Вам также может понравиться
- Analysis of Buildings For Gravity LoadsДокумент10 страницAnalysis of Buildings For Gravity LoadsPrashant SunagarОценок пока нет
- SCIENCE 4 PPT Q3 - Interactive Quiz - Heat, Light, SoundДокумент50 страницSCIENCE 4 PPT Q3 - Interactive Quiz - Heat, Light, SoundRe ChelОценок пока нет
- Reinforced Concrete Sample Problems PDFДокумент5 страницReinforced Concrete Sample Problems PDFSevy100% (4)
- Sample Assignment of Prestressed Concrete DesignДокумент21 страницаSample Assignment of Prestressed Concrete DesignjrmmansayonОценок пока нет
- Design of RCC Post-Tensioned Flat SlabsДокумент6 страницDesign of RCC Post-Tensioned Flat SlabsjayadushОценок пока нет
- Prestress Lecture NotesfsfsfsДокумент153 страницыPrestress Lecture NotesfsfsfsAlzhammer ManupacОценок пока нет
- Prestressed Concrete Naaman PDFДокумент1 108 страницPrestressed Concrete Naaman PDFCamille G67% (12)
- 29 Presentation On Flat SlabsДокумент16 страниц29 Presentation On Flat SlabsnaniОценок пока нет
- Chapter6 Development LengthДокумент13 страницChapter6 Development LengthYo Fangirls100% (1)
- Prestressed Concrete Design and AnalysisДокумент154 страницыPrestressed Concrete Design and AnalysisjohnnОценок пока нет
- Soil Mechanics I.handoutДокумент114 страницSoil Mechanics I.handoutZeleke Taimu100% (1)
- Pre Stressed PDFДокумент36 страницPre Stressed PDFmark dominicОценок пока нет
- Calculate Max Moment Without Tension in PSC BeamДокумент13 страницCalculate Max Moment Without Tension in PSC BeampatriciaОценок пока нет
- Prestressed ConcreteДокумент32 страницыPrestressed ConcretejaffnaОценок пока нет
- GRFCДокумент16 страницGRFCMako MohamedОценок пока нет
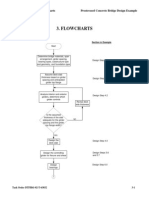
- Design Flowcharts for Prestressed Concrete BridgeДокумент30 страницDesign Flowcharts for Prestressed Concrete BridgeNamelezz ShadowwОценок пока нет
- Pre Stressed Concrete Solved ProblemsДокумент17 страницPre Stressed Concrete Solved ProblemsJefferson T. Ignacio75% (28)
- PrestressedДокумент47 страницPrestressedgetznisar100% (3)
- Module 3 Prestressed Concrete DesignДокумент17 страницModule 3 Prestressed Concrete DesignJoy lauria100% (1)
- Ce704 PrestressДокумент91 страницаCe704 PrestressNatarajan Saravanan50% (2)
- Car crushing hydraulic circuit analysisДокумент22 страницыCar crushing hydraulic circuit analysisphankhoa83100% (1)
- Losses of PrestressДокумент60 страницLosses of PrestressTulsi LakhaniОценок пока нет
- Analysis of Prestressed Concrete MembersДокумент14 страницAnalysis of Prestressed Concrete MembersSmita SinhaОценок пока нет
- Chapter 5-Prestressed Concrete DesignДокумент51 страницаChapter 5-Prestressed Concrete DesignAzrai AzizОценок пока нет
- Prestressed Concrete Design: A. Reference: NSCP 2015 and AASHTO 2007 (SI Edition) Philosophy of Prestressed ConcreteДокумент15 страницPrestressed Concrete Design: A. Reference: NSCP 2015 and AASHTO 2007 (SI Edition) Philosophy of Prestressed ConcreteJon SnowОценок пока нет
- Prestressed Concrete DesignДокумент11 страницPrestressed Concrete DesignMelchor Jaramilla Oronos100% (1)
- Everything Maths Grade 11 Trig GraphsДокумент3 страницыEverything Maths Grade 11 Trig GraphsAmyОценок пока нет
- Prestressed Concrete Example ProblemДокумент76 страницPrestressed Concrete Example ProblemXiaoman Tu90% (63)
- BCT573 IBS PSC Design CourseДокумент17 страницBCT573 IBS PSC Design Coursesharifah atiqahОценок пока нет
