Вам также может понравиться
- Reader's Digest (November 2021)Документ172 страницыReader's Digest (November 2021)Sha MohebОценок пока нет
- HenyaДокумент6 страницHenyaKunnithi Sameunjai100% (1)
- Flexible Manufacturing SystemsДокумент40 страницFlexible Manufacturing SystemsHanoz Patel100% (1)
- Inside Animator PDFДокумент484 страницыInside Animator PDFdonkey slapОценок пока нет
- M8-2 - Train The Estimation ModelДокумент10 страницM8-2 - Train The Estimation ModelJuan MolinaОценок пока нет
- SCA ALKO Case Study ReportДокумент4 страницыSCA ALKO Case Study ReportRavidas KRОценок пока нет
- Trading As A BusinessДокумент169 страницTrading As A Businesspetefader100% (1)
- Udaan: Under The Guidance of Prof - Viswanathan Venkateswaran Submitted By, Benila PaulДокумент22 страницыUdaan: Under The Guidance of Prof - Viswanathan Venkateswaran Submitted By, Benila PaulBenila Paul100% (2)
- Top Malls in Chennai CityДокумент8 страницTop Malls in Chennai CityNavin ChandarОценок пока нет
- FMS is a computer controlled manufacturing systemДокумент14 страницFMS is a computer controlled manufacturing systemShashank ShastriОценок пока нет
- Cim Module3 FmsДокумент15 страницCim Module3 FmsShashank ShastriОценок пока нет
- Flexible Manufacturing System: Click To Add TextДокумент46 страницFlexible Manufacturing System: Click To Add Textpranav sharmaОценок пока нет
- Chapter 19 Explains Flexible Manufacturing Cells and SystemsДокумент60 страницChapter 19 Explains Flexible Manufacturing Cells and Systemsgnanamanola sОценок пока нет
- Unit-1 Flexible Manufacturing SystemsДокумент20 страницUnit-1 Flexible Manufacturing SystemsAVINASHОценок пока нет
- CH 1 - Introduction To FMS-MNFGДокумент47 страницCH 1 - Introduction To FMS-MNFGAshenafi DressОценок пока нет
- Chapter 4 Flexible - Manufacturing - SystemsДокумент24 страницыChapter 4 Flexible - Manufacturing - SystemsDeltaKill 112Оценок пока нет
- Flexible Manufacturing Systems and Quantitative Anlysis of Flexible Manufacturing SystemsДокумент9 страницFlexible Manufacturing Systems and Quantitative Anlysis of Flexible Manufacturing SystemsBagya GaneshОценок пока нет
- CAD/CAM/CIM Flexible Manufacturing SystemsДокумент32 страницыCAD/CAM/CIM Flexible Manufacturing SystemsBizuayehu TadesseОценок пока нет
- Final PPT Fms and CimoldДокумент69 страницFinal PPT Fms and CimoldNaveen PinnakaОценок пока нет
- 14 - 15. Modul 11 Flexible Manufacturing SystemДокумент68 страниц14 - 15. Modul 11 Flexible Manufacturing SystemFakhar Windratama100% (1)
- Flexible Manufacturing System A Modern Approach To Manufacturing TechnologyДокумент8 страницFlexible Manufacturing System A Modern Approach To Manufacturing TechnologySid BramhankarОценок пока нет
- FMS Automation for Small-Batch ManufacturingДокумент9 страницFMS Automation for Small-Batch Manufacturingmanjeet_virkОценок пока нет
- Submitted By: Chithralekha R S4 Mba CETДокумент45 страницSubmitted By: Chithralekha R S4 Mba CETAnish VijayОценок пока нет
- Flexible Manufacturing SystemДокумент10 страницFlexible Manufacturing SystemVivek PatelОценок пока нет
- Flexible Manufacturing SystemДокумент5 страницFlexible Manufacturing SystemanurajОценок пока нет
- Index: Sr. No. Subject Page NoДокумент20 страницIndex: Sr. No. Subject Page NoNadeem TadviОценок пока нет
- Selection of Manufacturing Systems For Different Manufacturing ScenariosДокумент6 страницSelection of Manufacturing Systems For Different Manufacturing ScenariosAnonymous GRuCUCrMXvОценок пока нет
- Unit-5: Cellular Manufacturing and Flexible Manufacturing System (FMS)Документ74 страницыUnit-5: Cellular Manufacturing and Flexible Manufacturing System (FMS)akash akОценок пока нет
- Elements, Components, Layout ConfigurationДокумент5 страницElements, Components, Layout ConfigurationMURTHY RAJОценок пока нет
