Вам также может понравиться
- A Short Guide to the Types and Details of Constructing a Suspension Bridge - Including Various Arrangements of Suspension Spans, Methods of Vertical Stiffening and Wire Cables Versus Eyebar ChainsОт EverandA Short Guide to the Types and Details of Constructing a Suspension Bridge - Including Various Arrangements of Suspension Spans, Methods of Vertical Stiffening and Wire Cables Versus Eyebar ChainsОценок пока нет
- CJCE 99 PTwallДокумент22 страницыCJCE 99 PTwallhana saffanahОценок пока нет
- Page 1047-1056 - 152Документ10 страницPage 1047-1056 - 152Emil SánchezОценок пока нет
- FRP Composites For Retrofitting of Existing Civil Structures in Europe. State-of-the-Art Review (2007) - Paper PDFДокумент10 страницFRP Composites For Retrofitting of Existing Civil Structures in Europe. State-of-the-Art Review (2007) - Paper PDFJulio Humberto Díaz RondánОценок пока нет
- FRP Repair of CorrosionДокумент13 страницFRP Repair of CorrosionahmadlieОценок пока нет
- An Experimental Study of The Failure Modes of Reinforced Concrete Beams Strengthened With Prestressed Carbon Composite PlatesДокумент14 страницAn Experimental Study of The Failure Modes of Reinforced Concrete Beams Strengthened With Prestressed Carbon Composite Platesابو النمرОценок пока нет
- Shear and Flexural Strengthening in RC Beams Using FRP: D.Preetam Prem RajДокумент9 страницShear and Flexural Strengthening in RC Beams Using FRP: D.Preetam Prem RajAkhilesh B.MОценок пока нет
- Amorphous FibersДокумент10 страницAmorphous FibersHemant YadavОценок пока нет
- Repair of Corroded and Buckled Short Steel Columns Using Concrete-Filled GFRP JacketsДокумент9 страницRepair of Corroded and Buckled Short Steel Columns Using Concrete-Filled GFRP JacketsclarkgaguiОценок пока нет
- Construction and Building Materials: Christoph Czaderski, Moslem Shahverdi, Julien MichelsДокумент16 страницConstruction and Building Materials: Christoph Czaderski, Moslem Shahverdi, Julien MichelsSAMUEL ALBERTO ZAMBRANA MALDONADOОценок пока нет
- Article1380733714 - Jumaat Et Al PDFДокумент7 страницArticle1380733714 - Jumaat Et Al PDFJob NantawatОценок пока нет
- RetrofitOfSteelStructuresUsing FiberwReinforcedPloymers Shaat Schnerch Amir TRB-Nov-03-Revised-PaperДокумент15 страницRetrofitOfSteelStructuresUsing FiberwReinforcedPloymers Shaat Schnerch Amir TRB-Nov-03-Revised-Paperisha patelОценок пока нет
- Strengthening Reinforced Concrete Beams Using FibeДокумент12 страницStrengthening Reinforced Concrete Beams Using Fibesyahmi azharОценок пока нет
- Performance of Pristine and Retrofitted HybridДокумент32 страницыPerformance of Pristine and Retrofitted HybridTY ZОценок пока нет
- Libro de Reforzamiento HORMIGON ARMADO 2022-7Документ25 страницLibro de Reforzamiento HORMIGON ARMADO 2022-7David Magne MamaniОценок пока нет
- Thesis On Steel Fibre Reinforced ConcreteДокумент8 страницThesis On Steel Fibre Reinforced Concretedenisemillerdesmoines100% (2)
- Strengthening of RC Chimneys With FRP CompositesДокумент8 страницStrengthening of RC Chimneys With FRP CompositesViju PatilОценок пока нет