- Reinforced and Prestressed Concrete 3rd-Edition PDFДокумент524 страницыReinforced and Prestressed Concrete 3rd-Edition PDFfrog1589% (9)
- Introduction To Prestressed Concrete StructuresДокумент55 страницIntroduction To Prestressed Concrete StructuresS Praveenkumar100% (1)
- 4 - Prestressed ConcreteДокумент12 страниц4 - Prestressed ConcreteIsaac Jeb100% (1)
- Chapter 1 Introduction To PrestressingДокумент22 страницыChapter 1 Introduction To PrestressingJoena LindaОценок пока нет
- Reinforced Concrete Buildings: Behavior and DesignОт EverandReinforced Concrete Buildings: Behavior and DesignРейтинг: 5 из 5 звезд5/5 (1)
- Chapter 5 - Prestressed DesignДокумент35 страницChapter 5 - Prestressed DesignHusnina FakhiraОценок пока нет
- Circular PrestressingДокумент18 страницCircular Prestressingbemd_ali69900% (1)
- Prestressed ConcreteДокумент14 страницPrestressed ConcretekomalОценок пока нет
- Prestressing Concrete TerminologyДокумент5 страницPrestressing Concrete TerminologyNeha Lakhwan0% (1)
- Kathrein 80010761Документ2 страницыKathrein 80010761Sego Megono100% (1)
- Composite SectionsДокумент14 страницComposite Sectionsbemd_ali6990Оценок пока нет
- Prestressed Concrete Design Lecture NotesДокумент52 страницыPrestressed Concrete Design Lecture NotesChristopher John Natividad100% (1)
- Methods For Inelastic Analysis of BridgesДокумент44 страницыMethods For Inelastic Analysis of BridgesPrijeSamZnaoCitatiОценок пока нет
- CE2404 Pre Stressed Concrete StructuresДокумент149 страницCE2404 Pre Stressed Concrete StructuresPrantik Adhar Samanta100% (1)
- Deflection Due To PrestressДокумент85 страницDeflection Due To PrestresscamilleОценок пока нет
- ZKG IndiaДокумент36 страницZKG Indiajoe_kudo0% (1)
- C4ce01 Pre Stressed ConcreteДокумент12 страницC4ce01 Pre Stressed Concretebhkedar75% (4)
- NR 410110 Prestressed ConcreteДокумент8 страницNR 410110 Prestressed ConcreteSrinivasa Rao G100% (2)
- Advantages and Disadvantages of Prestressed ConcreteДокумент19 страницAdvantages and Disadvantages of Prestressed Concretebhargav reddyОценок пока нет
- Design of Concrete Structures - I Question PaperДокумент3 страницыDesign of Concrete Structures - I Question PaperSourav Sil50% (2)
- Elastic ShorteningДокумент12 страницElastic Shorteningo100% (1)
- Unit 2Документ59 страницUnit 2P S HARSHITAОценок пока нет
- Prestress Concrete (24-30)Документ33 страницыPrestress Concrete (24-30)Prantik Adhar SamantaОценок пока нет
- Prestressed ConcreteДокумент36 страницPrestressed ConcreterusskillerОценок пока нет
- Shear and Diagonal TensionДокумент21 страницаShear and Diagonal TensionJohnvirgo Corpuz0% (1)
- Introduction To Prestressed Concrete PDFДокумент15 страницIntroduction To Prestressed Concrete PDFMel Bonjoc SecretariaОценок пока нет
- Introduction To Prestressed ConcreteДокумент15 страницIntroduction To Prestressed ConcreteMel Bonjoc SecretariaОценок пока нет
- Prestressed Concrete Design Prestressed Concrete Design: CBDG Design Guide CBDG Design GuideДокумент6 страницPrestressed Concrete Design Prestressed Concrete Design: CBDG Design Guide CBDG Design GuideKeith GarridoОценок пока нет
- 11assignment 3journal On Prestressed Concrete 2Документ7 страниц11assignment 3journal On Prestressed Concrete 2ARITRA CHAKRABORTYОценок пока нет
- Unit 1 Introduction - Theory and BehaviourДокумент68 страницUnit 1 Introduction - Theory and Behavioursanthiamutha0% (1)
- Theory of prestressed concreteДокумент21 страницаTheory of prestressed concreteManasAroraОценок пока нет
