Вам также может понравиться
- Small Dynamos and How to Make Them - Practical Instruction on Building a Variety of Machines Including Electric MotorsОт EverandSmall Dynamos and How to Make Them - Practical Instruction on Building a Variety of Machines Including Electric MotorsОценок пока нет
- Welder ArcДокумент6 страницWelder ArcIgnatious ChinjodziОценок пока нет
- Home-made Toy Motors: A practical handbook giving detailed instructions for building simple but operative electric motorsОт EverandHome-made Toy Motors: A practical handbook giving detailed instructions for building simple but operative electric motorsОценок пока нет
- Welding: Training Partner-Chameli Devi Group of Institutions, Indore QP Name-Welding Technician Lavel-4Документ14 страницWelding: Training Partner-Chameli Devi Group of Institutions, Indore QP Name-Welding Technician Lavel-4Bouzaida MaherОценок пока нет
- JJ104 Workshop Technology CHAPTER9 Arc WeldingДокумент14 страницJJ104 Workshop Technology CHAPTER9 Arc WeldingAh Tiang50% (4)
- Welding Shop Lab ManualДокумент13 страницWelding Shop Lab Manualcijiv82077Оценок пока нет
- FMP 221 Lecture 10 and 11Документ44 страницыFMP 221 Lecture 10 and 11SarojKumarSinghОценок пока нет
- Welding: Edge PreparationsДокумент8 страницWelding: Edge PreparationsManibhusanОценок пока нет
- WELDINGДокумент8 страницWELDINGManibhusan MohapatroОценок пока нет
- Welding ProcessДокумент81 страницаWelding ProcessTsegayОценок пока нет
- Welding: IntrdutionДокумент10 страницWelding: IntrdutionJoseph George KonnullyОценок пока нет
- MANUAL METAL ARC (MMA) “STICK” WELDING: AN INTRODUCTIONДокумент11 страницMANUAL METAL ARC (MMA) “STICK” WELDING: AN INTRODUCTIONnamkvalОценок пока нет
- Classification of Welding ProcessesДокумент23 страницыClassification of Welding ProcessesZakyОценок пока нет
- Arc WeldingДокумент73 страницыArc WeldingAzaad MaverickОценок пока нет
- Ddugky Welding Lab ManualДокумент15 страницDdugky Welding Lab ManualprakashОценок пока нет
- Amta5 6 Applying Shielded Metal Arc Welding Smaw TechniquesДокумент132 страницыAmta5 6 Applying Shielded Metal Arc Welding Smaw TechniquesSaurav Kumaar GuptaОценок пока нет
- Dry Type Arc Welding MachineДокумент11 страницDry Type Arc Welding MachineIsaac Honny Jnr100% (1)
- Welding DictionaryДокумент19 страницWelding DictionarydrexОценок пока нет
- SmawДокумент15 страницSmawchella_pandianОценок пока нет
- Shield Metal Arc WeldingДокумент4 страницыShield Metal Arc Weldingகோகுல் இராОценок пока нет
- Smaw and Tig WeldingДокумент46 страницSmaw and Tig WeldingRajesh Kumar Ravi100% (1)
- Design and Construction of An Electric Arc Welding Machine's TransformerДокумент6 страницDesign and Construction of An Electric Arc Welding Machine's TransformerEditor IJTSRDОценок пока нет
- Arc Welding AbstractДокумент5 страницArc Welding AbstractotuozegarbaОценок пока нет
- SMAW Welding Section 8 Unit 26Документ45 страницSMAW Welding Section 8 Unit 26Ari WidyantoОценок пока нет
- Arc Welding-1Документ14 страницArc Welding-1m9966822Оценок пока нет
- Heavy Assembly ShopДокумент8 страницHeavy Assembly ShoprampdwnОценок пока нет
- 5.arc WeldДокумент40 страниц5.arc Weldalinader20022Оценок пока нет
- Welding ShopДокумент4 страницыWelding ShopAmarjeet Singh (Assistant Professor- Mechanical Engineer)Оценок пока нет
- Shielded Metal Arc WeldingДокумент7 страницShielded Metal Arc WeldingSiraj JunaidОценок пока нет
- Design and Construction of an Electric Arc Welding Machine's TransformerДокумент7 страницDesign and Construction of an Electric Arc Welding Machine's Transformermichael gorgeОценок пока нет
- Arc N Gas ReportДокумент25 страницArc N Gas ReportAnahAlhabshiОценок пока нет
- Arc WeldingДокумент13 страницArc Weldingsc007s2003sayanОценок пока нет
- Chapter 2 Arc WeldingДокумент39 страницChapter 2 Arc WeldingAbie RexoMenОценок пока нет
- DOC-20230919-WA0000Документ10 страницDOC-20230919-WA0000rahulk508257Оценок пока нет
- Welding Shop Manual 27112020Документ12 страницWelding Shop Manual 27112020Jeevan MandalaОценок пока нет
