Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Working With FE-RVEs in MicromechanicsДокумент35 страницWorking With FE-RVEs in Micromechanicsamd mhmОценок пока нет
- 2 - Matrices and TensorsДокумент8 страниц2 - Matrices and Tensorsamd mhmОценок пока нет
- Honeywell UOP CRCSДокумент2 страницыHoneywell UOP CRCSamd mhmОценок пока нет
- Implementation of Domain Integral Approach For J Integral EvaluationsДокумент8 страницImplementation of Domain Integral Approach For J Integral Evaluationsamd mhmОценок пока нет
- 3 - Vector CalculusДокумент7 страниц3 - Vector Calculusamd mhmОценок пока нет
- Transferability of Elastic Plastic Fracture Toughness Using The Weibull Stress Approach: Signi®cance of Parameter CalibrationДокумент17 страницTransferability of Elastic Plastic Fracture Toughness Using The Weibull Stress Approach: Signi®cance of Parameter Calibrationamd mhmОценок пока нет
- Draft: Cleavage Fracture Modelling For RPV Steels: Discrete Model For Collective Behaviour of Micro-CracksДокумент9 страницDraft: Cleavage Fracture Modelling For RPV Steels: Discrete Model For Collective Behaviour of Micro-Cracksamd mhmОценок пока нет
- United States: (12) Patent Application Publication (10) Pub. No.: US 2014/0332577 A1Документ7 страницUnited States: (12) Patent Application Publication (10) Pub. No.: US 2014/0332577 A1amd mhmОценок пока нет
- A O O O - : VectorsДокумент8 страницA O O O - : Vectorsamd mhmОценок пока нет
- A079807 PDFДокумент23 страницыA079807 PDFamd mhmОценок пока нет
- Statistical Intervals: Confidence, Prediction, Enclosure: José G. Ramírez, PHD, W.L. Gore and Associates IncДокумент13 страницStatistical Intervals: Confidence, Prediction, Enclosure: José G. Ramírez, PHD, W.L. Gore and Associates Incamd mhmОценок пока нет
- Danes Hi An 2013Документ10 страницDanes Hi An 2013amd mhmОценок пока нет
- Two-And Three - Parameter Weibull Goodness-of-Fit Tests: United States Department of AgricultureДокумент34 страницыTwo-And Three - Parameter Weibull Goodness-of-Fit Tests: United States Department of Agricultureamd mhmОценок пока нет
- Personal Computers and Applications: Networking For Home and Small Businesses - Chapter 1Документ14 страницPersonal Computers and Applications: Networking For Home and Small Businesses - Chapter 1amd mhmОценок пока нет
- Numerical Techniques For Diffusion Equations: "Furious Activity Is No Substitute For Understanding," H.H. WilliamsДокумент8 страницNumerical Techniques For Diffusion Equations: "Furious Activity Is No Substitute For Understanding," H.H. Williamsamd mhmОценок пока нет
- United States Patent: US 7,574,795 B2 Aug. 18,2009Документ17 страницUnited States Patent: US 7,574,795 B2 Aug. 18,2009amd mhmОценок пока нет
- United States: (12) Patent Application Publication (10) Pub. No.: US 2003/0019100 A1Документ10 страницUnited States: (12) Patent Application Publication (10) Pub. No.: US 2003/0019100 A1amd mhmОценок пока нет
- United States PatentДокумент11 страницUnited States Patentamd mhmОценок пока нет
- Gu2005 PDFДокумент5 страницGu2005 PDFamd mhmОценок пока нет
- United States Patent: GuirgisДокумент11 страницUnited States Patent: Guirgisamd mhmОценок пока нет
- Numerical Simulation of Multiple Crack Growth in Brittle Materials With Adaptive RemeshingДокумент32 страницыNumerical Simulation of Multiple Crack Growth in Brittle Materials With Adaptive Remeshingamd mhmОценок пока нет
- MNL52 Eb.1447916 1Документ73 страницыMNL52 Eb.1447916 1amd mhmОценок пока нет
- A Cohesive Segments Method For The Simulation of Crack GrowthДокумент9 страницA Cohesive Segments Method For The Simulation of Crack Growthamd mhmОценок пока нет
- Weinberg 2016Документ23 страницыWeinberg 2016amd mhmОценок пока нет
