Вам также может понравиться
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
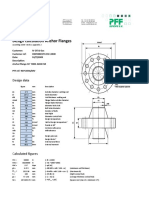
- Design Calculation Anchor Flange ASME VIII Div 1 App 2Документ4 страницыDesign Calculation Anchor Flange ASME VIII Div 1 App 2ibson045001256Оценок пока нет
- Tutorial On Flange Qualification Using CAEPIPE: GeneralДокумент20 страницTutorial On Flange Qualification Using CAEPIPE: Generalibson045001256Оценок пока нет
- F 1852 - 04 Hot Dip Zinc Not PermittedДокумент1 страницаF 1852 - 04 Hot Dip Zinc Not Permittedibson045001256Оценок пока нет
- Modeling Results Tutorial 2Документ96 страницModeling Results Tutorial 2ibson045001256Оценок пока нет
- F 1852 - 04 "Twist Off" Type Tension Control Structural BoltNutWasherДокумент8 страницF 1852 - 04 "Twist Off" Type Tension Control Structural BoltNutWasheribson045001256Оценок пока нет
- F 1852 - 04 "Twist Off" Type Tension Control Structural BoltNutWasherДокумент8 страницF 1852 - 04 "Twist Off" Type Tension Control Structural BoltNutWasheribson045001256Оценок пока нет
- CSP15 Welding Qualification Test ProcedureДокумент15 страницCSP15 Welding Qualification Test Procedureibson045001256Оценок пока нет
- Mechanical Engineering Drawing: 1 Semester 2005-2006Документ22 страницыMechanical Engineering Drawing: 1 Semester 2005-2006ibson045001256Оценок пока нет
- Welding Inspection: BS 499 Part 2 Course Reference WIS 5Документ11 страницWelding Inspection: BS 499 Part 2 Course Reference WIS 5ibson045001256Оценок пока нет
- CSP02 Progress Measurement FormatДокумент34 страницыCSP02 Progress Measurement Formatibson045001256100% (1)
- 2007 ASME Boiler & Pressure Vessel CodeДокумент6 страниц2007 ASME Boiler & Pressure Vessel Codeibson045001256Оценок пока нет
- CSP08 Surplus Material Returning Procedure PDFДокумент10 страницCSP08 Surplus Material Returning Procedure PDFibson045001256Оценок пока нет
- Pipe Dimensions Chart Rev Jan 2012Документ1 страницаPipe Dimensions Chart Rev Jan 2012snake13Оценок пока нет
- ASME A17.2-2001 Inspection of Elevators, Escalators and Movi PDFДокумент213 страницASME A17.2-2001 Inspection of Elevators, Escalators and Movi PDFibson045001256100% (1)
- ASME B16.44-1995 Manually Operated Metallic Gas ValvesДокумент33 страницыASME B16.44-1995 Manually Operated Metallic Gas Valvesibson045001256Оценок пока нет
- CSP04 Project Specific Procedure GuidelinesДокумент122 страницыCSP04 Project Specific Procedure Guidelinesibson045001256Оценок пока нет
- ASME 3977-2-2000 Gas Turbines - STD RefДокумент13 страницASME 3977-2-2000 Gas Turbines - STD Refibson045001256100% (2)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- TD180 - Iss A - Reversing The Direction of Movement of An EL Positioner - Visual GuideДокумент3 страницыTD180 - Iss A - Reversing The Direction of Movement of An EL Positioner - Visual Guidekali bangonОценок пока нет
- Gilson Test-Master® Testing Screens TM-5 & TM-6: Operating ManualДокумент21 страницаGilson Test-Master® Testing Screens TM-5 & TM-6: Operating ManualEduardo AcostaОценок пока нет
- Instruction Manual Project No. Date:: Dept. C7250Документ100 страницInstruction Manual Project No. Date:: Dept. C7250Иван ВласихинОценок пока нет