- Report Arc WeldingДокумент3 страницыReport Arc WeldingShahrul AimanОценок пока нет
- Shielded Metal Arc Welding Manual Metal Arc Welding Stick WeldingДокумент50 страницShielded Metal Arc Welding Manual Metal Arc Welding Stick WeldingRafli RamadhaniОценок пока нет
- 2 WeldingДокумент24 страницы2 WeldingpriyanshuvraoОценок пока нет
- Arc Welding ReportДокумент6 страницArc Welding ReportYe Chonn100% (6)
- 1 - MMAW Process - PPT (Compatibility Mode)Документ44 страницы1 - MMAW Process - PPT (Compatibility Mode)Kumawat Prakash100% (1)
- Shielded Metal Arc Welding (SMAW)Документ19 страницShielded Metal Arc Welding (SMAW)kristian100% (1)
- Performance and Analysis of Weld Joint by Using Two Dissimilar Electrodes E6010 and E7018Документ5 страницPerformance and Analysis of Weld Joint by Using Two Dissimilar Electrodes E6010 and E7018Editor IJTSRDОценок пока нет
- 3RD QTR Exam Grade 11-PearlДокумент4 страницы3RD QTR Exam Grade 11-PearlemmabentonioОценок пока нет
- Types of Welding ElectrodesДокумент34 страницыTypes of Welding ElectrodesAileen May Caminero SumampaoОценок пока нет
- Welding Electrodes Brief History, Types, Parts, Codes, Machines Used, Manufacturing Process, Maintenance and Manufacturing Safety TipsДокумент9 страницWelding Electrodes Brief History, Types, Parts, Codes, Machines Used, Manufacturing Process, Maintenance and Manufacturing Safety TipsJhun Rey N SagunОценок пока нет
- Lec 7Документ28 страницLec 7Omar AssalОценок пока нет
- 2.2 Shielded Metal Arc WeldingДокумент4 страницы2.2 Shielded Metal Arc WeldingMat SerabaiОценок пока нет
- Electric Welding Processes GuideДокумент32 страницыElectric Welding Processes GuideAMAR CHAND MEENAОценок пока нет
- Design and Construction of An Electric Arc Welding Machine's TransformerДокумент7 страницDesign and Construction of An Electric Arc Welding Machine's Transformermichael gorgeОценок пока нет
- A.K.das - Resistance WeldingДокумент26 страницA.K.das - Resistance WeldingAsad Bin Ala QatariОценок пока нет
- Mig & MagДокумент7 страницMig & Magprap_1982Оценок пока нет
- Set-Up Welding EquipmentsДокумент37 страницSet-Up Welding EquipmentsEvan Jared L. GalvezОценок пока нет
- Electrode Converted Into TextДокумент14 страницElectrode Converted Into TextNeha NimbarkОценок пока нет
- Welding Persentation 444Документ38 страницWelding Persentation 444Raunak GuptaОценок пока нет
- Primary Manufacturing Process (ME403) : Prepared byДокумент5 страницPrimary Manufacturing Process (ME403) : Prepared byArterixpestcontrolОценок пока нет
- Shielded Metal Arc Welding GuideДокумент4 страницыShielded Metal Arc Welding GuideLloyd AlmonteОценок пока нет
- BRAINWARE UNIVERSITY REPORT ON SHIELDED METAL ARC WELDINGДокумент7 страницBRAINWARE UNIVERSITY REPORT ON SHIELDED METAL ARC WELDINGsrijaОценок пока нет
- DC Generator Working PrincipleДокумент33 страницыDC Generator Working PrinciplenandhakumarmeОценок пока нет
- Metal Joining CH 1 GДокумент20 страницMetal Joining CH 1 Gወይኩን ፍቃድከОценок пока нет
- Automobile InfoДокумент66 страницAutomobile InfoSoumya BsoumyaОценок пока нет
- New Doc 2018-01-11Документ5 страницNew Doc 2018-01-11Neelove SharmaОценок пока нет
- Meshing Workshop 2014Документ116 страницMeshing Workshop 2014coolth2Оценок пока нет
- Trs Etd Unit 5Документ52 страницыTrs Etd Unit 5Neelove SharmaОценок пока нет
- Thermodynamics P K Nag Exercise Unsolved Problems SolvedДокумент265 страницThermodynamics P K Nag Exercise Unsolved Problems SolvedRavinder Antil90% (40)
- Electric Arc Welding Processes ExplainedДокумент28 страницElectric Arc Welding Processes ExplainedNeelove SharmaОценок пока нет
- Thermodynamics P K Nag Exercise Unsolved Problems SolvedДокумент265 страницThermodynamics P K Nag Exercise Unsolved Problems SolvedRavinder Antil90% (40)
- MSM 4th Lesson NotesДокумент18 страницMSM 4th Lesson NotesNeelove SharmaОценок пока нет
- Assignment 1 Q&SolutionДокумент10 страницAssignment 1 Q&SolutionNeelove SharmaОценок пока нет
