Вам также может понравиться
- Ibg EddyvisorДокумент16 страницIbg EddyvisorKapil SharmaОценок пока нет
- MT SS First Choice For SpecialistsДокумент3 страницыMT SS First Choice For Specialistsstanalina00Оценок пока нет
- Digital Fabrication of Monolithic Zirconia CrownsДокумент47 страницDigital Fabrication of Monolithic Zirconia CrownsGhada YaakoubОценок пока нет
- FW - 1 2 3uДокумент16 страницFW - 1 2 3uRonaldo BrilleОценок пока нет
- 5 Axis CNC Plasma Weld Prep MachineДокумент6 страниц5 Axis CNC Plasma Weld Prep MachineWagner MenezesОценок пока нет
- 1526 Wenzel 3D Low ResДокумент1 страница1526 Wenzel 3D Low ResSARDAR HUSSAIN SОценок пока нет
- Processing Center: Optimat ABD 100Документ2 страницыProcessing Center: Optimat ABD 100coralonsoОценок пока нет
- Measure and Inspect for Automotive ProductionДокумент1 страницаMeasure and Inspect for Automotive ProductionAlbertoОценок пока нет
- General Information of Eye Bolt PDFДокумент7 страницGeneral Information of Eye Bolt PDFkdalavadi3905Оценок пока нет
- Mentor 245086489Документ5 страницMentor 245086489Paris KokОценок пока нет
- 27 - Hofmann - Slew Bearings Brochure - A4Документ2 страницы27 - Hofmann - Slew Bearings Brochure - A4Jorge VillalobosОценок пока нет
- Brochure SonicSnifferДокумент2 страницыBrochure SonicSnifferKarel NegrínОценок пока нет
- Pliant Andura Laser Eng WebДокумент4 страницыPliant Andura Laser Eng Webion marianОценок пока нет
- Alpine E200ls enДокумент20 страницAlpine E200ls ensanaОценок пока нет
- HPRXD Plasma Cutter Performance from ART CNCДокумент6 страницHPRXD Plasma Cutter Performance from ART CNCWagner MenezesОценок пока нет
- TechSheet - FaroArm Platinum2010.03.19Документ2 страницыTechSheet - FaroArm Platinum2010.03.19MAHESH BELEОценок пока нет
- 3d Dial TesterДокумент9 страниц3d Dial TesterRAJIV GandhiОценок пока нет
- Core Drilling Saw Cutting Concrete or Asphalt (Wet Method)Документ2 страницыCore Drilling Saw Cutting Concrete or Asphalt (Wet Method)rajesh kumar100% (2)
- Kaizen Report: Emirates Aluminium Carbon Lab & Port Instrument MaintenanceДокумент2 страницыKaizen Report: Emirates Aluminium Carbon Lab & Port Instrument MaintenanceArmando PalmaОценок пока нет
- ClampOn Subsea Particle MonitorДокумент2 страницыClampOn Subsea Particle MonitorIswanto PurnomoОценок пока нет
- Actividad de DurezaДокумент7 страницActividad de DurezaMartin Fibela EsparzaОценок пока нет
- Solar 2010 KUKA RoboBondДокумент4 страницыSolar 2010 KUKA RoboBondPedro Tapia JimenezОценок пока нет
- Advanced Paper Cutting Machine Using ARM7: SenseДокумент3 страницыAdvanced Paper Cutting Machine Using ARM7: SensechotichanduОценок пока нет
- Process, Plant and Equipment UP-TIME: Process Control Talk Radar Level DetectorsДокумент4 страницыProcess, Plant and Equipment UP-TIME: Process Control Talk Radar Level DetectorsPoppy Fairley100% (1)
- TurretPunches PDFДокумент9 страницTurretPunches PDFDamir F RastoderОценок пока нет
- The 4 Generation of Valmet Microwave Consistency MeasurementДокумент16 страницThe 4 Generation of Valmet Microwave Consistency MeasurementnotengofffОценок пока нет
- K&S Thin Die Technology-2012Документ27 страницK&S Thin Die Technology-2012DanОценок пока нет
- Rubber MDR One 1Документ14 страницRubber MDR One 1praveen karunanithiОценок пока нет
- Mastering TolerancesДокумент24 страницыMastering Tolerancesscribd1-22Оценок пока нет
- Belt / Disc SanderДокумент2 страницыBelt / Disc SanderKrish KrishnaОценок пока нет
- Machine Tools-2011 PDFДокумент28 страницMachine Tools-2011 PDFRustaiderОценок пока нет
- Manual Medicion Tren de RodajeДокумент140 страницManual Medicion Tren de RodajeCarlos Enrique De La Rosa ZambranoОценок пока нет
