Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Manual H 001Документ87 страницManual H 001Joel Armando NoriegaОценок пока нет
- Deutz 165 MK3 Electrial 1Документ100 страницDeutz 165 MK3 Electrial 1chrideerОценок пока нет
- Floating power plants for decentralised power generationДокумент8 страницFloating power plants for decentralised power generationmardiradОценок пока нет
- Environmental Engineering Assignment ON Desalination of WaterДокумент17 страницEnvironmental Engineering Assignment ON Desalination of WaterAditya JalanОценок пока нет
- Project Report On Aluminium Dross Processing and Scrap Melting UnitДокумент8 страницProject Report On Aluminium Dross Processing and Scrap Melting UnitEIRI Board of Consultants and PublishersОценок пока нет
- Olefins Production PDFДокумент64 страницыOlefins Production PDFAnonymous 0zrCNQОценок пока нет
- Method Statement for Painting Concrete SurfacesДокумент5 страницMethod Statement for Painting Concrete Surfacesxxx100% (2)
- Disperse Dyes Used Polyester DyeingДокумент23 страницыDisperse Dyes Used Polyester DyeingPratik Minj100% (3)
- DALI ManualДокумент93 страницыDALI ManualtichvraОценок пока нет
- High Rise Structural Systems: Presented byДокумент35 страницHigh Rise Structural Systems: Presented byvidi herdianaОценок пока нет
- Knife Edges and PivotsДокумент8 страницKnife Edges and PivotsYineth100% (3)
- CathodicProtection Advance[BROCHURE]Документ11 страницCathodicProtection Advance[BROCHURE]usamaОценок пока нет
- SPM AssignmentДокумент16 страницSPM AssignmentusamaОценок пока нет
- Jawad Shah Gooogle Ads Lecture - 1Документ1 страницаJawad Shah Gooogle Ads Lecture - 1usamaОценок пока нет
- NMR Lectures (Dr. G. B. Shah)(1)Документ40 страницNMR Lectures (Dr. G. B. Shah)(1)usamaОценок пока нет
- CamScanner Scanned Document PagesДокумент14 страницCamScanner Scanned Document PagesusamaОценок пока нет
- Exercícios CallisterДокумент66 страницExercícios CallistermicrovilosidadesОценок пока нет
- Assignement N 3Документ2 страницыAssignement N 3usamaОценок пока нет
- Exercícios CallisterДокумент66 страницExercícios CallistermicrovilosidadesОценок пока нет
- Chapter-2 Sample Preparation AND TechniquesДокумент24 страницыChapter-2 Sample Preparation AND TechniquesusamaОценок пока нет
- GeneralДокумент7 страницGeneralSaad Javaid SiddiqueОценок пока нет
- Superalloys 2004 617 622Документ6 страницSuperalloys 2004 617 622usamaОценок пока нет
- Magnetorheological Fluids: Dr. Mohammad TawfikДокумент16 страницMagnetorheological Fluids: Dr. Mohammad TawfikusamaОценок пока нет
- Characteristics and Working of Half Wave RectifierДокумент2 страницыCharacteristics and Working of Half Wave RectifierusamaОценок пока нет
- Research Paper On The Improvement of Sedimentation in MR Fluids.Документ10 страницResearch Paper On The Improvement of Sedimentation in MR Fluids.usamaОценок пока нет
- 1-XRAY Diffraction Combined NewДокумент9 страниц1-XRAY Diffraction Combined NewsalmanОценок пока нет
- Development of A Phase Change Material PCM Based Thermal SwitchДокумент7 страницDevelopment of A Phase Change Material PCM Based Thermal SwitchusamaОценок пока нет
- Bad News Letter: Presented By: Abdul Wajid Nazeer (09) & Faheem AhmedДокумент11 страницBad News Letter: Presented By: Abdul Wajid Nazeer (09) & Faheem AhmedusamaОценок пока нет
- Nupla 2007 CatalogДокумент60 страницNupla 2007 Catalogdonnal47Оценок пока нет
- Method statement for box culvert constructionДокумент10 страницMethod statement for box culvert constructionTAMILОценок пока нет
- PosterДокумент3 страницыPosterRahul NambiarОценок пока нет
- Semi-Structural Surfacings Provide Flexible Top LayersДокумент2 страницыSemi-Structural Surfacings Provide Flexible Top Layersgimanu100% (1)
- Project TopicsДокумент16 страницProject TopicsVasu VermaОценок пока нет
- Chapter 21 22 - Chemical Reactions Balancing Chemical EquationsДокумент34 страницыChapter 21 22 - Chemical Reactions Balancing Chemical EquationsAlwielland BelloОценок пока нет
- Astm A513 PDFДокумент3 страницыAstm A513 PDFgaminОценок пока нет
- 7 9layerblownfilmlinesДокумент6 страниц7 9layerblownfilmlinesductoan32Оценок пока нет
- MS5002EДокумент8 страницMS5002EMatt AgonyaОценок пока нет
- Authorised Examiners Lifting EquipmentДокумент13 страницAuthorised Examiners Lifting EquipmentdunglxОценок пока нет
- Formula One - Technical Regulations - 2017Документ91 страницаFormula One - Technical Regulations - 2017antoniocdof1Оценок пока нет
- BM2312 004Документ30 страницBM2312 004julia.sacco.20Оценок пока нет
- EST120 Basiccivil&mechanical PDFДокумент12 страницEST120 Basiccivil&mechanical PDFlecim12450Оценок пока нет
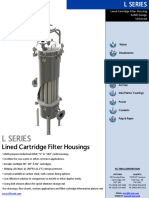
- L Series: Lined Cartridge Filter HousingsДокумент4 страницыL Series: Lined Cartridge Filter HousingsKailas NimbalkarОценок пока нет
- Water Histograms 18 Dec 2003Документ60 страницWater Histograms 18 Dec 2003John BarryОценок пока нет
- Simlpe Oscillating Steam MachineДокумент2 страницыSimlpe Oscillating Steam Machinehamzah40Оценок пока нет
- Katalog Square Tube PipeДокумент1 страницаKatalog Square Tube PipeAgoesPermana100% (1)
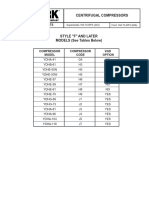
- Renewal Parts - YK Mod F and Later HA-HB-HE-HG - G, H & J Series CompressorsДокумент112 страницRenewal Parts - YK Mod F and Later HA-HB-HE-HG - G, H & J Series CompressorsKannan KrishnamoorthyОценок пока нет
- Automatic Paint Spraying With Conveyor SystemДокумент3 страницыAutomatic Paint Spraying With Conveyor Systemieee4mybusinessonlyОценок пока нет




















































![CathodicProtection Advance[BROCHURE]](https://imgv2-1-f.scribdassets.com/img/document/722459226/149x198/d6c1d40aca/1712944243?v=1)