- Historical Development of The Periodic TableДокумент12 страницHistorical Development of The Periodic TableWan HasliraОценок пока нет
- Arc 5esДокумент1 страницаArc 5esCesar ObesoОценок пока нет
- Design of Purlins per IS800 and SP38Документ2 страницыDesign of Purlins per IS800 and SP38MM93% (29)
- The Influence of Hydrogen On Tension-Compression and Rolling Contact Fatigue Properties of Bearing SteelДокумент8 страницThe Influence of Hydrogen On Tension-Compression and Rolling Contact Fatigue Properties of Bearing Steelmp87_ingОценок пока нет
- Sdre14-2 Dra 1-8-Rev17Документ9 страницSdre14-2 Dra 1-8-Rev17xuongrong_xdОценок пока нет
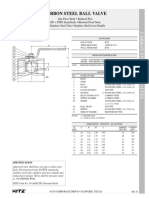
- Carbon Steel Ball Valve: Code # 50 (Aksctk)Документ1 страницаCarbon Steel Ball Valve: Code # 50 (Aksctk)thilina lakhithaОценок пока нет
- ABC SoilДокумент5 страницABC SoilAlliah MendozaОценок пока нет
- Builder Guideline Booklet (USA) - JAN 2022 - Website EditionДокумент64 страницыBuilder Guideline Booklet (USA) - JAN 2022 - Website EditionTreyОценок пока нет
- SHF 50+ MДокумент1 страницаSHF 50+ MSiddheshОценок пока нет
- Mathematical Model and Factors of Paste Thickener Rake TorqueДокумент5 страницMathematical Model and Factors of Paste Thickener Rake TorquesaidОценок пока нет
- SM-5910 B Método de Adsorción UVДокумент5 страницSM-5910 B Método de Adsorción UVEdRo GarcíaОценок пока нет
- Discussion Exp 2 PicklingДокумент2 страницыDiscussion Exp 2 PicklingFarah Izzati100% (6)
- Effect of Torsional and Bending Stress On Machine PartsДокумент6 страницEffect of Torsional and Bending Stress On Machine PartsKartikeya Shukla100% (1)
- NORSOK Recommended-Guidelines-For-Water-Based-Firefighting-SystemsДокумент17 страницNORSOK Recommended-Guidelines-For-Water-Based-Firefighting-SystemsG0% (1)
- Hazardous Waste Board For Outside GateДокумент4 страницыHazardous Waste Board For Outside GateJayant Kumar Jha100% (1)
- CM-G20 - EN BYK Chemie Closed Mould ApplicationДокумент4 страницыCM-G20 - EN BYK Chemie Closed Mould ApplicationU. B.Оценок пока нет
- Beseva Group Product Listing for Bleaching, Dyeing, Finishing and Printing ChemicalsДокумент9 страницBeseva Group Product Listing for Bleaching, Dyeing, Finishing and Printing ChemicalsNoumanKhanОценок пока нет
- Kinetics of Polymerization of N-Methyl Aniline Using UV - VIS SpectrosДокумент5 страницKinetics of Polymerization of N-Methyl Aniline Using UV - VIS Spectrosmary abelene violagoОценок пока нет
- Frenzlelit CatalogДокумент82 страницыFrenzlelit Catalogvagner boldiОценок пока нет
- @unacademyplusdiscounts Arihant BITSAT Prep Guide 2020Документ1 367 страниц@unacademyplusdiscounts Arihant BITSAT Prep Guide 2020Ritviz AggarwalОценок пока нет
- M/s. Gravity Sponge and Power Pvt. LTDДокумент52 страницыM/s. Gravity Sponge and Power Pvt. LTDiexОценок пока нет
- (Advances in Metallic Alloys) Georgy I. Eskin, Dmitry G. Eskin - Ultrasonic Treatment of Light Alloy Melts, Second Edition (2014, CRC Press)Документ346 страниц(Advances in Metallic Alloys) Georgy I. Eskin, Dmitry G. Eskin - Ultrasonic Treatment of Light Alloy Melts, Second Edition (2014, CRC Press)arman_hoseinpurОценок пока нет
- Advanced Silicide Based Materials - MoSi2Документ13 страницAdvanced Silicide Based Materials - MoSi2chandravadiyaketanОценок пока нет
- Dapus Rekristalisasi.Документ35 страницDapus Rekristalisasi.RamaОценок пока нет
- Refinery Presentation On 07th July 07Документ83 страницыRefinery Presentation On 07th July 07meenuОценок пока нет
- Assignment No 1Документ3 страницыAssignment No 1Sumit NagpalОценок пока нет
- Unistrut Uniper Pipe Support SystemsДокумент24 страницыUnistrut Uniper Pipe Support SystemsmolinachОценок пока нет
- Kinetic Study of Copper Chemistry in Chemical Mechanical PolishinДокумент171 страницаKinetic Study of Copper Chemistry in Chemical Mechanical Polishinmuhammad ismailОценок пока нет
- Ductile vs brittle material behavior under static and variable loadingДокумент7 страницDuctile vs brittle material behavior under static and variable loadingNishaThakuriОценок пока нет