- Serial No.: Part No. 1 1 9625-001 'A Trademark Ol The Singer Company Printed in TaiwanДокумент36 страницSerial No.: Part No. 1 1 9625-001 'A Trademark Ol The Singer Company Printed in TaiwanPhilippe De andradeОценок пока нет
- Applications/Processing Guide: How To Use This Section The Resistive ElementДокумент8 страницApplications/Processing Guide: How To Use This Section The Resistive ElementCarlosAgustoPinedaSanchezОценок пока нет
- 2018 06 17 - LEGEA53din2003 Codul - MunciiДокумент1 686 страниц2018 06 17 - LEGEA53din2003 Codul - MunciiIonut Angheluta100% (2)
- Maximizing Trimmer PerformanceДокумент8 страницMaximizing Trimmer PerformanceNiyamathullahОценок пока нет
- Bench Lathe: Operation ManualДокумент14 страницBench Lathe: Operation ManualEdson Gordiano100% (1)
- 16 (Conference Paper) Paper-Cochin-vinay - 1Документ4 страницы16 (Conference Paper) Paper-Cochin-vinay - 1vinayОценок пока нет
- T B S G I M: IE AR Train AGE Nstruction AnualДокумент22 страницыT B S G I M: IE AR Train AGE Nstruction AnualSelvamОценок пока нет
- T B S G I M: IE AR Train AGE Nstruction AnualДокумент22 страницыT B S G I M: IE AR Train AGE Nstruction AnualJansirani SelvamОценок пока нет
- Nano Print1Документ4 страницыNano Print1Kesharkala PckgingОценок пока нет
- N5808N0302 - Bs - Cat Akron 1400 - Ott21 - ENG - LRДокумент32 страницыN5808N0302 - Bs - Cat Akron 1400 - Ott21 - ENG - LRSamer Mahmoud AhmedОценок пока нет
- ILaser English 2019new (HQ) - CompressedДокумент16 страницILaser English 2019new (HQ) - CompressedWAREN COLOMBIA SAS MVD MAKINAОценок пока нет
- The Shot Peening Operator's Checklist: Part One of Two-Part SeriesДокумент2 страницыThe Shot Peening Operator's Checklist: Part One of Two-Part SeriessyafiqОценок пока нет
- Contango-Rotating ServiceДокумент3 страницыContango-Rotating Servicecontango O&GОценок пока нет
- Project CNC Par1Документ11 страницProject CNC Par1Gaurav JogiОценок пока нет
- Sunnen Honing Techniques: Above and Beyond HoningДокумент8 страницSunnen Honing Techniques: Above and Beyond HoningHenry OlguinОценок пока нет
- Iveco - Stralis As 4 - 5 - Repair Manual PDFДокумент1 614 страницIveco - Stralis As 4 - 5 - Repair Manual PDFAnem100% (7)
- Tool inspection and measuring technology for maximum performanceДокумент10 страницTool inspection and measuring technology for maximum performanceAnil KumarОценок пока нет
- Preset For ProductionДокумент3 страницыPreset For ProductionreynancsОценок пока нет
- Non Destructive Inspection Data R - NDTДокумент2 страницыNon Destructive Inspection Data R - NDTCesar MezaОценок пока нет
- QuintSonic 7 E Okt 7Документ2 страницыQuintSonic 7 E Okt 7Sivasankar JeyabaskaranОценок пока нет
- 09 Iris1Документ5 страниц09 Iris1AndiosoОценок пока нет
- Roto PeenДокумент12 страницRoto Peenronbytom ronbytomОценок пока нет
- SPECIFICATIONS AND OPERATION OF A MOTORIZED BROACHING MACHINEДокумент2 страницыSPECIFICATIONS AND OPERATION OF A MOTORIZED BROACHING MACHINEpoongodiskОценок пока нет
- TRUMPF TruPrint1000 Flyer EN 1 1Документ4 страницыTRUMPF TruPrint1000 Flyer EN 1 1axisd47Оценок пока нет
- F2be0685a F3ae0687a B CДокумент552 страницыF2be0685a F3ae0687a B Cjvega_534120100% (1)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisОт EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisРейтинг: 4 из 5 звезд4/5 (2)
- 3D Printer Troubleshooting Handbook: The Ultimate Guide To Fix all Common and Uncommon FDM 3D Printing Issues!От Everand3D Printer Troubleshooting Handbook: The Ultimate Guide To Fix all Common and Uncommon FDM 3D Printing Issues!Оценок пока нет
- CNC Machining Certification Exam Guide: Setup, Operation, and ProgrammingОт EverandCNC Machining Certification Exam Guide: Setup, Operation, and ProgrammingОценок пока нет
