Вам также может понравиться
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- How To Make Simple Solutions and Dilutions: Unit DefinitionsДокумент5 страницHow To Make Simple Solutions and Dilutions: Unit DefinitionsRohan Walking TallОценок пока нет
- Dengue Patho 1Документ18 страницDengue Patho 1Rohan Walking TallОценок пока нет
- Regulation of Gene Expression in EukaryotesДокумент30 страницRegulation of Gene Expression in EukaryotesRohan Walking TallОценок пока нет
- Equivalents and NormalityДокумент9 страницEquivalents and NormalityRohan Walking Tall100% (1)
- EthanolДокумент8 страницEthanolRohan Walking TallОценок пока нет
- Tcid 50Документ10 страницTcid 50Rohan Walking Tall100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Quality Dossier of Asmatab TabletДокумент16 страницQuality Dossier of Asmatab TabletShagorShagor100% (1)
- Shear Friction MattockДокумент10 страницShear Friction MattockSisina Anish100% (1)
- Nylaflow Nylatron 2006Документ4 страницыNylaflow Nylatron 2006Miguel GradeОценок пока нет
- BE3942R15Документ26 страницBE3942R15hrabiecОценок пока нет
- The Origin of The UniverseДокумент7 страницThe Origin of The UniverseEve Lyn RemedioОценок пока нет
- ABS Polar Ice Class Ship Structure DesignДокумент48 страницABS Polar Ice Class Ship Structure Designronny-suОценок пока нет
- Steel Pipes and Tubes For Pressure Purposes: Carbon and Carbon Manganese Steel With Specified Elevated Temperature PropertiesДокумент24 страницыSteel Pipes and Tubes For Pressure Purposes: Carbon and Carbon Manganese Steel With Specified Elevated Temperature PropertiessyakirohОценок пока нет
- ISO 01385-1-1977 ScanДокумент4 страницыISO 01385-1-1977 ScanVedpal Singh ChoudharyОценок пока нет
- Mfhpb07 Eng ListeriaДокумент12 страницMfhpb07 Eng ListeriaMarce LopezОценок пока нет
- Etp ManualДокумент35 страницEtp ManualAtul Sharma100% (3)
- Dirac Notation PM r4Документ19 страницDirac Notation PM r4Andrea BucciОценок пока нет
- HDPE MSDS English V1.1Документ7 страницHDPE MSDS English V1.1Pradika WibowoОценок пока нет
- Composite SectionsДокумент14 страницComposite Sectionsbemd_ali6990Оценок пока нет
- Diatoms Diversity in Pune Fresh Water Bodies: Mula, Mutha and PashanДокумент5 страницDiatoms Diversity in Pune Fresh Water Bodies: Mula, Mutha and PashanhgaonkarОценок пока нет
- Calcium Silicate Block and Pipe Thermal Insulation: Standard Specification ForДокумент4 страницыCalcium Silicate Block and Pipe Thermal Insulation: Standard Specification ForNour MasmoudiОценок пока нет
- NF6.1FX.2 Standard Compressor R134a 115-127V 60Hz: GeneralДокумент2 страницыNF6.1FX.2 Standard Compressor R134a 115-127V 60Hz: Generalwilmer cantilloОценок пока нет
- Measurement of Biodiesel Concentration in A Diesel Oil MixtureДокумент4 страницыMeasurement of Biodiesel Concentration in A Diesel Oil MixtureFredy Akenaton ArroyoОценок пока нет
- Unit 6 - Fire Investigation: IFE Level 4 Certificate in Fire Safety and Fire ScienceДокумент4 страницыUnit 6 - Fire Investigation: IFE Level 4 Certificate in Fire Safety and Fire ScienceDebayanbasu.juОценок пока нет
- Sellos HalliteДокумент2 страницыSellos HalliteArquimedes PerezОценок пока нет
- D. Types of Tests On SandДокумент9 страницD. Types of Tests On SandSandeepОценок пока нет
- Chem 40.1 Msds Exer 6Документ7 страницChem 40.1 Msds Exer 6Angela Sietereales RamosОценок пока нет
- The Students/pupils in The Long Run and On Their Own Will Be Able ToДокумент23 страницыThe Students/pupils in The Long Run and On Their Own Will Be Able ToMagdalena BianesОценок пока нет
- Practical No 10Документ4 страницыPractical No 10Muhammad JahanzaibОценок пока нет
- Oil & Gas Academy Petroleum Schools BrochureДокумент54 страницыOil & Gas Academy Petroleum Schools BrochureOilGasAcademy80% (15)
- Plastic Waste Into FuelДокумент13 страницPlastic Waste Into FuelArul RajОценок пока нет
- Aluminio Por AcidoДокумент7 страницAluminio Por AcidojackyОценок пока нет
- Environment VocabularyДокумент5 страницEnvironment VocabularyJ Adrian HidrovoОценок пока нет
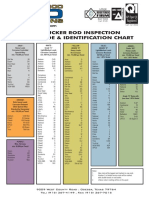
- Permian Rod Operations - Sucker Rod Identification Chart PDFДокумент1 страницаPermian Rod Operations - Sucker Rod Identification Chart PDFMinimaxou78Оценок пока нет
- Hempel Protective Infrastructure Corrosion Protection For Cargo Handling Equipment Low ResДокумент12 страницHempel Protective Infrastructure Corrosion Protection For Cargo Handling Equipment Low Reskamardheen majithОценок пока нет
- 2015 JC2 H2 Carboxylic Acids and Derivatives Part 1 Tutorial (Teachers) UpdatedДокумент18 страниц2015 JC2 H2 Carboxylic Acids and Derivatives Part 1 Tutorial (Teachers) UpdatedJohnОценок пока нет