- FMSДокумент6 страницFMS21UME003 TUSHAR DEBОценок пока нет
- 4 Flexible Manufacturing System FMSДокумент56 страниц4 Flexible Manufacturing System FMSmax hopusОценок пока нет
- FMS NotesДокумент23 страницыFMS NotesjackОценок пока нет
- EMM 508 Flexible Manufacturing SystemДокумент60 страницEMM 508 Flexible Manufacturing SystemKEVIN MUTURIОценок пока нет
- Flexible Manufacturing Systems GuideДокумент60 страницFlexible Manufacturing Systems GuideKajal MishraОценок пока нет
- Flexible and Agile Manufacturing SystemДокумент49 страницFlexible and Agile Manufacturing SystemSakshi SinghОценок пока нет
- FMS Ans Key PDFДокумент7 страницFMS Ans Key PDFPrakash MОценок пока нет
- "Flexible Manufacturing System": Department of Mechanical EngineeringДокумент32 страницы"Flexible Manufacturing System": Department of Mechanical EngineeringGoutham ReddyОценок пока нет
- Acknowledgement: Mrs - Maneet Kaur, LimДокумент21 страницаAcknowledgement: Mrs - Maneet Kaur, LimKhalid ShahОценок пока нет
- FMS Case StudyДокумент41 страницаFMS Case StudyAdhavanОценок пока нет
- Ready in 2003Документ7 страницReady in 2003vaibhav dhandeОценок пока нет
- Types of Manufacturing SystemsДокумент7 страницTypes of Manufacturing SystemsrsdeshmukhОценок пока нет
- Aneling JobsjopДокумент12 страницAneling JobsjopDzulhia ArdiatyОценок пока нет
- Lecture Notes On Flexible Manufacturing System (ETMT-428)Документ40 страницLecture Notes On Flexible Manufacturing System (ETMT-428)Deepak Kumar100% (1)
- Programmable Machine Tools Connected by Automated Material HandlingДокумент33 страницыProgrammable Machine Tools Connected by Automated Material HandlingPritesh MannОценок пока нет
- Flexible Manufacturing Systems (F.M.S) : A WhitepaperДокумент61 страницаFlexible Manufacturing Systems (F.M.S) : A WhitepaperLuptonga100% (4)
- Unit VДокумент30 страницUnit VSai Syam RallabhandiОценок пока нет
- Flexible Manufacturing SystemsДокумент38 страницFlexible Manufacturing SystemsUsman AliОценок пока нет
- Flexible Manufacturing SystemsДокумент21 страницаFlexible Manufacturing SystemselkhawadОценок пока нет
- Flexible Manufacturing System (FMS)Документ96 страницFlexible Manufacturing System (FMS)Jignesh RohitОценок пока нет
- Flexible Manufacturing Systems: An OverviewДокумент72 страницыFlexible Manufacturing Systems: An OverviewAnand AОценок пока нет
- Flexible Manufacturing Systems (FMS)Документ30 страницFlexible Manufacturing Systems (FMS)waqasalitunio100% (2)
- Manufacturing SystemДокумент60 страницManufacturing Systemkbragkiros75Оценок пока нет
- Performance Analysis of A Flexible Manufacturing SДокумент6 страницPerformance Analysis of A Flexible Manufacturing SAbhijeet desavaleОценок пока нет
- Golandaz Nazim HasanДокумент15 страницGolandaz Nazim HasanArshad KhanОценок пока нет
- Flexible Manufacturing SystemsДокумент21 страницаFlexible Manufacturing SystemsPrabha KaranОценок пока нет
- FQ Flexible Manufacturing Systems FMSДокумент30 страницFQ Flexible Manufacturing Systems FMSSasiKumar PetchiappanОценок пока нет
- Background On Flexible Manufacturing SystemДокумент4 страницыBackground On Flexible Manufacturing SystemRahapradОценок пока нет
- Flexible Manufacturing Systems (FMS) : A Review: Manu. G, Vijay Kumar. M, Nagesh. H, Jagadeesh. D & Gowtham. M. BДокумент14 страницFlexible Manufacturing Systems (FMS) : A Review: Manu. G, Vijay Kumar. M, Nagesh. H, Jagadeesh. D & Gowtham. M. BTJPRC PublicationsОценок пока нет
- Flexible Manufacturing System Seminar ReportДокумент18 страницFlexible Manufacturing System Seminar ReportPranav Pandey0% (1)
- Advantages: 1.3 Basic Components of FmsДокумент4 страницыAdvantages: 1.3 Basic Components of FmsBoy LiverpoolОценок пока нет