- Bangalore - Mr. DennisДокумент5 страницBangalore - Mr. DennisSridharan VenkatОценок пока нет
- Bangalore - Mr. DennisДокумент5 страницBangalore - Mr. DennisSridharan VenkatОценок пока нет
- Invoice: Invoice Number Invoice DateДокумент3 страницыInvoice: Invoice Number Invoice DateSridharan VenkatОценок пока нет
- Tamil Nadu e-Challan receiptДокумент1 страницаTamil Nadu e-Challan receiptSridharan VenkatОценок пока нет
- 1.history of Life Insurance - 1436523127Документ8 страниц1.history of Life Insurance - 1436523127vishwakarmardОценок пока нет
- DownloadДокумент9 страницDownloadSridharan VenkatОценок пока нет
- Application Form For Community CertificateДокумент1 страницаApplication Form For Community CertificateN Rakesh100% (1)
- AICL1349 Mr. A Vimalraj S/O Annamalai S No 95, Gummudipundi Taluk THIRUVALLUR - 601 206 "Intellectual Property and ConfidentialityДокумент1 страницаAICL1349 Mr. A Vimalraj S/O Annamalai S No 95, Gummudipundi Taluk THIRUVALLUR - 601 206 "Intellectual Property and ConfidentialitySridharan VenkatОценок пока нет
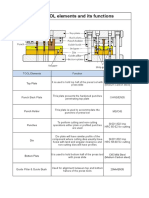
- Tool PartsДокумент2 страницыTool PartsSridharan VenkatОценок пока нет
- AdfДокумент1 страницаAdfSridharan VenkatОценок пока нет
- Automotive Coaches and Components LTDДокумент2 страницыAutomotive Coaches and Components LTDSridharan VenkatОценок пока нет
- Aaranibill 1 JuneДокумент1 страницаAaranibill 1 JuneSridharan VenkatОценок пока нет
- பட்டா மாற்றத்திற்கான விண்ணப்படிவம்Документ3 страницыபட்டா மாற்றத்திற்கான விண்ணப்படிவம்Bakrudeen Ali AhamedОценок пока нет
- RT Asmeb31.3 Withoutsecure PDFДокумент4 страницыRT Asmeb31.3 Withoutsecure PDFkishorekumar.animuОценок пока нет
- Five WhysДокумент13 страницFive WhysmammutbalajiОценок пока нет
- Form 60Документ2 страницыForm 60Rohit JainОценок пока нет
- Acer Aspire 3 A315-41: Model HP 15q-dy0004AU Acer Aspire 3 A315-53 Lenovo Ideapad S145 Price Acer Aspire 3 A315-33Документ4 страницыAcer Aspire 3 A315-41: Model HP 15q-dy0004AU Acer Aspire 3 A315-53 Lenovo Ideapad S145 Price Acer Aspire 3 A315-33Sridharan VenkatОценок пока нет
- Wholesale Dealer Price Selling To Retail Shop OwnerДокумент3 страницыWholesale Dealer Price Selling To Retail Shop OwnerSridharan VenkatОценок пока нет
- Fir Issue of Duplicate Cheque in Lieu of Lost or Misplaced Cheque / Individual DepositДокумент5 страницFir Issue of Duplicate Cheque in Lieu of Lost or Misplaced Cheque / Individual DepositSridharan VenkatОценок пока нет
- Defect Identification in CNC Manufactured Products and Their Control MeasureДокумент7 страницDefect Identification in CNC Manufactured Products and Their Control MeasureSridharan VenkatОценок пока нет
- Automotive Coaches and Components LTDДокумент2 страницыAutomotive Coaches and Components LTDSridharan VenkatОценок пока нет
- DealersДокумент2 страницыDealersSridharan Venkat100% (1)
- Prevent Sheet Metal Burr Formation with Proper Tooling and Process ControlsДокумент5 страницPrevent Sheet Metal Burr Formation with Proper Tooling and Process ControlsMajad RazakОценок пока нет
- Is-Src-0002 Supplier Quality RequirementsДокумент27 страницIs-Src-0002 Supplier Quality RequirementsSridharan VenkatОценок пока нет
- Customer Specification Rport 12 FCДокумент12 страницCustomer Specification Rport 12 FCSridharan VenkatОценок пока нет
- Sheet Metal Probelm BendingДокумент3 страницыSheet Metal Probelm BendingSridharan VenkatОценок пока нет
- FGGДокумент12 страницFGGSridharan VenkatОценок пока нет
- Form 21 PDFДокумент1 страницаForm 21 PDFSridharan VenkatОценок пока нет
- Paint Consumption Records and DetailsДокумент7 страницPaint Consumption Records and DetailsSridharan VenkatОценок пока нет
- Customer Specific Requirements Check SheetДокумент1 страницаCustomer Specific Requirements Check SheetSridharan VenkatОценок пока нет