- Strengthening of The Self-Compacted Reinforced Concrete Corbels Using NSM Steel Bars and CFRP Sheets TechniquesДокумент18 страницStrengthening of The Self-Compacted Reinforced Concrete Corbels Using NSM Steel Bars and CFRP Sheets Techniquesmohamme.arif63Оценок пока нет
- Effect of Cyclic Loading On Flexural Behaviour of FRP Strengthened RC Beams: A Stability Point ApproachДокумент18 страницEffect of Cyclic Loading On Flexural Behaviour of FRP Strengthened RC Beams: A Stability Point ApproachTam LamОценок пока нет
- Damage PlasticityДокумент12 страницDamage PlasticityVibhanshu Mishra100% (1)
- Detalles Tipicos de Viga AashtoДокумент13 страницDetalles Tipicos de Viga AashtoCarlos SaldanaОценок пока нет
- Development Length of Glass Fiber-Reinforced Polymer Bars in ConcreteДокумент1 страницаDevelopment Length of Glass Fiber-Reinforced Polymer Bars in ConcreteNiyazuddinОценок пока нет
- Effect of Post Tensioning On Strengthenin - 2017 - Journal of King Saud Universi PDFДокумент10 страницEffect of Post Tensioning On Strengthenin - 2017 - Journal of King Saud Universi PDFMihir BhalgatОценок пока нет
- International Journal of Research and Innovation : Strengthening of RC Beams Using FRP Sheet 1401-1402Документ13 страницInternational Journal of Research and Innovation : Strengthening of RC Beams Using FRP Sheet 1401-1402ijripublishersОценок пока нет
- New Generation of Reinforcement For Transportation Infrastructure - tcm45-590833Документ5 страницNew Generation of Reinforcement For Transportation Infrastructure - tcm45-590833RevaОценок пока нет
- JQ RDMS (2018) 6 (2) PДокумент5 страницJQ RDMS (2018) 6 (2) PjamesОценок пока нет
- MECCOCT18-12604: CFRP As A Repair Material For Corrosion Damaged Steel Frame StructuresДокумент15 страницMECCOCT18-12604: CFRP As A Repair Material For Corrosion Damaged Steel Frame StructuresOwais Manzoor MalikОценок пока нет
- Rehabilitation of Stwerwerweeel StructuresДокумент5 страницRehabilitation of Stwerwerweeel StructuresMohamed HОценок пока нет
- Advantages of Bundling FRP Rebar: Steven E. Williams, PEДокумент5 страницAdvantages of Bundling FRP Rebar: Steven E. Williams, PELuis Guillermo González EcheniqueОценок пока нет
- Effects of Steel Reinforcement Corrosion On Carbon-Fibrereinforced Polymer Repaired SlabsДокумент8 страницEffects of Steel Reinforcement Corrosion On Carbon-Fibrereinforced Polymer Repaired SlabsMohamedОценок пока нет
- Infrastructures: Feasibility of Reusing Damaged Steel Beams in Temporary StructuresДокумент24 страницыInfrastructures: Feasibility of Reusing Damaged Steel Beams in Temporary Structureslouis donyОценок пока нет
- Retrofit of Square Concrete Columns With Carbon Fiber Reinforced Polymer For Seismic ResistanceДокумент11 страницRetrofit of Square Concrete Columns With Carbon Fiber Reinforced Polymer For Seismic Resistanceanne marieОценок пока нет
- Sheikh, 2002, Confined Columns With FibersДокумент9 страницSheikh, 2002, Confined Columns With Fibersvinicio ortizОценок пока нет
- White Sika Paper Strengthening ConcreteДокумент12 страницWhite Sika Paper Strengthening ConcreteRaed alkronz Raed alkronzОценок пока нет
- (23005319 - Acta Mechanica Et Automatica) Influence of Corrugation Depth On Lateral Stability of Cold-Formed Steel Beams of Corrugated Webs PDFДокумент8 страниц(23005319 - Acta Mechanica Et Automatica) Influence of Corrugation Depth On Lateral Stability of Cold-Formed Steel Beams of Corrugated Webs PDFci_balaОценок пока нет