- Flexible Manufacturing System (FMS) 1Документ30 страницFlexible Manufacturing System (FMS) 1Akatew Haile MebrahtuОценок пока нет
- Introduction To Production Systems: Prof. Sayak RoychowdhuryДокумент21 страницаIntroduction To Production Systems: Prof. Sayak Roychowdhurybrahma2deen2chaudharОценок пока нет
- Introduction to Mechatronics SystemsДокумент5 страницIntroduction to Mechatronics Systemsroyal1979Оценок пока нет
- FMS Guide - How Flexible Manufacturing Systems WorkДокумент30 страницFMS Guide - How Flexible Manufacturing Systems WorksuffianosОценок пока нет
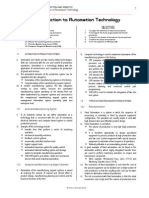
- Intro to Automation TechДокумент7 страницIntro to Automation Techryanmizi27Оценок пока нет
- Module 4Документ36 страницModule 4yashpalsingh80726Оценок пока нет
- AgentScope: A Flexible Yet Robust Multi-Agent PlatformДокумент24 страницыAgentScope: A Flexible Yet Robust Multi-Agent PlatformRijalОценок пока нет
- Phys101 CS Mid Sem 16 - 17Документ1 страницаPhys101 CS Mid Sem 16 - 17Nicole EchezonaОценок пока нет
- всё необходимое для изучения английского языкаДокумент9 страницвсё необходимое для изучения английского языкаNikita Chernyak100% (1)
- Pradhan Mantri Gramin Digital Saksharta Abhiyan (PMGDISHA) Digital Literacy Programme For Rural CitizensДокумент2 страницыPradhan Mantri Gramin Digital Saksharta Abhiyan (PMGDISHA) Digital Literacy Programme For Rural Citizenssairam namakkalОценок пока нет
- Federal Complaint of Molotov Cocktail Construction at Austin ProtestДокумент8 страницFederal Complaint of Molotov Cocktail Construction at Austin ProtestAnonymous Pb39klJОценок пока нет
- Data Sheet: Experiment 5: Factors Affecting Reaction RateДокумент4 страницыData Sheet: Experiment 5: Factors Affecting Reaction Ratesmuyet lêОценок пока нет
- Social Media Exposure and Its Perceived Impact On Students' Home-Based Tasks ProductivityДокумент9 страницSocial Media Exposure and Its Perceived Impact On Students' Home-Based Tasks ProductivityJewel PascuaОценок пока нет
- Reg FeeДокумент1 страницаReg FeeSikder MizanОценок пока нет
- Skuld List of CorrespondentДокумент351 страницаSkuld List of CorrespondentKASHANОценок пока нет
- Hindustan Motors Case StudyДокумент50 страницHindustan Motors Case Studyashitshekhar100% (4)
- Three-D Failure Criteria Based on Hoek-BrownДокумент5 страницThree-D Failure Criteria Based on Hoek-BrownLuis Alonso SAОценок пока нет
- Assignment 2 - Weather DerivativeДокумент8 страницAssignment 2 - Weather DerivativeBrow SimonОценок пока нет
- Katie Tiller ResumeДокумент4 страницыKatie Tiller Resumeapi-439032471Оценок пока нет
- Malware Reverse Engineering Part 1 Static AnalysisДокумент27 страницMalware Reverse Engineering Part 1 Static AnalysisBik AshОценок пока нет
- Java development user guide eclipse tutorialДокумент322 страницыJava development user guide eclipse tutorialVivek ParmarОценок пока нет
- Family Service and Progress Record: Daughter SeptemberДокумент29 страницFamily Service and Progress Record: Daughter SeptemberKathleen Kae Carmona TanОценок пока нет
- GATE ECE 2006 Actual PaperДокумент33 страницыGATE ECE 2006 Actual Paperkibrom atsbhaОценок пока нет
- Nama: Yetri Muliza Nim: 180101152 Bahasa Inggris V Reading Comprehension A. Read The Text Carefully and Answer The Questions! (40 Points)Документ3 страницыNama: Yetri Muliza Nim: 180101152 Bahasa Inggris V Reading Comprehension A. Read The Text Carefully and Answer The Questions! (40 Points)Yetri MulizaОценок пока нет
- JurnalДокумент9 страницJurnalClarisa Noveria Erika PutriОценок пока нет
- Wi FiДокумент22 страницыWi FiDaljeet Singh MottonОценок пока нет
- 4 Wheel ThunderДокумент9 страниц4 Wheel ThunderOlga Lucia Zapata SavaresseОценок пока нет
- Google Dorks For PentestingДокумент11 страницGoogle Dorks For PentestingClara Elizabeth Ochoa VicenteОценок пока нет