/5 (4)
- Essentials of Coating, Painting, and Lining for the Oil, Gas and Petrochemical IndustriesОт EverandEssentials of Coating, Painting, and Lining for the Oil, Gas and Petrochemical IndustriesРейтинг: 5 из 5 звезд5/5 (5)
- A Practical Guide to Piping and Valves for the Oil and Gas IndustryОт EverandA Practical Guide to Piping and Valves for the Oil and Gas IndustryРейтинг: 5 из 5 звезд5/5 (3)
- Asset Integrity Management for Offshore and Onshore StructuresОт EverandAsset Integrity Management for Offshore and Onshore StructuresОценок пока нет
- Heat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsОт EverandHeat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsРейтинг: 4 из 5 звезд4/5 (6)
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideОт EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideРейтинг: 2 из 5 звезд2/5 (1)
- Petroleum Production Engineering, A Computer-Assisted ApproachОт EverandPetroleum Production Engineering, A Computer-Assisted ApproachРейтинг: 4.5 из 5 звезд4.5/5 (11)