Вам также может понравиться
- Theory of Metal Cutting, Metal FormingДокумент181 страницаTheory of Metal Cutting, Metal Formingprabhjotbhangal100% (1)
- INGCO CATALOGUE - Compressed PDFДокумент44 страницыINGCO CATALOGUE - Compressed PDFWilhelm Neufeld100% (2)
- HTH 622B Parts Catalog (Feb-09)Документ186 страницHTH 622B Parts Catalog (Feb-09)Heidi Cuevas VenegasОценок пока нет
- Sri Ganesh Engg - ProfileДокумент19 страницSri Ganesh Engg - Profileshikharc100% (1)
- Tos Varnsdorf WHN 13.8 CNC BJ 1995 en v1Документ14 страницTos Varnsdorf WHN 13.8 CNC BJ 1995 en v1MareОценок пока нет
- Pages From ASHRAE HVAC Design Manual For Hospitals and Clinics, 2nd Ed. PDFДокумент4 страницыPages From ASHRAE HVAC Design Manual For Hospitals and Clinics, 2nd Ed. PDFAhmed Rabie Abd ElazeemОценок пока нет
- Topic 1 Design of FastenersДокумент15 страницTopic 1 Design of FastenersSimon DavidОценок пока нет
- Workshop Hammer ReportДокумент14 страницWorkshop Hammer ReportJoshua Chong67% (3)
- Chapter 5 Milling Machine-Calculation Problems-11 May 2022Документ11 страницChapter 5 Milling Machine-Calculation Problems-11 May 2022ShuhadaОценок пока нет
- Tugas I - PM2 - A2Документ1 страницаTugas I - PM2 - A2Alridah SyahfitriОценок пока нет
- Tutorial-2: Manufacturing Science and Technology-II (ME - 322)Документ2 страницыTutorial-2: Manufacturing Science and Technology-II (ME - 322)Deepam ShyamОценок пока нет
- 414 TutorialsДокумент2 страницы414 TutorialsAMOS SIFUNAОценок пока нет
- UTA026 Manufacturing Processes Work SheetДокумент3 страницыUTA026 Manufacturing Processes Work SheetGUNJAN KHULLARОценок пока нет
- Man ProДокумент2 страницыMan ProlividiveОценок пока нет
- Sheets - Sep 2013Документ13 страницSheets - Sep 2013Mohamed OsamaОценок пока нет
- Problems Sheet Machine Tools 2015 16Документ9 страницProblems Sheet Machine Tools 2015 16Shafiq AhmadОценок пока нет
- 2 Problems Sheet Machine ToolsДокумент9 страниц2 Problems Sheet Machine ToolsALOKSRK0% (1)
- Manufacturing Engineering Assignment Thapar UniversityДокумент5 страницManufacturing Engineering Assignment Thapar UniversitySaurav Kumar0% (1)
- 03 Cutting Conditions - MILLING - EXДокумент9 страниц03 Cutting Conditions - MILLING - EXNicolle Gil RamosОценок пока нет
- Mid-Term Test: Material and Metal ProcessingДокумент8 страницMid-Term Test: Material and Metal ProcessingekanandaardiansyahОценок пока нет
- Problem Sheet Metal Machining and Cutting Conditions 2016Документ3 страницыProblem Sheet Metal Machining and Cutting Conditions 2016Muhammad imranОценок пока нет
- Tutorial 4 Sheet Metal WorkingДокумент2 страницыTutorial 4 Sheet Metal WorkingSawai PariharОценок пока нет
- AssignmentДокумент2 страницыAssignmentgirma workuОценок пока нет
- Example 2Документ5 страницExample 2girma workuОценок пока нет
- AssignmentДокумент2 страницыAssignmentgirma workuОценок пока нет
- Assignment 1 2Документ2 страницыAssignment 1 2Jeevan GОценок пока нет
- CAT II - EMMU 7241 - Machine Tool Vibrations and Cutting Dynamics-Marking SchemeДокумент14 страницCAT II - EMMU 7241 - Machine Tool Vibrations and Cutting Dynamics-Marking SchemeCharles OndiekiОценок пока нет
- 2nd Btech MECH 2021-22 MCMT Ses-K4 PDFДокумент14 страниц2nd Btech MECH 2021-22 MCMT Ses-K4 PDFGopi TОценок пока нет
- Chapter Two PDFДокумент70 страницChapter Two PDFberhaneОценок пока нет
- ME3201Документ4 страницыME3201Md. Tariqul Islam MunnaОценок пока нет
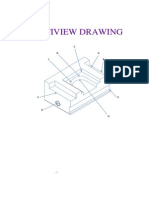
