Вам также может понравиться
- Guía 10A PDFДокумент9 страницGuía 10A PDFSebas Alias PapichurroОценок пока нет
- Terminado No CalificadaДокумент12 страницTerminado No CalificadaSERRANO QUEVEDO FLAVIA JAHAIRAОценок пока нет
- Guia Par La Preparacion de Oposiciones de Secundaria Editorial Mad Gui0001Документ79 страницGuia Par La Preparacion de Oposiciones de Secundaria Editorial Mad Gui0001fusionarte83% (6)
- Guia Par La Preparacion de Oposiciones de Secundaria Editorial Mad Gui0001Документ79 страницGuia Par La Preparacion de Oposiciones de Secundaria Editorial Mad Gui0001fusionarte83% (6)
- Antecedentes Historicos Del ConcretoДокумент15 страницAntecedentes Historicos Del ConcretoJesus Viveros100% (1)
- Análisis Pestal Cueros VelezДокумент51 страницаAnálisis Pestal Cueros VelezKelly Johanna MARCONI GUTIERREZ100% (1)
- Tema 8 PCDP Forja Aspectos Tecnologicos 1Документ12 страницTema 8 PCDP Forja Aspectos Tecnologicos 1Mariano Suárez Guerrero100% (1)
- Apromalpi Informacion Empresarial Final 1Документ23 страницыApromalpi Informacion Empresarial Final 1LizShampooОценок пока нет
- Examen de ProbabilidadesДокумент2 страницыExamen de ProbabilidadesNarda RamosОценок пока нет
- Examen 1Документ7 страницExamen 1Yobana VasquezОценок пока нет
- Examen Susti - 4 PreguntasДокумент23 страницыExamen Susti - 4 Preguntasmirka del pilar0% (2)
- Control EstadisticoДокумент6 страницControl Estadisticolibyrodriguez1230% (1)
- Maquinaria para UvaДокумент70 страницMaquinaria para Uvajhonatan100% (1)
- Tecnologia LacteaДокумент63 страницыTecnologia LacteaNicole Orellana PintoОценок пока нет
- Taller de EjerciciosДокумент3 страницыTaller de EjerciciosYURIОценок пока нет
- Taller Problemas de Balanceamiento de LíneaДокумент5 страницTaller Problemas de Balanceamiento de LíneaEliana De Avila ZambranoОценок пока нет
- Tratamiento de Aguas IndustrialesДокумент24 страницыTratamiento de Aguas IndustrialesJuber De la CruzОценок пока нет
- Algoritmo Wagner WhitinДокумент5 страницAlgoritmo Wagner WhitinCesar Axel DuarteОценок пока нет
- Cuáles Son Las Alternativas Posibles para AceptarДокумент2 страницыCuáles Son Las Alternativas Posibles para AceptarDeysi Olivos SerrepeОценок пока нет
- Mantenimiento Preventivo de La Maquinaria en La Planta de Cárnicos de ZamoranoДокумент17 страницMantenimiento Preventivo de La Maquinaria en La Planta de Cárnicos de ZamoranoJoss Lo0% (1)
- Laboratorio 02-Mvi-2Документ6 страницLaboratorio 02-Mvi-2Dario SánchezОценок пока нет
- Acosta Sausa Evaluación Escrita 3Документ3 страницыAcosta Sausa Evaluación Escrita 3Wilfredo Torres PacherresОценок пока нет
- Articulo de Hamburguesa, TerminadoДокумент8 страницArticulo de Hamburguesa, TerminadoAdix Adelia BernillaОценок пока нет
- Combine PDFДокумент38 страницCombine PDFCoCo GutierezОценок пока нет
- InvopeДокумент9 страницInvopeKevin RodriguezОценок пока нет
- Rom PopeДокумент2 страницыRom Popeeliza escobarОценок пока нет
- Conclusión Electricidad y MagnetismoДокумент1 страницаConclusión Electricidad y MagnetismoLuz María PeñafielОценок пока нет
- Diseño de CélulasДокумент8 страницDiseño de CélulasJuan Pablo Sagua BenitesОценок пока нет
- Problemas Propuestos 01 - Máquinas EléctricasДокумент29 страницProblemas Propuestos 01 - Máquinas EléctricasRositaRenteriaVasquezОценок пока нет
- MRP 1y MRP2Документ20 страницMRP 1y MRP2Sergio AgudeloОценок пока нет
- FioooДокумент4 страницыFioooFrankz Eduar PCОценок пока нет
