Вам также может понравиться
- Surface Roughness (JIS B 0601-2001)Документ3 страницыSurface Roughness (JIS B 0601-2001)Prashantha Raju100% (3)
- Chapter 5 - Shear and Diagonal Tension On Beams PDFДокумент55 страницChapter 5 - Shear and Diagonal Tension On Beams PDFJhe Taguines100% (1)
- Game Audio - Tales of A Technical Sound Designer Volume 02Документ154 страницыGame Audio - Tales of A Technical Sound Designer Volume 02Joshua HuОценок пока нет
- Shape It! SB 1Документ13 страницShape It! SB 1Ass of Fire50% (6)
- Taewoo Kim Et Al. v. Jump TradingДокумент44 страницыTaewoo Kim Et Al. v. Jump TradingCrainsChicagoBusiness100% (1)
- Tinita: Engineering Private LimitedДокумент2 страницыTinita: Engineering Private LimitedalokbdasОценок пока нет
- Data Sheet For Three-Phase Squirrel-Cage-Motors: MLFB-Ordering Data: 1LE5503-3AB73-5AB1Документ1 страницаData Sheet For Three-Phase Squirrel-Cage-Motors: MLFB-Ordering Data: 1LE5503-3AB73-5AB1Aleksandar DejanovicОценок пока нет
- Aisc 303-05Документ16 страницAisc 303-05hetpinОценок пока нет
- Windows Server 2016 Technical Preview NIC and Switch Embedded Teaming User GuideДокумент61 страницаWindows Server 2016 Technical Preview NIC and Switch Embedded Teaming User GuidenetvistaОценок пока нет
- Material Comparison ListДокумент1 страницаMaterial Comparison Listdarren84Оценок пока нет
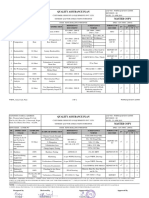
- QAP FinalДокумент6 страницQAP FinalANSHUMAN KUMARОценок пока нет
- Wifpl-Qap-2019!20!008 Rev-00 Hindustan Equipment PVT Ltd-SignedДокумент2 страницыWifpl-Qap-2019!20!008 Rev-00 Hindustan Equipment PVT Ltd-SignedDeipak HoleОценок пока нет
- WPQRДокумент3 страницыWPQRDimitris NikouОценок пока нет
- Wps Mma PipeДокумент2 страницыWps Mma PipeDimitris NikouОценок пока нет
- WI-INSP-07 R2 Work Instruction-Inspection of PumpsДокумент5 страницWI-INSP-07 R2 Work Instruction-Inspection of PumpsRakesh MishraОценок пока нет
- WIC-WPS-01 Rev. 00 - FCAW - 1.2Документ2 страницыWIC-WPS-01 Rev. 00 - FCAW - 1.2murshid badshahОценок пока нет
- ITP Fuel Fillter (J-1001) Rev10+Документ9 страницITP Fuel Fillter (J-1001) Rev10+DjokoОценок пока нет
- Material Traceability ProcedureДокумент12 страницMaterial Traceability Procedureqamar qateebОценок пока нет
- Welding Insection ReportДокумент4 страницыWelding Insection ReportRanjeet MouryaОценок пока нет
- Master List of InstrumentsДокумент35 страницMaster List of Instrumentskrichenaraj6931100% (1)
- FME-170011-DWRДокумент6 страницFME-170011-DWRKyОценок пока нет
- Procedure For New DevelopmentsДокумент2 страницыProcedure For New DevelopmentsspdhimanОценок пока нет
- Welders ManagementДокумент11 страницWelders ManagementStanley AlexОценок пока нет
- Welding Repair Procedure: PCH Steel Engineering & Construction Sdn. BHDДокумент8 страницWelding Repair Procedure: PCH Steel Engineering & Construction Sdn. BHDmohd as shahiddin jafriОценок пока нет
- Qap Gate ValveДокумент1 страницаQap Gate ValveAjit PatilОценок пока нет
- WELDING SPECIFICATION Rev BДокумент45 страницWELDING SPECIFICATION Rev Bmurugesan0% (1)
- Welding Procedure Specification (WPS) Pipeline: Lower Than PQR Preheat TempДокумент1 страницаWelding Procedure Specification (WPS) Pipeline: Lower Than PQR Preheat TempPanneer SelvamОценок пока нет
- Heat Treatment ProcedureДокумент3 страницыHeat Treatment ProcedureKunal AjgaonkarОценок пока нет
- Dye Penetrent Testing Report: Silo-1 (SS-Vertical Stiffeners)Документ1 страницаDye Penetrent Testing Report: Silo-1 (SS-Vertical Stiffeners)DIVEETH MPОценок пока нет