- Flexural Strengthening of RC Continuous T Beam Using CFRP Laminate: A ReviewДокумент8 страницFlexural Strengthening of RC Continuous T Beam Using CFRP Laminate: A ReviewDinesh Kumar JОценок пока нет
- Experimental and Numerical Studies On The Flexural Behavior of Fibre Reinforced Concrete Beams With Innovative Hybrid FRP Wrapped Steel BarsДокумент14 страницExperimental and Numerical Studies On The Flexural Behavior of Fibre Reinforced Concrete Beams With Innovative Hybrid FRP Wrapped Steel BarsMatheus AlmeidaОценок пока нет
- Seismic Strengthening of Rigid Steel Frame With CFRPДокумент14 страницSeismic Strengthening of Rigid Steel Frame With CFRPTafsirojjaman CUETОценок пока нет
- Fatigue Evaluation For Reinforced Concrete Box CulvertsДокумент8 страницFatigue Evaluation For Reinforced Concrete Box CulvertsProfessor Dr. Nabeel Al-Bayati-Consultant Engineer100% (2)
- 3.fiber Reinforced PlasticsДокумент34 страницы3.fiber Reinforced PlasticsMagdy BakryОценок пока нет
- Use of Steel Bracing in Reinforced Concrete FramesДокумент8 страницUse of Steel Bracing in Reinforced Concrete Framesرهف نوفلОценок пока нет
- JL 99 January February 7Документ12 страницJL 99 January February 7markicivanОценок пока нет
- Near Surface Mounted FRP MaterialДокумент26 страницNear Surface Mounted FRP MaterialMuhammad AjmalОценок пока нет
- Effect of Fiber Material and Loading History On Shear Behavior of Fiber-Reinforced ConcreteДокумент24 страницыEffect of Fiber Material and Loading History On Shear Behavior of Fiber-Reinforced ConcreteNot DevalliОценок пока нет
- Strengthening of RC Chimneys With FRP Composites 0Документ6 страницStrengthening of RC Chimneys With FRP Composites 0andyhrОценок пока нет
- Strengthening of RC Beams in Flexure Using Ferrocement: S.U. Khan, S.F.A.Rafeeqi and T. AyubДокумент13 страницStrengthening of RC Beams in Flexure Using Ferrocement: S.U. Khan, S.F.A.Rafeeqi and T. Ayubthomas13711363Оценок пока нет
- 1.1 General: Sheets or Fabrics, Made of Fibers in One or at Least Two Different Directions, RespectivelyДокумент4 страницы1.1 General: Sheets or Fabrics, Made of Fibers in One or at Least Two Different Directions, Respectivelypujan77Оценок пока нет
- Seismic Upgrade of Beam-Column Joints With FRP ReinforcementДокумент17 страницSeismic Upgrade of Beam-Column Joints With FRP Reinforcementodhie79Оценок пока нет
- The Repair OptionДокумент4 страницыThe Repair OptionMAGUNAMОценок пока нет
- 1179 FinalДокумент21 страница1179 Finaltsitsi bizaОценок пока нет
- Innovative Flexural Strengthening of Reinforced Concrete Columns Using Carbon-Fiber AnchorsДокумент9 страницInnovative Flexural Strengthening of Reinforced Concrete Columns Using Carbon-Fiber AnchorsMarwan AlferjaniОценок пока нет
- Repair and Retrofit of Non-Ductile Reinforced Concrete FramesДокумент10 страницRepair and Retrofit of Non-Ductile Reinforced Concrete FramesmanalОценок пока нет
- ACI STRUCTURAL JOURNAL-Highly Damage-Tolerant Beam-Column Joints Through UseДокумент9 страницACI STRUCTURAL JOURNAL-Highly Damage-Tolerant Beam-Column Joints Through UseMuchtar SufaatОценок пока нет