- Nbims-Us Factsheet 2015Документ2 страницыNbims-Us Factsheet 2015Leonardo AguileraОценок пока нет
- Cbre 18-01-2020Документ2 страницыCbre 18-01-2020Saravana MОценок пока нет
- Isolated footing design example step-by-step guideДокумент6 страницIsolated footing design example step-by-step guidetopukuet100% (1)
- Assignment Shaft DesignДокумент4 страницыAssignment Shaft DesignHasham Mehmood100% (1)
- Watt HR MeterДокумент1 страницаWatt HR MeterkrishnaeieОценок пока нет
- Concrete Quality Control Planning According To UNI EN 13670Документ10 страницConcrete Quality Control Planning According To UNI EN 13670Querubin R Yolando Jr.Оценок пока нет
- AEC Design Review and Technology PDFДокумент7 страницAEC Design Review and Technology PDFalberto5791Оценок пока нет
- Senior Process Engineer - PT Pasadena Engineering IndonesiaДокумент1 страницаSenior Process Engineer - PT Pasadena Engineering IndonesiaindrabudhiОценок пока нет
- Dynamics and Control of Ac DrivesДокумент4 страницыDynamics and Control of Ac DrivesRitesh Kumar MohantyОценок пока нет
- MRF100201 De2Документ110 страницMRF100201 De2Petros TsenesОценок пока нет
- Chapter 13 - Acquiring Information Systems and ApplicationsДокумент52 страницыChapter 13 - Acquiring Information Systems and Applicationswoo winnieОценок пока нет
- Dry Cladding AdvantagesДокумент3 страницыDry Cladding AdvantagesbandhuarushiОценок пока нет
- Pin-Fuse Joint FinalДокумент10 страницPin-Fuse Joint FinalShubham BeraОценок пока нет
- Zoho Employee ListДокумент28 страницZoho Employee ListFelipe CamposОценок пока нет
- MR - Sanket Sanjay Pawar N8668194: ObjectiveДокумент3 страницыMR - Sanket Sanjay Pawar N8668194: ObjectiveSanket PawarОценок пока нет
- BrochureДокумент15 страницBrochurePushparaj AlphonseОценок пока нет
- 2019 CE6420 GI Soil ConfinementДокумент28 страниц2019 CE6420 GI Soil ConfinementJayashree ArumugamОценок пока нет
- Design Continuous Concrete Beams with ASDIP CONCRETEДокумент3 страницыDesign Continuous Concrete Beams with ASDIP CONCRETERomani Noel S. Chavez Jr.Оценок пока нет
- Process Technology OrganizationДокумент4 страницыProcess Technology OrganizationCivil FriendОценок пока нет
- BDU-BIT-Electromechanical Engineering Curriculum (Regular Program)Документ187 страницBDU-BIT-Electromechanical Engineering Curriculum (Regular Program)beselamu75% (4)
- DNCB EnusДокумент21 страницаDNCB EnusAngelMartinez1992Оценок пока нет
- Nuova Rade EN PDFДокумент100 страницNuova Rade EN PDFyogyamadОценок пока нет
- Rajalakshmi Institutions - Eligible Database For Citrisys Solutions - 2015 BatchДокумент12 страницRajalakshmi Institutions - Eligible Database For Citrisys Solutions - 2015 BatchRoger WilsonОценок пока нет
- Mandatory Rule of Thumb for Reinforced Concrete Framed Buildings without Masonry InfillДокумент35 страницMandatory Rule of Thumb for Reinforced Concrete Framed Buildings without Masonry InfillSanZib PandeyОценок пока нет
- Structural Design of Swimming PoolДокумент10 страницStructural Design of Swimming PoolNidar ShresthaОценок пока нет
- Schaltflex 2008-07-08 (E)Документ3 страницыSchaltflex 2008-07-08 (E)Vlado PetkovskiОценок пока нет
- c108 - WWW - Matlabi.ir - DC Motor Position Control Using State Space TechniqueДокумент6 страницc108 - WWW - Matlabi.ir - DC Motor Position Control Using State Space TechniqueMuhammad Ahsan AyubОценок пока нет
- Retaining Wall Types, Processes and Excavation MethodsДокумент7 страницRetaining Wall Types, Processes and Excavation Methodsian100% (1)
- Vancouver Convention CentreДокумент3 страницыVancouver Convention CentreNabeel AhmedОценок пока нет
- s7 Ec8-Lisbon A PeckerДокумент58 страницs7 Ec8-Lisbon A PeckerjosifОценок пока нет