- 1967 6 EngДокумент15 страниц1967 6 EngTateОценок пока нет
- 1 A Adl AllДокумент36 страниц1 A Adl AllDenice CastroОценок пока нет
- Mosaico Configuration Data: Gearbox FДокумент9 страницMosaico Configuration Data: Gearbox FLuiz OrcatoОценок пока нет
- Original Instruction Manual: Parts ListДокумент26 страницOriginal Instruction Manual: Parts ListÖzten Elektrik Abdullah ÖztenОценок пока нет
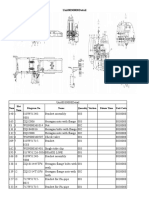
- Unit8030008Detail: Num Hot Num Diagram No. Name Quantity Vertion Disuse Time Unit CodeДокумент3 страницыUnit8030008Detail: Num Hot Num Diagram No. Name Quantity Vertion Disuse Time Unit CodeChen PeterОценок пока нет
- Tsi Metal Industries - FM ApprovalsДокумент2 страницыTsi Metal Industries - FM ApprovalsAntonijeОценок пока нет
- AEROI F2B-Parts 0930-038201Документ22 страницыAEROI F2B-Parts 0930-038201Jonah RagleОценок пока нет
- Rule of Thumb For Outrigger Support: The Answer Is Just "NO"Документ5 страницRule of Thumb For Outrigger Support: The Answer Is Just "NO"Abhishek S PillaiОценок пока нет
- Standard Model: 1/1 Full SizeДокумент4 страницыStandard Model: 1/1 Full SizeDuc Thang TranОценок пока нет
- Methods of Splicing Reinforced Bars: SearchДокумент12 страницMethods of Splicing Reinforced Bars: Searchvelmurug_balaОценок пока нет
- CE637A-Yield ConditionДокумент24 страницыCE637A-Yield ConditionSanchita PaulОценок пока нет
- D38 Shop ManualДокумент620 страницD38 Shop ManualNike ColeОценок пока нет
- Gewes. Customized Cardan ShaftsДокумент52 страницыGewes. Customized Cardan ShaftsAn OnymousОценок пока нет
- Fluid Machinery Problem SetДокумент4 страницыFluid Machinery Problem SetJohn Vincent EslaoОценок пока нет
- LX 1 Barrier 509032-1001 PDFДокумент34 страницыLX 1 Barrier 509032-1001 PDFArief DarmawanОценок пока нет
- TCM Forklift Fg35t8 Fd50t8 Parts ManualДокумент22 страницыTCM Forklift Fg35t8 Fd50t8 Parts Manualdalehunt130187qxo100% (119)
- S14587 - Weld PDFДокумент1 страницаS14587 - Weld PDFdeepan govindasamyОценок пока нет
- Static Pressure Calculation SheetДокумент24 страницыStatic Pressure Calculation SheetMuhammad ZubairОценок пока нет
- Product List Onetouch PDFДокумент5 страницProduct List Onetouch PDFGouse BujjiОценок пока нет
- Forklift 99739-3E110-09 - BRAKE SYSTEMДокумент62 страницыForklift 99739-3E110-09 - BRAKE SYSTEMJebrod100% (1)
- Thermo KingДокумент208 страницThermo KingMayki Flores López92% (12)
- Ritter m9 UltraclaveДокумент1 страницаRitter m9 Ultraclaveelectronico1000Оценок пока нет
- MW V.11 Full Line Global Catalog EnglishДокумент38 страницMW V.11 Full Line Global Catalog EnglishZélia OrnelasОценок пока нет
- Enviro Sbs Flyer Aug 17Документ2 страницыEnviro Sbs Flyer Aug 17Malik Muhammad Nasir UttraОценок пока нет
- Asme b16.9 LatestДокумент48 страницAsme b16.9 LatestDipak ZopeОценок пока нет
- Blair Multi-Rope Double-Drum Winder For South Deep Gold Mines (South Africa)Документ4 страницыBlair Multi-Rope Double-Drum Winder For South Deep Gold Mines (South Africa)Freddie FosterОценок пока нет
- Formwork Safety Checklist During ConstructionДокумент3 страницыFormwork Safety Checklist During Constructionテレブリコ ジェファーソンОценок пока нет