Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Cpa Bill Sample 2019 - WcagДокумент8 страницCpa Bill Sample 2019 - WcagAmina chahalОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- TESSCO Grounding Lightning at A GlanceДокумент7 страницTESSCO Grounding Lightning at A GlanceRepsaj NamilosОценок пока нет
- Job Safety Analysis (JSA)Документ8 страницJob Safety Analysis (JSA)Fauzan HardiОценок пока нет
- 36-775 Control of Plant Construction Repair and Maintenance Welding Activities (Rev 1)Документ22 страницы36-775 Control of Plant Construction Repair and Maintenance Welding Activities (Rev 1)Vinoth Rajendra100% (1)
- Chapter 3 TurbomachineДокумент60 страницChapter 3 TurbomachineMohd Soufian100% (1)
- T H MorayOscTubeДокумент9 страницT H MorayOscTuberocism01100% (1)
- Seminar Final ReportДокумент22 страницыSeminar Final ReportVasu Dev Vkm67% (6)
- Bungo Stray Dogs, Vol. 4 55 Minutes by Kafka Asagiri and Sango HarukawaДокумент221 страницаBungo Stray Dogs, Vol. 4 55 Minutes by Kafka Asagiri and Sango HarukawaEla Begüm Çam100% (3)
- Fly Ash Types and BenefitsДокумент31 страницаFly Ash Types and BenefitsEngr Nabeel Ahmad100% (2)
- Ed 00 (EN) PDFДокумент14 страницEd 00 (EN) PDFValentin draceaОценок пока нет
- Risk TrainingДокумент2 страницыRisk TrainingFauzan HardiОценок пока нет
- Risk Analysis Process / Step / Flow Chart Hazard Identification/ KENALPASTI HAZAD (Chemical) Risk Control / Kawalan Risiko (Eseap)Документ4 страницыRisk Analysis Process / Step / Flow Chart Hazard Identification/ KENALPASTI HAZAD (Chemical) Risk Control / Kawalan Risiko (Eseap)Fauzan HardiОценок пока нет
- AIMS (Air Selangor Integrated Management System) JD AttachmentДокумент2 страницыAIMS (Air Selangor Integrated Management System) JD AttachmentFauzan HardiОценок пока нет
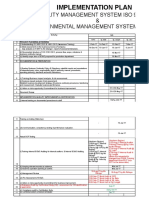
- Transition 2015 Implementation PlanДокумент4 страницыTransition 2015 Implementation PlanFauzan HardiОценок пока нет
- Iap 2016Документ1 страницаIap 2016Fauzan HardiОценок пока нет
- Acceptable Conditions For Discharge of Industrial Effluent or Mixed Effluent (Doe)Документ8 страницAcceptable Conditions For Discharge of Industrial Effluent or Mixed Effluent (Doe)Fauzan HardiОценок пока нет
- Exercise Cost Benefit AnalysisДокумент1 страницаExercise Cost Benefit AnalysisFauzan HardiОценок пока нет
- GBI CXS Competency Course 2 FlyerДокумент2 страницыGBI CXS Competency Course 2 FlyerFauzan HardiОценок пока нет
- Hazard Communication ProgramДокумент1 страницаHazard Communication ProgramFauzan HardiОценок пока нет
- Act 122 - Control of Supplies Act 1961 Revised 1973Документ29 страницAct 122 - Control of Supplies Act 1961 Revised 1973Fauzan HardiОценок пока нет
- Assignment 1Документ8 страницAssignment 1Fauzan HardiОценок пока нет
- 10 IsoДокумент1 страница10 IsoFauzan HardiОценок пока нет
- Akta Air 1920Документ20 страницAkta Air 1920Dinar Ismail100% (1)
- Water Services Industry Act 2006.unlockedДокумент136 страницWater Services Industry Act 2006.unlockedFauzan HardiОценок пока нет
- Type of Fire ExtingusherДокумент2 страницыType of Fire ExtingusherFauzan HardiОценок пока нет
- Akta Air 1920Документ20 страницAkta Air 1920Dinar Ismail100% (1)
- AppendixesДокумент22 страницыAppendixesFauzan HardiОценок пока нет
- Expiry Date Is One Year After BOMBA InspectionДокумент1 страницаExpiry Date Is One Year After BOMBA InspectionFauzan HardiОценок пока нет