- CFRP Strengthening of Steel Beams With Web Openings: October 2017Документ13 страницCFRP Strengthening of Steel Beams With Web Openings: October 2017Muhammad MalikОценок пока нет
- Seismic Performance of Repaired Hollow-Bridge PiersДокумент13 страницSeismic Performance of Repaired Hollow-Bridge PiersSom SasithornОценок пока нет
- Aq04605306316 PDFДокумент11 страницAq04605306316 PDFDinesh Kumar JОценок пока нет
- Composite Structures: SciencedirectДокумент14 страницComposite Structures: SciencedirectJos PereОценок пока нет
- Recent Advances in Repair and Rehabilitation of RCC Structures With Non-Metallic FibersДокумент10 страницRecent Advances in Repair and Rehabilitation of RCC Structures With Non-Metallic Fibersphoenix261992Оценок пока нет
- Composite Materials Project: Tomescu Ioana-Claudia Fils Iii Amanat, Group 1Документ9 страницComposite Materials Project: Tomescu Ioana-Claudia Fils Iii Amanat, Group 1Ioana TomescuОценок пока нет
- Lateral Torsional Buckling of Recangular Frp-Reinforced High-Strength Concrete BeamsДокумент1 страницаLateral Torsional Buckling of Recangular Frp-Reinforced High-Strength Concrete BeamsMariwan MirОценок пока нет
- Syllabus: Texts and ReadingsДокумент4 страницыSyllabus: Texts and ReadingsMariwan MirОценок пока нет
- CB MMF5421Документ6 страницCB MMF5421Mariwan MirОценок пока нет
- Creep of ConcreteДокумент20 страницCreep of ConcreteMariwan Mir100% (1)
- Lateral Torsional Buckling of Reinforced Concrete Beams: ReferencesДокумент1 страницаLateral Torsional Buckling of Reinforced Concrete Beams: ReferencesMariwan MirОценок пока нет
- Experimental Investigations On Impact Behavior of CFRP Cables Under PretensionДокумент10 страницExperimental Investigations On Impact Behavior of CFRP Cables Under PretensionMariwan MirОценок пока нет
- Mix DesignДокумент32 страницыMix DesignMariwan MirОценок пока нет
- Academic Computing Question BankДокумент12 страницAcademic Computing Question BankMariwan MirОценок пока нет
- SU Email Account Form MariwanДокумент2 страницыSU Email Account Form MariwanMariwan MirОценок пока нет
- Shrinkage of ConcreteДокумент16 страницShrinkage of ConcreteMariwan Mir100% (1)
- 3 SoniaДокумент4 страницы3 SoniaMariwan MirОценок пока нет
- Gulaw Mzhda Mohammed: Faculty of EngineeringДокумент5 страницGulaw Mzhda Mohammed: Faculty of EngineeringMariwan MirОценок пока нет
- Ifu, F LF: Y UniversДокумент1 страницаIfu, F LF: Y UniversMariwan MirОценок пока нет
- CV SirwanДокумент2 страницыCV SirwanMariwan MirОценок пока нет
- SanaaДокумент3 страницыSanaaMariwan Mir100% (1)
- Curriculum Vitae: Working ExperienceДокумент3 страницыCurriculum Vitae: Working ExperienceMariwan MirОценок пока нет
- FeirushaДокумент3 страницыFeirushaMariwan MirОценок пока нет
- CV NooriДокумент4 страницыCV NooriMariwan MirОценок пока нет
- DR OmerДокумент12 страницDR OmerMariwan MirОценок пока нет
- Committee FENG.30!01!2017Документ1 страницаCommittee FENG.30!01!2017Mariwan MirОценок пока нет
- U L: Ru, Ifr. ?, - , / Y: UniversДокумент1 страницаU L: Ru, Ifr. ?, - , / Y: UniversMariwan MirОценок пока нет
- Committee FENG.16!05!2017Документ1 страницаCommittee FENG.16!05!2017Mariwan MirОценок пока нет
- Committee FENG.02!07!2017Документ1 страницаCommittee FENG.02!07!2017Mariwan MirОценок пока нет