- Multiview Drawing: C D G I BДокумент12 страницMultiview Drawing: C D G I BGanagarajan RajendrenОценок пока нет
- Sheet Metal Working& Powder MetallurgyДокумент13 страницSheet Metal Working& Powder Metallurgyanant709skОценок пока нет
- Tutorial Problems in Machining TimeДокумент2 страницыTutorial Problems in Machining TimeDHANASEKAR K IV A 9023Оценок пока нет
- Tutorial (Individuals) Dateline: 15/12/2011 at 5.00 PMДокумент2 страницыTutorial (Individuals) Dateline: 15/12/2011 at 5.00 PMrandyooiОценок пока нет
- MachiningДокумент2 страницыMachiningprashantОценок пока нет
- Me 014Документ2 страницыMe 014Jimmy JindalОценок пока нет
- P.E.S. College of Engineering, Mandya - 571 401Документ2 страницыP.E.S. College of Engineering, Mandya - 571 401coolmagaОценок пока нет
- Chapter 7 - Abrasive Waterjet MillingДокумент39 страницChapter 7 - Abrasive Waterjet MillingMonglafru MogОценок пока нет
- Using Upright and Pedestal Drill To Make Hole of Given DimensionsДокумент4 страницыUsing Upright and Pedestal Drill To Make Hole of Given DimensionsRiaz AhmadОценок пока нет
- Lectureslidesondrillingandmilling PPT PDFДокумент25 страницLectureslidesondrillingandmilling PPT PDFAlagar SamyОценок пока нет
- Assign 1 2012Документ2 страницыAssign 1 2012chiru1431Оценок пока нет
- Theory of Metal Cutting - NumericalsДокумент2 страницыTheory of Metal Cutting - Numericalspmagrawal100% (1)
- Assignment: Q.N.1. in A Turning Operation, It Was Observed That The Tool Life Was 150 Minutes When The CuttingДокумент7 страницAssignment: Q.N.1. in A Turning Operation, It Was Observed That The Tool Life Was 150 Minutes When The CuttingAnkesh KapilОценок пока нет
- If - Iop 20-09-2018Документ8 страницIf - Iop 20-09-2018Ethiraj NarasimhaluОценок пока нет
- Chapter Two: Traditional Machining ProcessesДокумент45 страницChapter Two: Traditional Machining Processeshaile mehariОценок пока нет
- CH 5 DrillingДокумент39 страницCH 5 DrillingMANJEET KUMARОценок пока нет
- Tutorial - Topic 4Документ2 страницыTutorial - Topic 4Kavish CserОценок пока нет
- Lathe & Drilling (Part-II) NotesДокумент4 страницыLathe & Drilling (Part-II) NotesShashank SinghОценок пока нет
- 09 Problem Sheet 02Документ2 страницы09 Problem Sheet 02Shweta raiОценок пока нет
- انتاج ٢Документ9 страницانتاج ٢khaledfarrag281Оценок пока нет
- Q:1 A) (11.drilling) : Write The Advantage of Turning Center Over The Conventional Machine.Документ2 страницыQ:1 A) (11.drilling) : Write The Advantage of Turning Center Over The Conventional Machine.Misbah NiamatОценок пока нет
- TECH 1010 Manufacturing Processes-II Assignment-IIIДокумент1 страницаTECH 1010 Manufacturing Processes-II Assignment-IIIRevuru SrikantОценок пока нет
- Machining ToolsДокумент4 страницыMachining Toolshirocode zeroОценок пока нет
- Production TechnologyДокумент12 страницProduction TechnologySuhaib AshrafОценок пока нет
- Faculty of Mechanical and Industrial Engineering (2011 E.C.)Документ2 страницыFaculty of Mechanical and Industrial Engineering (2011 E.C.)Roha Engineering0% (1)
- Manufacturing Processes (Machining Processes & Machine Tools) (Beng) (Handout)Документ82 страницыManufacturing Processes (Machining Processes & Machine Tools) (Beng) (Handout)bananaОценок пока нет
- Behaviors of End Milling Inconel 718 Superalloy by Cemented Carbide ToolsДокумент6 страницBehaviors of End Milling Inconel 718 Superalloy by Cemented Carbide ToolsMathieu_94Оценок пока нет