- Ajts QCP Fab Format Rev 01Документ4 страницыAjts QCP Fab Format Rev 01Pradip DabhiОценок пока нет
- P. WpsДокумент14 страницP. WpsIsmiArdyОценок пока нет
- Camy Plants: Material History ChartДокумент10 страницCamy Plants: Material History Chartshailesh deshmukh100% (1)
- Setco PDFДокумент3 страницыSetco PDFPrafullachandra ParikhОценок пока нет
- WPS PQR PDFДокумент23 страницыWPS PQR PDFAhmad Daniel100% (1)
- Set-Up Tack Welding Procedure For Drum Long & Cirseam Butt Welds Control No. Revision No.: 0 Date: Page: 1 of 1Документ1 страницаSet-Up Tack Welding Procedure For Drum Long & Cirseam Butt Welds Control No. Revision No.: 0 Date: Page: 1 of 1sbmmlaОценок пока нет
- Welding Procedure Specification (WPS) & Procedure Hp-Bolir Esr0040020qmo4279a-2507 - 0BXДокумент62 страницыWelding Procedure Specification (WPS) & Procedure Hp-Bolir Esr0040020qmo4279a-2507 - 0BXkingstonОценок пока нет
- WPQ Form English US1Документ2 страницыWPQ Form English US1Maria Louis ArputharajОценок пока нет
- Subodh Lab Pricelist Rev1Документ7 страницSubodh Lab Pricelist Rev1anubhavlОценок пока нет
- ASME U & UM Stamp Certification ProcessДокумент11 страницASME U & UM Stamp Certification ProcessMd Anamul HoqueОценок пока нет
- Poster Welding P VoxXa PDFДокумент1 страницаPoster Welding P VoxXa PDFAd Man GeTigОценок пока нет
- Pipe Welding Traceability Record (Rev 01) As On 1st June 2018Документ1 913 страницPipe Welding Traceability Record (Rev 01) As On 1st June 2018gomathyselvi100% (1)
- MQP - 1 PDFДокумент15 страницMQP - 1 PDFDoita Dutta ChoudhuryОценок пока нет
- En Aw-6082 (Aisi1mgmn)Документ1 страницаEn Aw-6082 (Aisi1mgmn)Vanessa Gomes100% (1)
- Procedure Qualification Record (PQR) : FM-88 Issue - 02 Date: Jan 24,2017 Page 1 of 4Документ4 страницыProcedure Qualification Record (PQR) : FM-88 Issue - 02 Date: Jan 24,2017 Page 1 of 4tayyabОценок пока нет
- Fcaw 16 THKДокумент5 страницFcaw 16 THKAnonymous Ij6VfaОценок пока нет
- Forging SДокумент93 страницыForging SrichardchiamОценок пока нет
- All Final DimensionДокумент6 страницAll Final Dimensionshailesh deshmukhОценок пока нет
- WPS PQR 12 PDFДокумент9 страницWPS PQR 12 PDFVinay YadavОценок пока нет
- Welding Repair ProcedureДокумент4 страницыWelding Repair ProcedureRiky SumantriОценок пока нет
- Filler Metal Selection GuideДокумент3 страницыFiller Metal Selection GuideJorge Sobrevilla100% (2)
- Welding Procedure Specification No. Epi-11-Wp10 BW Rev. 1Документ15 страницWelding Procedure Specification No. Epi-11-Wp10 BW Rev. 1Felipe Vásquez ArribasplataОценок пока нет
- Vendor Inspection Results Aal Inspection Results: Sample Description (Please Tick) For Aal RefДокумент3 страницыVendor Inspection Results Aal Inspection Results: Sample Description (Please Tick) For Aal RefAmit KumarОценок пока нет
- Control Flow Diagram For Gacc'S New and Trained Welders: JCC IssuedДокумент1 страницаControl Flow Diagram For Gacc'S New and Trained Welders: JCC IssuedSiddiqui Abdul KhaliqОценок пока нет
- T Tuv Ind Dia Priva Ate Lim Ited: Inspe Ection Re Elease N Note / Ce Ertificat TEДокумент2 страницыT Tuv Ind Dia Priva Ate Lim Ited: Inspe Ection Re Elease N Note / Ce Ertificat TEalpesh patelОценок пока нет
- Tubular Butt Joint Configurations For Welder Qualification (With and Without Backing)Документ21 страницаTubular Butt Joint Configurations For Welder Qualification (With and Without Backing)attaulla100% (1)
- Weld ElectrodesДокумент42 страницыWeld ElectrodesNarendraОценок пока нет