- DIAPOSITIVAS SEMANA Arboles DecisionesДокумент27 страницDIAPOSITIVAS SEMANA Arboles DecisionesBrenda Alvariño MartelОценок пока нет
- ASIGN3Документ1 страницаASIGN3Lillibeth Garcia AlvarezОценок пока нет
- Tecnología de ForjadoДокумент3 страницыTecnología de ForjadoMarco André Tejada MedinaОценок пока нет
- IE Prueba2 PDFДокумент12 страницIE Prueba2 PDFBenjaminSantiagoUlloaMaripillanОценок пока нет
- Practica 3 CytaДокумент6 страницPractica 3 CytaMaggie RamirezОценок пока нет
- CMT - Tarea UA2Документ3 страницыCMT - Tarea UA2Percy Flores AquiseОценок пока нет
- 6 Ejercicios Plan de Muestreo Simple Por AtributosДокумент28 страниц6 Ejercicios Plan de Muestreo Simple Por Atributoskevin Obando CastilloОценок пока нет
- 033-Módulo de Teoría de ColasДокумент10 страниц033-Módulo de Teoría de ColasNicolás PettinatoОценок пока нет
- 04 Preguntas y Problemas 04Документ5 страниц04 Preguntas y Problemas 04Cinthya VasquezОценок пока нет
- Caso 12Документ4 страницыCaso 12Sebastian MoranteОценок пока нет
- Balance Materia y Rendimiento-Jamon InglesДокумент2 страницыBalance Materia y Rendimiento-Jamon InglesKeneddy Carranza CamposОценок пока нет
- Balance de Materia Licor de CacaoДокумент1 страницаBalance de Materia Licor de CacaoLUIS DAVID SALDARRIAGA CARTAGENA100% (1)
- 2Документ1 страница2Marthaa Caambey Espinoza PerezОценок пока нет
- Intercambiadores de Calor-EjemplosДокумент14 страницIntercambiadores de Calor-EjemplosWilliams CastilloОценок пока нет
- Proceos I 5BДокумент18 страницProceos I 5BGrissu Fernandez CelestinoОценок пока нет
- Problemas JanineДокумент12 страницProblemas JanineRichie' Zarate100% (1)
- Cuestionario Nro 2Документ17 страницCuestionario Nro 2Andrea Gabriela Venero RondónОценок пока нет
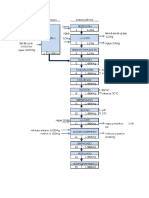
- 1 TRABAJO Materiales Del Proceso de AzúcarДокумент16 страниц1 TRABAJO Materiales Del Proceso de AzúcarHeimmyОценок пока нет
- 2Документ4 страницы2YALEIDYS HELENA DE ALBA DIAZОценок пока нет
- Dani Carta CДокумент6 страницDani Carta CLeidy DiazОценок пока нет
- QFD SillaДокумент6 страницQFD SillaKenji MucchingОценок пока нет
- Normas Tablas Militar EstándarДокумент5 страницNormas Tablas Militar EstándarHernando Murcia TarquinoОценок пока нет
- Maquinas Utilizadas en La Industria MolineraДокумент5 страницMaquinas Utilizadas en La Industria MolineraJEFFERSON DAITON GOMEZ SHUPINGAHUAОценок пока нет
- Practica Dirigida N 5Документ15 страницPractica Dirigida N 5barryXDОценок пока нет
- Tarea - Unidad I - Parte I para UnirДокумент19 страницTarea - Unidad I - Parte I para UnirCoCo GutierezОценок пока нет
- Laboratorio Virtual de RefrigeraciónДокумент5 страницLaboratorio Virtual de RefrigeraciónDanny LetrasОценок пока нет
- Diagrama de BloquesДокумент8 страницDiagrama de BloquesMaitrellis Lozano PadillaОценок пока нет
- PffresadoragjsjsjsДокумент11 страницPffresadoragjsjsjsn41255765100% (1)
- FresadoraДокумент16 страницFresadoraJonathan BarrónОценок пока нет
- La FresadoraДокумент23 страницыLa FresadoraAydee PretelОценок пока нет
- FresadoraДокумент3 страницыFresadoraVALENTINA TELLEZОценок пока нет
- Fresadoras UancvДокумент10 страницFresadoras Uancvlalo choqueОценок пока нет
- Maquina-Herramienta 2Документ10 страницMaquina-Herramienta 2Wagner Luis PONCE CASTILLOОценок пока нет
- Borrador Temario Secundaria TecnologiaДокумент13 страницBorrador Temario Secundaria TecnologiaAntonio Crispin RiveroОценок пока нет