- Material Removal - Processes - Theory - of Metal MachiningДокумент25 страницMaterial Removal - Processes - Theory - of Metal Machiningkurniashk13Оценок пока нет
- Deep Hole Drilling of AISI 1045 Via High-Speed Steel Twist Drills: Evaluation of Tool Wear and Hole QualityДокумент11 страницDeep Hole Drilling of AISI 1045 Via High-Speed Steel Twist Drills: Evaluation of Tool Wear and Hole QualityJhojan MuñozОценок пока нет
- Sheet 8Документ5 страницSheet 8mo635107Оценок пока нет
- Chip Formation 2Документ8 страницChip Formation 2Ebrahim Abdullah HanashОценок пока нет
- Kertas Penerangan 2Документ35 страницKertas Penerangan 2zamreeharunОценок пока нет
- Mec 124 ND Yr Ii Ee Machine ToolsДокумент1 страницаMec 124 ND Yr Ii Ee Machine Toolsmas ud dan jigaОценок пока нет
- Solution: (a) N = v/πD = 70,000 mm/80 = 279 rev/minДокумент11 страницSolution: (a) N = v/πD = 70,000 mm/80 = 279 rev/minwoihoОценок пока нет
- CoverДокумент1 страницаCoverAhmed Rabie Abd ElazeemОценок пока нет
- Lec 1Документ5 страницLec 1Ahmed Rabie Abd ElazeemОценок пока нет
- Scanned by CamscannerДокумент5 страницScanned by CamscannerAhmed Rabie Abd ElazeemОценок пока нет
- Lec 1Документ12 страницLec 1Ahmed Rabie Abd ElazeemОценок пока нет
- Sec 5Документ2 страницыSec 5Ahmed Rabie Abd ElazeemОценок пока нет
- 3222 PDFДокумент5 страниц3222 PDFAhmed Rabie Abd ElazeemОценок пока нет
- Sheet 4Документ1 страницаSheet 4Ahmed Rabie Abd Elazeem100% (1)
- 3222 PDFДокумент5 страниц3222 PDFAhmed Rabie Abd ElazeemОценок пока нет
- Sec 2Документ2 страницыSec 2Ahmed Rabie Abd ElazeemОценок пока нет
- Sec 2Документ2 страницыSec 2Ahmed Rabie Abd ElazeemОценок пока нет
- Sec 1Документ3 страницыSec 1Ahmed Rabie Abd ElazeemОценок пока нет
- Section2 VibrationДокумент3 страницыSection2 VibrationAhmed Rabie Abd ElazeemОценок пока нет
- SQC Assignment #1: Solve The Following Questions From The Textbook (Chapter #1) : 1.1-1.10, 1.25Документ1 страницаSQC Assignment #1: Solve The Following Questions From The Textbook (Chapter #1) : 1.1-1.10, 1.25Ahmed Rabie Abd ElazeemОценок пока нет
- Mid - Tearm - Indusf - PDF Filename - UTF-8''mid Tearm Indusf PDFДокумент8 страницMid - Tearm - Indusf - PDF Filename - UTF-8''mid Tearm Indusf PDFAhmed Rabie Abd ElazeemОценок пока нет
- Sheet 4Документ1 страницаSheet 4Ahmed Rabie Abd Elazeem100% (1)
- Mid - Tearm - Indusf - PDF Filename - UTF-8''mid Tearm IndusfДокумент8 страницMid - Tearm - Indusf - PDF Filename - UTF-8''mid Tearm IndusfAhmed Rabie Abd ElazeemОценок пока нет
- Sheet 2Документ2 страницыSheet 2Ahmed Rabie Abd Elazeem100% (1)
- Machine Design Fayoum University 2 Year - 2015-2016 Faculty of Engineering Sheet 3 Mechatronics Engineering DepartmentДокумент4 страницыMachine Design Fayoum University 2 Year - 2015-2016 Faculty of Engineering Sheet 3 Mechatronics Engineering DepartmentAhmed Rabie Abd ElazeemОценок пока нет
- Sheet 3Документ2 страницыSheet 3Ahmed Rabie Abd ElazeemОценок пока нет
- Ahmed Rabie Abd Elazeem Shaban: SubjectДокумент2 страницыAhmed Rabie Abd Elazeem Shaban: SubjectAhmed Rabie Abd ElazeemОценок пока нет
- Machine Design Fayoum University 2 Year - 2016-2017 Faculty of Engineering Sheet 1 Mechanical Engineering DepartmentДокумент3 страницыMachine Design Fayoum University 2 Year - 2016-2017 Faculty of Engineering Sheet 1 Mechanical Engineering DepartmentAhmed Rabie Abd ElazeemОценок пока нет