- Text Book: "Advanced Mechanics of Materials"Документ22 страницыText Book: "Advanced Mechanics of Materials"developmental biologyОценок пока нет
- The Grid: The Fraying Wires Between Americans and Our Energy FutureОт EverandThe Grid: The Fraying Wires Between Americans and Our Energy FutureРейтинг: 3.5 из 5 звезд3.5/5 (48)
- Industrial Piping and Equipment Estimating ManualОт EverandIndustrial Piping and Equipment Estimating ManualРейтинг: 5 из 5 звезд5/5 (7)
- Introduction to Power System ProtectionОт EverandIntroduction to Power System ProtectionРейтинг: 5 из 5 звезд5/5 (1)
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesОт EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesРейтинг: 4.5 из 5 звезд4.5/5 (21)
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialОт EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialОценок пока нет
- OFF-GRID PROJECTS: A Comprehensive Beginner's Guide to Learn All about OffGrid Living from A-Z and Live a Life of Self-SufficiencyОт EverandOFF-GRID PROJECTS: A Comprehensive Beginner's Guide to Learn All about OffGrid Living from A-Z and Live a Life of Self-SufficiencyОценок пока нет
- Asset Integrity Management for Offshore and Onshore StructuresОт EverandAsset Integrity Management for Offshore and Onshore StructuresОценок пока нет
- Handbook on Battery Energy Storage SystemОт EverandHandbook on Battery Energy Storage SystemРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Idaho Falls: The Untold Story of America's First Nuclear AccidentОт EverandIdaho Falls: The Untold Story of America's First Nuclear AccidentРейтинг: 4.5 из 5 звезд4.5/5 (21)
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successОт EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successРейтинг: 4.5 из 5 звезд4.5/5 (3)
- Shorting the Grid: The Hidden Fragility of Our Electric GridОт EverandShorting the Grid: The Hidden Fragility of Our Electric GridРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsОт EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsОценок пока нет
- Build Your Own Electric Vehicle, Third EditionОт EverandBuild Your Own Electric Vehicle, Third EditionРейтинг: 4.5 из 5 звезд4.5/5 (3)
- The Rare Metals War: the dark side of clean energy and digital technologiesОт EverandThe Rare Metals War: the dark side of clean energy and digital technologiesРейтинг: 5 из 5 звезд5/5 (2)
- Transmission Pipeline Calculations and Simulations ManualОт EverandTransmission Pipeline Calculations and Simulations ManualРейтинг: 4.5 из 5 звезд4.5/5 (10)
- Implementing an Integrated Management System (IMS): The strategic approachОт EverandImplementing an Integrated Management System (IMS): The strategic approachРейтинг: 5 из 5 звезд5/5 (2)
- Nuclear Energy in the 21st Century: World Nuclear University PressОт EverandNuclear Energy in the 21st Century: World Nuclear University PressРейтинг: 4.5 из 5 звезд4.5/5 (3)
- ISO 50001: A strategic guide to establishing an energy management systemОт EverandISO 50001: A strategic guide to establishing an energy management systemОценок пока нет
- Energy, Light and Electricity - Introduction to Physics - Physics Book for 12 Year Old | Children's Physics BooksОт EverandEnergy, Light and Electricity - Introduction to Physics - Physics Book for 12 Year Old | Children's Physics BooksОценок пока нет
- Operational Amplifier Circuits: Analysis and DesignОт EverandOperational Amplifier Circuits: Analysis and DesignРейтинг: 4.5 из 5 звезд4.5/5 (2)
- The Boy Who Harnessed the Wind: Creating Currents of Electricity and HopeОт EverandThe Boy Who Harnessed the Wind: Creating Currents of Electricity and HopeРейтинг: 4 из 5 звезд4/5 (130)
- Air-Cooled Condenser Fundamentals: Design, Operations, Troubleshooting, Maintenance, and Q&AОт EverandAir-Cooled Condenser Fundamentals: Design, Operations, Troubleshooting, Maintenance, and Q&AРейтинг: 5 из 5 звезд5/5 (1)