- 10.0000@saemobilus - sae.Org@Generic EBBFE8DAE239Документ9 страниц10.0000@saemobilus - sae.Org@Generic EBBFE8DAE239amd mhmОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Majalah Remaja Islam Drise #09 by Majalah Drise - Issuu PDFДокумент1 страницаMajalah Remaja Islam Drise #09 by Majalah Drise - Issuu PDFBalqis Ar-Rubayyi' Binti HasanОценок пока нет
- Question Bank For Vlsi LabДокумент4 страницыQuestion Bank For Vlsi LabSav ThaОценок пока нет
- TOEFLДокумент6 страницTOEFLSekar InnayahОценок пока нет
- Mpi Model QuestionsДокумент4 страницыMpi Model QuestionshemanthnagОценок пока нет
- Preventing OOS DeficienciesДокумент65 страницPreventing OOS Deficienciesnsk79in@gmail.comОценок пока нет
- ATLAS HONDA Internship ReportДокумент83 страницыATLAS HONDA Internship ReportAhmed Aitsam93% (14)
- Department of Labor: 2nd Injury FundДокумент140 страницDepartment of Labor: 2nd Injury FundUSA_DepartmentOfLabor100% (1)
- 0063 - Proforma Accompanying The Application For Leave WITHOUT ALLOWANCE Is FORWARDED To GOVERNMEДокумент4 страницы0063 - Proforma Accompanying The Application For Leave WITHOUT ALLOWANCE Is FORWARDED To GOVERNMESreedharanPN100% (4)
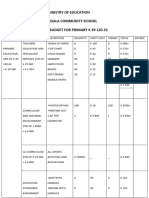
- Ministry of Education Musala SCHДокумент5 страницMinistry of Education Musala SCHlaonimosesОценок пока нет
- The Finley ReportДокумент46 страницThe Finley ReportToronto StarОценок пока нет
- Relevant Cost For Decision: Kelompok 2Документ78 страницRelevant Cost For Decision: Kelompok 2prames tiОценок пока нет
- Windsor Machines LimitedДокумент12 страницWindsor Machines LimitedAlaina LongОценок пока нет
- Belimo Fire & Smoke Damper ActuatorsДокумент16 страницBelimo Fire & Smoke Damper ActuatorsSrikanth TagoreОценок пока нет
- The Role of OrganisationДокумент9 страницThe Role of OrganisationMadhury MosharrofОценок пока нет
- Sales Manager Latin AmericaДокумент3 страницыSales Manager Latin Americaapi-76934736Оценок пока нет
- Sworn Statement of Assets, Liabilities and Net WorthДокумент3 страницыSworn Statement of Assets, Liabilities and Net WorthShelby AntonioОценок пока нет
- BPL-DF 2617aedrДокумент3 страницыBPL-DF 2617aedrBiomedical Incharge SRM TrichyОценок пока нет
- Research Proposal IntroductionДокумент8 страницResearch Proposal IntroductionIsaac OmwengaОценок пока нет
- Bisleri 2.0Документ59 страницBisleri 2.0Dr Amit Rangnekar100% (4)
- Sacmi Vol 2 Inglese - II EdizioneДокумент416 страницSacmi Vol 2 Inglese - II Edizionecuibaprau100% (21)
- MBA - Updated ADNU GSДокумент2 страницыMBA - Updated ADNU GSPhilip Eusebio BitaoОценок пока нет
- 88 - 02 Exhaust Manifold Gasket Service BulletinДокумент3 страницы88 - 02 Exhaust Manifold Gasket Service BulletinGerrit DekkerОценок пока нет
- Minor Ailments Services: A Starting Point For PharmacistsДокумент49 страницMinor Ailments Services: A Starting Point For PharmacistsacvavОценок пока нет
- Risk Analysis and Management - MCQs1Документ7 страницRisk Analysis and Management - MCQs1Ravi SatyapalОценок пока нет
- QG To AIS 2017 PDFДокумент135 страницQG To AIS 2017 PDFMangoStarr Aibelle VegasОценок пока нет
- Dreamweaver Lure v. Heyne - ComplaintДокумент27 страницDreamweaver Lure v. Heyne - ComplaintSarah BursteinОценок пока нет
- Item Description RCVD Unit Price Gross Amt Disc % Ta Amount DeptДокумент1 страницаItem Description RCVD Unit Price Gross Amt Disc % Ta Amount DeptGustu LiranОценок пока нет
- Te 1569 Web PDFДокумент272 страницыTe 1569 Web PDFdavid19890109Оценок пока нет
- Tracker Pro Otm600 1.5Документ19 страницTracker Pro Otm600 1.5Camilo Restrepo CroОценок пока нет
- Crawler Base DX500/DX600/DX680/ DX700/DX780/DX800: Original InstructionsДокумент46 страницCrawler Base DX500/DX600/DX680/ DX700/DX780/DX800: Original InstructionsdefiunikasungtiОценок пока нет