- Checklist For AIMS Document For Audit ISO 14001Документ3 страницыChecklist For AIMS Document For Audit ISO 14001Fauzan HardiОценок пока нет
- Ecm517 Assessment - Mohd Fauzan Mohd Hardi (2011914873)Документ3 страницыEcm517 Assessment - Mohd Fauzan Mohd Hardi (2011914873)Fauzan HardiОценок пока нет
- Borang Invitation To Quote - BW Gas - ExactДокумент2 страницыBorang Invitation To Quote - BW Gas - ExactFauzan HardiОценок пока нет
- Confine SpaceДокумент1 страницаConfine SpaceFauzan HardiОценок пока нет
- Bplan 0809Документ26 страницBplan 0809Fauzan HardiОценок пока нет
- Performance Data: Bi SwsiДокумент87 страницPerformance Data: Bi SwsiFauzan HardiОценок пока нет
- 5 10 2010 Paparan KES PENDAKWAANДокумент1 страница5 10 2010 Paparan KES PENDAKWAANFauzan HardiОценок пока нет
- ENGINEERING PHYSICS Problem Set 1 - MidtermДокумент2 страницыENGINEERING PHYSICS Problem Set 1 - MidtermShieОценок пока нет
- CE F311 Design of Concrete Structures: BITS PilaniДокумент50 страницCE F311 Design of Concrete Structures: BITS Pilanijs kalyana ramaОценок пока нет
- Influence MN S Properties Cast IronДокумент14 страницInfluence MN S Properties Cast Ironvivek1312Оценок пока нет
- Design Basis Memorandum - Mechanical Equipment and SystemsДокумент26 страницDesign Basis Memorandum - Mechanical Equipment and SystemsLuojisi Cil50% (2)
- ME460 Exam No. 2: NameДокумент1 страницаME460 Exam No. 2: NameSayyadh Rahamath BabaОценок пока нет
- Enerpac CLL & CAT Series CatalogДокумент4 страницыEnerpac CLL & CAT Series CatalogTitanplyОценок пока нет
- KSR - Reed Chain Level Transmitter For BNAДокумент7 страницKSR - Reed Chain Level Transmitter For BNAMadel D.Оценок пока нет
- Petrochemical Processes - 2001Документ174 страницыPetrochemical Processes - 2001ERICK MENDEZОценок пока нет
- Ci 7621Документ9 страницCi 7621Ezsilvasilva SilvaОценок пока нет
- Hi-7 and Hi-8 Race Ignition Systems: Battery ConsiderationsДокумент8 страницHi-7 and Hi-8 Race Ignition Systems: Battery ConsiderationssphinxxxxОценок пока нет
- Pract 05Документ2 страницыPract 05Timothy CОценок пока нет
- 4098 9733Документ4 страницы4098 9733Sergio Sergio100% (1)
- SSV Bourbon Seismic Support Vessel 0Документ2 страницыSSV Bourbon Seismic Support Vessel 0Aladin SharawyОценок пока нет
- N60 ENT M37: Installation InstructionsДокумент38 страницN60 ENT M37: Installation InstructionsSaid GhiryaniОценок пока нет
- Zes Lmg500 Datasheet eДокумент12 страницZes Lmg500 Datasheet eJuan Carlos Añazco PazosОценок пока нет
- Csvtu 8th Sem Syllabus For Mechanical EngineeringДокумент34 страницыCsvtu 8th Sem Syllabus For Mechanical Engineeringveer_s0% (1)
- Process Analytics in ClausДокумент9 страницProcess Analytics in ClausMorteza SepehranОценок пока нет
- The Bar Chart Below Shows The Number of Research Students Studying Different Subjects in 2005Документ20 страницThe Bar Chart Below Shows The Number of Research Students Studying Different Subjects in 2005Phi Trần Thị CàОценок пока нет
- BijoyGuide 2003Документ17 страницBijoyGuide 2003Mb TarekОценок пока нет
- ISC Physics Sample Paper 1Документ9 страницISC Physics Sample Paper 1amit77999Оценок пока нет
- All About Steamers - The Boilers and EnginesДокумент7 страницAll About Steamers - The Boilers and EnginesClyde SteamersОценок пока нет