- Aspectos Tecnológicos Del Fresado: FresadorasДокумент20 страницAspectos Tecnológicos Del Fresado: FresadorasRubén Hurtado DomínguezОценок пока нет
- GTAWДокумент14 страницGTAWAdrián RodríguezОценок пока нет
- Cap-6-Fabricacion y Recomendaciones de Tuberias de HgalvanizadoДокумент27 страницCap-6-Fabricacion y Recomendaciones de Tuberias de HgalvanizadojohanxitoОценок пока нет
- Actividad 7 TaniaДокумент3 страницыActividad 7 TaniaElsa RodriguezОценок пока нет
- Informe de Laboratorio 4Документ5 страницInforme de Laboratorio 4Daniel ZambranoОценок пока нет
- ALBAÑILERIA - Construcción IIДокумент65 страницALBAÑILERIA - Construcción IIIVAN JOSETH PAICO HERNANDEZОценок пока нет
- Manual Mantenimiento Camiones Servicio Pesado Fla FLL Coe FreightlinerДокумент232 страницыManual Mantenimiento Camiones Servicio Pesado Fla FLL Coe FreightlinerChiko Melodia80% (5)
- Especificaciones Gasolina Plus 91Документ5 страницEspecificaciones Gasolina Plus 91Brenda Rojas CardozoОценок пока нет
- TPOCT2013Документ86 страницTPOCT2013Ignacio Marín0% (1)
- Apus VentanasДокумент16 страницApus VentanasAlexi RodriguezОценок пока нет
- Memoria de Calculo HidrosanitarioДокумент27 страницMemoria de Calculo HidrosanitarioRONNY CARRIONОценок пока нет
- Resumen de Las Pruebas para El PlomoДокумент5 страницResumen de Las Pruebas para El PlomoCarlos Daniel Cuba JaraОценок пока нет
- Punto de ReblandecimientoДокумент4 страницыPunto de ReblandecimientoMarco DavilaОценок пока нет
- Orillos en El Tejido Plano - Valderrama F.Документ24 страницыOrillos en El Tejido Plano - Valderrama F.Hugo Eduardo Ipiales Mesa100% (1)
- Proyecto de InvestigaciónДокумент3 страницыProyecto de InvestigaciónMau MartínezОценок пока нет
- Metrados - CotabambasДокумент2 страницыMetrados - CotabambasWaldo Lopez VasquezОценок пока нет
- Serie CT 24x36 Trituradora de Mandibulas TRIOДокумент26 страницSerie CT 24x36 Trituradora de Mandibulas TRIOYimmy MorenoОценок пока нет
- Plan de MantenimientoДокумент26 страницPlan de MantenimientoDaniel Alejandro Resendez CabelloОценок пока нет
- Voladura Con PlasmaДокумент1 страницаVoladura Con PlasmaCui JhamОценок пока нет
- 01 - Perforación de PozosДокумент32 страницы01 - Perforación de PozosKarina Ramon GamboaОценок пока нет
- Curso Basico A.A PDFДокумент49 страницCurso Basico A.A PDFFrancisco Alvarado Huenquiao100% (1)
- Concretos Refractarios de Alta Tecnologia para VaciadosДокумент8 страницConcretos Refractarios de Alta Tecnologia para Vaciadoscoli15100% (1)
- Informe de Arenas en VerdeДокумент21 страницаInforme de Arenas en VerdeLuz Chavez BonillaОценок пока нет
- Evidencia de Producto: Informe - Cantidades de Obra Del Proyecto.Документ4 страницыEvidencia de Producto: Informe - Cantidades de Obra Del Proyecto.Nilson Andres Urrego RomeroОценок пока нет
- Taller Anexo Tarea 3 Simulador de Transacciones de Una Empresa Industrial ActualizadoДокумент19 страницTaller Anexo Tarea 3 Simulador de Transacciones de Una Empresa Industrial ActualizadoalcidesОценок пока нет
- Diseño Mezcla 175 C-IДокумент6 страницDiseño Mezcla 175 C-ICarlos Santiago Gomez ToledoОценок пока нет
- Pregunta Dinamizadora Unidad2 Analisis de Costos.Документ2 страницыPregunta Dinamizadora Unidad2 Analisis de Costos.David Alejandro Moreno Muñoz0% (1)
- Cuestionario Sobre Operaciones UnitariasДокумент5 страницCuestionario Sobre Operaciones UnitariasJorge Alejandro Escalera VillarrealОценок пока нет
- Ejercicios Costos InventariablesДокумент18 страницEjercicios Costos InventariablesDouglas CarranzaОценок пока нет