- Prestressed ConcreteДокумент27 страницPrestressed Concreteyogendra shahОценок пока нет
- RC Iii C-4Документ45 страницRC Iii C-4daniel workuОценок пока нет
- Introduction to Prestressed Concrete BasicsДокумент84 страницыIntroduction to Prestressed Concrete BasicsArhamОценок пока нет
- 2005-Uniaxially Stress-strain Relationship of Spirally Confined ConcreteДокумент9 страниц2005-Uniaxially Stress-strain Relationship of Spirally Confined Concretenedim.halebic1Оценок пока нет
- Numerical Solutions of The Integral Equations of The First KindДокумент8 страницNumerical Solutions of The Integral Equations of The First KindRashed2010100% (1)
- EC3-611 Rack Controller and ECD-000 Display UnitДокумент8 страницEC3-611 Rack Controller and ECD-000 Display UnitMaria DazaОценок пока нет
- Flywheels May SulatДокумент3 страницыFlywheels May SulatRonnieОценок пока нет
- Assignment 4 - Written Component: Math 100 - Fall 2021 Due: Tuesday, October 5 at 11:59 PMДокумент2 страницыAssignment 4 - Written Component: Math 100 - Fall 2021 Due: Tuesday, October 5 at 11:59 PMameernot77Оценок пока нет
- M.Tech M 2016Документ133 страницыM.Tech M 2016Priya ApteОценок пока нет
- 3b4b4f16ac0bcdb8c58665b05a018b4dДокумент8 страниц3b4b4f16ac0bcdb8c58665b05a018b4dWicttor SantosОценок пока нет
- MODEL QUESTIONS (Lasers and Optical Fibers) Oct-2023Документ2 страницыMODEL QUESTIONS (Lasers and Optical Fibers) Oct-2023shettysohan79Оценок пока нет
- PGZ Schwenken EnglДокумент36 страницPGZ Schwenken EngljonОценок пока нет
- Mekanika Tanah I: Dr. Ir. Ahmad RIFA'I, M.T. Bagian - 1Документ21 страницаMekanika Tanah I: Dr. Ir. Ahmad RIFA'I, M.T. Bagian - 1GregoriusTimothyОценок пока нет
- Introduction To Logic (Worrall, J)Документ267 страницIntroduction To Logic (Worrall, J)Cindy Leung100% (1)
- Anpsn11 PLGR TutorialДокумент58 страницAnpsn11 PLGR TutorialMark Cheney100% (1)
- Arduino Modules L298N Dual H Bridge Motor ControllДокумент7 страницArduino Modules L298N Dual H Bridge Motor ControllMarius DanilaОценок пока нет
- Charging Processes ExplainedДокумент4 страницыCharging Processes ExplainedMa'am Joana Joy PalomaresОценок пока нет
- Introduction to Soil Moduli & Stress-Strain BehaviorДокумент45 страницIntroduction to Soil Moduli & Stress-Strain BehaviorYassin Abd El AalОценок пока нет
- Grade 4Документ6 страницGrade 4Kimberly SalvadorОценок пока нет
- Circle TheoryДокумент8 страницCircle Theoryapi-278074538100% (3)
- Aplicaciones Krohne PDFДокумент58 страницAplicaciones Krohne PDFcollegio101083Оценок пока нет
- Design and Implementation of Solar Tracking SystemДокумент5 страницDesign and Implementation of Solar Tracking SystemerpublicationОценок пока нет
- Turbidites and Foreland Basins An Apenninic PerspectiveДокумент6 страницTurbidites and Foreland Basins An Apenninic PerspectivekoloshrabeaaОценок пока нет
- Structures: Muhammad Zain, Muhammad Usman, Syed Hassan FarooqДокумент11 страницStructures: Muhammad Zain, Muhammad Usman, Syed Hassan FarooqDilum VRОценок пока нет
- Sludge Dewatering Tube Utilization - Palm Oil HunterДокумент7 страницSludge Dewatering Tube Utilization - Palm Oil Hunteruma shankar balakrishnanОценок пока нет
- CBSE Class 12 Chemistry Sample Paper-15: Material Downloaded From - 1 / 14Документ14 страницCBSE Class 12 Chemistry Sample Paper-15: Material Downloaded From - 1 / 14Allen Neal JonesОценок пока нет
- ST Johns School QuestionsДокумент3 страницыST Johns School QuestionsGOOGLE NETОценок пока нет