- Repair Procedure For Carbon Steel: Rev No: 00 Date Rev: 17 Dec 2008 Page No: 1 of 6Документ6 страницRepair Procedure For Carbon Steel: Rev No: 00 Date Rev: 17 Dec 2008 Page No: 1 of 6mohd as shahiddin jafriОценок пока нет
- Alishar SP 2Документ84 страницыAlishar SP 2Alam MD SazidОценок пока нет
- Quality RequirementsДокумент26 страницQuality RequirementsDilip PatilОценок пока нет
- TDC 004 CS Fittings r0Документ1 страницаTDC 004 CS Fittings r0samkarthik47Оценок пока нет
- Wps MainlineДокумент5 страницWps MainlineAlfian FebriansyahОценок пока нет
- Gmaw PDFДокумент169 страницGmaw PDFsalman GtrОценок пока нет
- WI & CERT Kelas EДокумент22 страницыWI & CERT Kelas EKevin ArmandoОценок пока нет
- Wps FormatДокумент2 страницыWps FormatMeghan GhoneОценок пока нет
- WPS & PQRДокумент7 страницWPS & PQRRanjan KumarОценок пока нет
- Cert Report2021-02797Документ1 страницаCert Report2021-02797SPRAYCROM TRADINGОценок пока нет
- European Steel and Alloy Grades: Gx5Crnicu16-4 (1.4525)Документ2 страницыEuropean Steel and Alloy Grades: Gx5Crnicu16-4 (1.4525)farshid KarpasandОценок пока нет
- Crane SafetyДокумент56 страницCrane SafetySerdadu Syahrul QodriОценок пока нет
- WPS 1 PDFДокумент2 страницыWPS 1 PDFhetpinОценок пока нет
- Crane Safety For WorkshoppДокумент25 страницCrane Safety For WorkshopphetpinОценок пока нет
- Lifting EquipmentДокумент28 страницLifting Equipmentmememe2010Оценок пока нет
- Crane SafetyДокумент25 страницCrane SafetyhetpinОценок пока нет
- MTHL Common Criteria For Shop Drawing 190723 R.1 PDFДокумент27 страницMTHL Common Criteria For Shop Drawing 190723 R.1 PDFhetpinОценок пока нет
- Flux Cored WiireДокумент25 страницFlux Cored WiirehetpinОценок пока нет
- Design of Welded Connections PDFДокумент37 страницDesign of Welded Connections PDFMarat Khodzhaiev100% (1)
- Elcometer 116 Sling Psychrometer Product Data SheetДокумент1 страницаElcometer 116 Sling Psychrometer Product Data SheethetpinОценок пока нет
- 1986 KumagaiДокумент11 страниц1986 KumagaihetpinОценок пока нет
- Ed 398389Документ132 страницыEd 398389hetpinОценок пока нет
- SlingДокумент1 страницаSlinghetpinОценок пока нет
- 110 18Документ5 страниц110 18hetpinОценок пока нет
- Cisc Handbook of Steel Construction 11 Edition, 3 Revised Printing 2017 Revisions List No. 2 - 4 October 2017Документ6 страницCisc Handbook of Steel Construction 11 Edition, 3 Revised Printing 2017 Revisions List No. 2 - 4 October 2017hetpinОценок пока нет
- Revisions Handbook11e3pДокумент11 страницRevisions Handbook11e3phetpinОценок пока нет
- 0218 0219 0220-Detail Schedule - r00Документ109 страниц0218 0219 0220-Detail Schedule - r00hetpinОценок пока нет
- 0218 0219 0220-Detail Schedule - r00Документ109 страниц0218 0219 0220-Detail Schedule - r00hetpinОценок пока нет
- Cisc Handbook of Steel Construction 11 Edition, 3 Revised Printing 2017 Revisions List No. 2 - 4 October 2017Документ6 страницCisc Handbook of Steel Construction 11 Edition, 3 Revised Printing 2017 Revisions List No. 2 - 4 October 2017hetpinОценок пока нет
- Laser Cutting of Stainless SteelДокумент6 страницLaser Cutting of Stainless SteelhetpinОценок пока нет
- Laser Cutting410 39553Документ20 страницLaser Cutting410 39553Eduard KunaОценок пока нет
- Elcometer 116CДокумент8 страницElcometer 116ChetpinОценок пока нет
- Thermomelt® HEAT-STIK Marker 250 °F (120, 121 °C)Документ7 страницThermomelt® HEAT-STIK Marker 250 °F (120, 121 °C)hetpinОценок пока нет
