Вам также может понравиться
- Piping and Instrument Diagram (P&id) Standard Symbols Detailed DocumentationДокумент15 страницPiping and Instrument Diagram (P&id) Standard Symbols Detailed Documentationautomationforum92% (103)
- SAMPLE MCQuestions ByTopicsДокумент45 страницSAMPLE MCQuestions ByTopicsVeeru ManikantaОценок пока нет
- Selecting The Right Field Development Plan For Global Deepwater DevelopmentsДокумент18 страницSelecting The Right Field Development Plan For Global Deepwater DevelopmentsAli Ahmed PathanОценок пока нет
- Deepwater Development StrategyДокумент14 страницDeepwater Development Strategysanwang12345Оценок пока нет
- FPSO-Design-to-Minimize-Operational-Downtime Refer For Limiting Conditions in Operations PDFДокумент15 страницFPSO-Design-to-Minimize-Operational-Downtime Refer For Limiting Conditions in Operations PDFRini MathewОценок пока нет
- Hydraulic Fracturing Explained: Evaluation, Implementation, and ChallengesОт EverandHydraulic Fracturing Explained: Evaluation, Implementation, and ChallengesОценок пока нет
- Management Accounting by Cabrera Solution Manual 2011 PDFДокумент3 страницыManagement Accounting by Cabrera Solution Manual 2011 PDFClaudette Clemente100% (1)
- Commercial and Technical Considerations in The Developments of Offshore Liquefaction PlantДокумент12 страницCommercial and Technical Considerations in The Developments of Offshore Liquefaction Plantwargajaya79Оценок пока нет
- Are Floating LNG Facilities ViableДокумент8 страницAre Floating LNG Facilities Viableihllhm100% (1)
- Process Selection and Recent Design Innovations For LNG Plants-Part 1Документ6 страницProcess Selection and Recent Design Innovations For LNG Plants-Part 1AbdelSamed MohamedОценок пока нет
- Exploitation of Liquefied Natural Gas Cold Energy in Floating Storage Regasification UnitsДокумент32 страницыExploitation of Liquefied Natural Gas Cold Energy in Floating Storage Regasification UnitsEvans Azka FОценок пока нет
- V72No4P4 C1495 RP Naveiro 1 24 1 10Документ10 страницV72No4P4 C1495 RP Naveiro 1 24 1 10Miguel Baldeon VenturaОценок пока нет
- V72No4P4 C1495 RP Naveiro 1 24Документ24 страницыV72No4P4 C1495 RP Naveiro 1 24Miguel Baldeon VenturaОценок пока нет
- Innovations in LNG TechnologyДокумент15 страницInnovations in LNG TechnologyCraigUnderwoodОценок пока нет
- (PJA) Current Trends For The FLNG TechnologiesДокумент12 страниц(PJA) Current Trends For The FLNG TechnologiesamaliahandiniОценок пока нет
- Reservoir Engineering and Infrastructure Development of Oil and GasДокумент7 страницReservoir Engineering and Infrastructure Development of Oil and GasRaed Al-nomanОценок пока нет
- Exp031 T DNVДокумент4 страницыExp031 T DNVAli HosseiniОценок пока нет
- Floating LNG ProductionДокумент1 страницаFloating LNG ProductionFussy TaksnОценок пока нет
- Offshore Salt Caverns Enable A 'Mega' Sized LNG Receiving TerminalДокумент11 страницOffshore Salt Caverns Enable A 'Mega' Sized LNG Receiving TerminalRizka KholistianiОценок пока нет
- LNG Flexibility Factor ReportДокумент15 страницLNG Flexibility Factor ReportB SОценок пока нет
- The Time Has Come To Develop Riserless Mud Recovery Technology's Deepwater CapabilitiesДокумент5 страницThe Time Has Come To Develop Riserless Mud Recovery Technology's Deepwater Capabilitiesthelisabeth27Оценок пока нет