- Committee FENG.20!06!2017Документ1 страницаCommittee FENG.20!06!2017Mariwan MirОценок пока нет
- 11.3.1 Some Special CasesДокумент10 страниц11.3.1 Some Special CasesSiddharth KishanОценок пока нет
- Victor 2Документ30 страницVictor 2EmmanuelОценок пока нет
- Sla At&tДокумент2 страницыSla At&tCésar Lainez Lozada TorattoОценок пока нет
- Dating Apps MДокумент2 страницыDating Apps Mtuanhmt040604Оценок пока нет
- Volvo BL 71 ManualДокумент280 страницVolvo BL 71 ManualAlberto G.D.100% (2)
- Sample Learning Module As PatternДокумент23 страницыSample Learning Module As PatternWilliam BulliganОценок пока нет
- China Training WCDMA 06-06Документ128 страницChina Training WCDMA 06-06ryanz2009Оценок пока нет
- Case Study - Suprema CarsДокумент5 страницCase Study - Suprema CarsALFONSO PATRICIO GUERRA CARVAJALОценок пока нет
- Institutional Group Agencies For EducationДокумент22 страницыInstitutional Group Agencies For EducationGlory Aroma100% (1)
- Wealth and Poverty in The Book of Proverbs PDFДокумент133 страницыWealth and Poverty in The Book of Proverbs PDFMaahes Cultural Library100% (1)
- Is 2 - 2000 Rules For Rounded Off For Numericals PDFДокумент18 страницIs 2 - 2000 Rules For Rounded Off For Numericals PDFbala subramanyamОценок пока нет
- Vitamins - CyanocobalaminДокумент12 страницVitamins - CyanocobalaminK PrashasthaОценок пока нет
- Session 1Документ18 страницSession 1Akash GuptaОценок пока нет
- EMD Question Bank II 2Документ4 страницыEMD Question Bank II 2Soham MisalОценок пока нет
- VRPIN 01843 PsychiatricReportDrivers 1112 WEBДокумент2 страницыVRPIN 01843 PsychiatricReportDrivers 1112 WEBeverlord123Оценок пока нет
- Job Satisfaction VariableДокумент2 страницыJob Satisfaction VariableAnagha Pawar - 34Оценок пока нет
- FMEA Minus The PainДокумент7 страницFMEA Minus The PainMUNISОценок пока нет
- Lesson 1 3 Transes in Reading in Philippine HistoryДокумент17 страницLesson 1 3 Transes in Reading in Philippine HistoryNAPHTALI WILLIAMS GOОценок пока нет
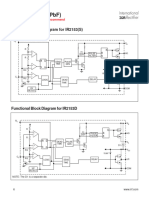
- IR2153 Parte6Документ1 страницаIR2153 Parte6FRANK NIELE DE OLIVEIRAОценок пока нет
- Introduction CompilerДокумент47 страницIntroduction CompilerHarshit SinghОценок пока нет
- Data MiningДокумент28 страницData MiningGURUPADA PATIОценок пока нет
- 18-MCE-49 Lab Session 01Документ5 страниц18-MCE-49 Lab Session 01Waqar IbrahimОценок пока нет
- Debate ReportДокумент15 страницDebate Reportapi-435309716Оценок пока нет
- Csir Life Sciences Fresh Instant NotesДокумент4 страницыCsir Life Sciences Fresh Instant NotesAlps Ana33% (3)
- 2500 Valve BrochureДокумент12 страниц2500 Valve BrochureJurie_sk3608Оценок пока нет
- LP32HS User Manual v1Документ52 страницыLP32HS User Manual v1tonizx7rrОценок пока нет
- Applying For A Job: Pre-ReadingДокумент5 страницApplying For A Job: Pre-ReadingDianitta MaciasОценок пока нет
- SPC FD 00 G00 Part 03 of 12 Division 06 07Документ236 страницSPC FD 00 G00 Part 03 of 12 Division 06 07marco.w.orascomОценок пока нет
- Python in Hidrology BookДокумент153 страницыPython in Hidrology BookJuan david Gonzalez vasquez100% (1)
- Soft Skills & Personality DevelopmentДокумент62 страницыSoft Skills & Personality DevelopmentSajid PashaОценок пока нет