- Cisc Handbook of Steel Construction 11 Edition, 3 Revised Printing 2017 Revisions List No. 2 - 4 October 2017Документ6 страницCisc Handbook of Steel Construction 11 Edition, 3 Revised Printing 2017 Revisions List No. 2 - 4 October 2017hetpinОценок пока нет
- QIPP-MPN012-M00-2001 Rev0 Painting Specification (Including Painting Coating Procedure)Документ18 страницQIPP-MPN012-M00-2001 Rev0 Painting Specification (Including Painting Coating Procedure)hetpinОценок пока нет
- H-28 Painting SpecificationДокумент178 страницH-28 Painting SpecificationhetpinОценок пока нет
- QIPP-MPN012-M00-2001 Rev0 Painting Specification (Including Painting Coating Procedure)Документ18 страницQIPP-MPN012-M00-2001 Rev0 Painting Specification (Including Painting Coating Procedure)hetpinОценок пока нет
- MF 38 - Us W52BДокумент1 страницаMF 38 - Us W52BhetpinОценок пока нет
- Sample Task ListДокумент1 страницаSample Task ListhetpinОценок пока нет
- E34-1 Battery Charging and Dishcharging BoardДокумент23 страницыE34-1 Battery Charging and Dishcharging BoardGanesa MurthyОценок пока нет
- RRC & RabДокумент14 страницRRC & RabSyed Waqas AhmedОценок пока нет
- Stadium and Club Tours - Senior Tour GuideДокумент4 страницыStadium and Club Tours - Senior Tour GuidebizmbuuОценок пока нет
- Bylaws of A Texas CorporationДокумент34 страницыBylaws of A Texas CorporationDiego AntoliniОценок пока нет
- SoC Showdown: Snapdragon 810 Vs Exynos 7420 Vs MediaTek Helio X10 Vs Kirin 935 - AndroidAuthority - PDДокумент19 страницSoC Showdown: Snapdragon 810 Vs Exynos 7420 Vs MediaTek Helio X10 Vs Kirin 935 - AndroidAuthority - PDArpit SharmaОценок пока нет
- CHAPTER I KyleДокумент13 страницCHAPTER I KyleCresiel Pontijon100% (1)
- Dr. Muhammad Mumtaz: Thesis TitleДокумент10 страницDr. Muhammad Mumtaz: Thesis TitleDr. Muhammad MumtazОценок пока нет
- Authenticating Digital EvidenceДокумент36 страницAuthenticating Digital Evidenceatty_gie3743Оценок пока нет
- Materials Selection in Mechanical Design - EPDF - TipsДокумент1 страницаMaterials Selection in Mechanical Design - EPDF - TipsbannetОценок пока нет
- Digital Economy 1Документ11 страницDigital Economy 1Khizer SikanderОценок пока нет
- Consumer Price SummaryДокумент5 страницConsumer Price SummaryKJ HiramotoОценок пока нет
- Inclusions in Gross IncomeДокумент2 страницыInclusions in Gross Incomeloonie tunesОценок пока нет
- Phrasal Verbs en Inglés.Документ2 страницыPhrasal Verbs en Inglés.David Alexander Palomo QuirozОценок пока нет
- Preprints201808 0216 v1Документ15 страницPreprints201808 0216 v1Baptista Jaime MilioneОценок пока нет
- Faithful Love: Guitar SoloДокумент3 страницыFaithful Love: Guitar SoloCarol Goldburg33% (3)
- FoodhallДокумент3 страницыFoodhallswopnilrohatgiОценок пока нет
- Lesson Plan Cot1Документ9 страницLesson Plan Cot1Paglinawan Al KimОценок пока нет
- Cuerpos Extraños Origen FDAДокумент30 страницCuerpos Extraños Origen FDALuis GallegosОценок пока нет
- Legends & Lairs - Giant LoreДокумент66 страницLegends & Lairs - Giant LoreGary DowellОценок пока нет
- Sci5 q3 Module3 NoanswerkeyДокумент22 страницыSci5 q3 Module3 NoanswerkeyRebishara CapobresОценок пока нет
- Inkolo Namasiko Kuyamakha Umuntu - Brainly - inДокумент1 страницаInkolo Namasiko Kuyamakha Umuntu - Brainly - inxqxfkqpy5qОценок пока нет
- Dur MalappuramДокумент114 страницDur MalappuramSabareesh RaveendranОценок пока нет
- FixДокумент4 страницыFixReza FahmiОценок пока нет
- NS1 UserManual EN V1.2Документ31 страницаNS1 UserManual EN V1.2T5 TecnologiaОценок пока нет
- Bai Tap Avtc2 PrepositionsДокумент5 страницBai Tap Avtc2 PrepositionsShy NotОценок пока нет