- Machine Design Fayoum University 2 Year - 2015-2016 Faculty of Engineering Sheet 5 Mechatronics Engineering DepartmentДокумент4 страницыMachine Design Fayoum University 2 Year - 2015-2016 Faculty of Engineering Sheet 5 Mechatronics Engineering DepartmentAhmed Rabie Abd ElazeemОценок пока нет
- Sheet 1Документ2 страницыSheet 1Ahmed Rabie Abd ElazeemОценок пока нет
- Breakeven SheetДокумент2 страницыBreakeven SheetAhmed Rabie Abd ElazeemОценок пока нет
- Sheet 4 Mech - Keys and SplinesДокумент1 страницаSheet 4 Mech - Keys and SplinesAhmed Rabie Abd Elazeem50% (2)
- Machine Design Fayoum University 2 Year - 2016-2017 Faculty of Engineering Sheet 2 Mechanical Engineering DepartmentДокумент2 страницыMachine Design Fayoum University 2 Year - 2016-2017 Faculty of Engineering Sheet 2 Mechanical Engineering DepartmentAhmed Rabie Abd ElazeemОценок пока нет
- Sheets No4Документ2 страницыSheets No4Ahmed Rabie Abd ElazeemОценок пока нет
- Jindal MLC Order Calculation - RatesДокумент14 страницJindal MLC Order Calculation - Ratesbewithkiran0% (1)
- Jig and FixtureДокумент14 страницJig and Fixturepramodkb_cusat100% (1)
- Whitsworth MechanismДокумент16 страницWhitsworth Mechanism22R435 - MULLAINATHAN V HОценок пока нет
- Z Main Bearing RemovalДокумент2 страницыZ Main Bearing RemovalTVK TVKОценок пока нет
- BMW Z 3 Removal GuideДокумент46 страницBMW Z 3 Removal Guide山中桂太Оценок пока нет
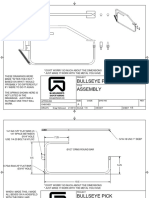
- Bullseye Pick WWW Gwellwood ComДокумент5 страницBullseye Pick WWW Gwellwood Comkick24502Оценок пока нет
- FulFlo Testing InstructionДокумент4 страницыFulFlo Testing InstructionChirasak PaksasornОценок пока нет
- Dial GaugeДокумент8 страницDial GaugePRABHJOT SINGH100% (1)
- McMaster-Carr - Current OrderДокумент1 страницаMcMaster-Carr - Current OrderStevenОценок пока нет
- Wood 012 (Aug 1986) - CleanДокумент100 страницWood 012 (Aug 1986) - CleanMarty McFlyОценок пока нет
- Washington Police Departments Surplus ListДокумент16 страницWashington Police Departments Surplus ListErin RobinsonОценок пока нет
- NFPA Pipe Schedule PDFДокумент2 страницыNFPA Pipe Schedule PDFimran50% (2)
- Air Conditioning: Maintenance Manual and Illustrated Parts Catalogue Extra EA - 400Документ20 страницAir Conditioning: Maintenance Manual and Illustrated Parts Catalogue Extra EA - 400Chinnu AmbiОценок пока нет
- Screw DriversДокумент16 страницScrew DriversHarshal JadhavОценок пока нет
- KEL TEC SUB 2000 ManualДокумент24 страницыKEL TEC SUB 2000 ManualbncouchОценок пока нет
- Hydro 1000: Installation and Operating InstructionsДокумент14 страницHydro 1000: Installation and Operating InstructionsrotulospgОценок пока нет
- Me8501 Metrology and Measurements Set-2: Excel Engineering CollegeДокумент1 страницаMe8501 Metrology and Measurements Set-2: Excel Engineering Collegetamilselvan nОценок пока нет
- Air Marshall Pistol DrillДокумент1 страницаAir Marshall Pistol Drillhappy eritherОценок пока нет
- Squarehead BoltsДокумент3 страницыSquarehead Boltshitesh cHAUDHARIОценок пока нет
- DM Plant Operation SopДокумент3 страницыDM Plant Operation Sopvel muruganОценок пока нет
- 07 Heater and Air Conditioning SystemДокумент27 страниц07 Heater and Air Conditioning Systemعباس محمدОценок пока нет
- Esquema HidraulicoДокумент10 страницEsquema HidraulicoHernan GodoyОценок пока нет
- BR Precision ViceДокумент6 страницBR Precision ViceAshwani KansaraОценок пока нет
- Tome Feteira CatalogДокумент33 страницыTome Feteira CatalogriadОценок пока нет
- 3 Types of PulleysДокумент5 страниц3 Types of PulleysJohn GarciaОценок пока нет