- Nuclear TankerДокумент25 страницNuclear TankerMRGEMEGP1Оценок пока нет
- OTC 18012 Offshore LNG: The Perfect Starting Point For The 2-Phase Expander?Документ6 страницOTC 18012 Offshore LNG: The Perfect Starting Point For The 2-Phase Expander?Dipto Pratomo NugrohoОценок пока нет
- OTC-27686-MS A Revolutionary Hybrid Solution To The Grand Challenge of Developing Deepwater Stranded GasДокумент8 страницOTC-27686-MS A Revolutionary Hybrid Solution To The Grand Challenge of Developing Deepwater Stranded GasArlette Ramirez ValdesОценок пока нет
- Latest On LNG Liquefaction and Re-Gasification Technology: FLNG RouteДокумент3 страницыLatest On LNG Liquefaction and Re-Gasification Technology: FLNG RouteUJJWALОценок пока нет
- Oil and Gas Production ThesisДокумент6 страницOil and Gas Production Thesisjoannapaulsenelgin100% (2)
- Feasibility and Commercial Considerations of LNG-fueled ShipsДокумент13 страницFeasibility and Commercial Considerations of LNG-fueled ShipsDhruv KumarОценок пока нет
- Subsea Field DevelopmentДокумент17 страницSubsea Field DevelopmentIle Ibrahim100% (1)
- PC 1 FlowAssurance PDFДокумент21 страницаPC 1 FlowAssurance PDFAlvaro VelardeОценок пока нет
- Selecting The Right Field Development Plan For Global Deepwater Developments Richard D'Souza, Shiladitya Basu, Ray Fales Granherne A KBR CompanyДокумент18 страницSelecting The Right Field Development Plan For Global Deepwater Developments Richard D'Souza, Shiladitya Basu, Ray Fales Granherne A KBR CompanyFernando BorguettiОценок пока нет
- A New Frontier, Offshore Natural Gas Liquefaction - DR Chen Hwa Chiu (Chevron)Документ20 страницA New Frontier, Offshore Natural Gas Liquefaction - DR Chen Hwa Chiu (Chevron)xajoОценок пока нет
- Paper - Update On Subsea LNG Pipeline TechnologyДокумент11 страницPaper - Update On Subsea LNG Pipeline TechnologyfralgiugiaОценок пока нет
- Offshore Facilities: Technology FocusДокумент14 страницOffshore Facilities: Technology FocusSarah MandasariОценок пока нет
- Johnson 2005Документ4 страницыJohnson 2005Khương TrầnОценок пока нет
- Separation and Purification Technology: S. Judd, H. Qiblawey, M. Al-Marri, C. Clarkin, S. Watson, A. Ahmed, S. BachДокумент6 страницSeparation and Purification Technology: S. Judd, H. Qiblawey, M. Al-Marri, C. Clarkin, S. Watson, A. Ahmed, S. BachHassen GannouniОценок пока нет
- Oilfield Development and Operations Planning Under Geophysical UncertaintyДокумент19 страницOilfield Development and Operations Planning Under Geophysical UncertaintyFarah Taha AbdullahОценок пока нет
- Emailing 1871Документ8 страницEmailing 1871Adrian YongОценок пока нет
- A Guide To FLNGДокумент6 страницA Guide To FLNGRobert WatersОценок пока нет
- Tugas Review PaperДокумент5 страницTugas Review PaperKetut Vera Budi LesmanaОценок пока нет
- Applied Thermal Engineering: Q.Y. Li, Y.L. JuДокумент8 страницApplied Thermal Engineering: Q.Y. Li, Y.L. Juthlim19078656Оценок пока нет
- LNG Propulsion 7Документ36 страницLNG Propulsion 7xlikoОценок пока нет
- Otc 20683 MS PDFДокумент11 страницOtc 20683 MS PDFRamesh NairОценок пока нет
- A New Frontier, Offshore Natural Gas Liquefaction - DR Chen Hwa Chiu (Chevron)Документ20 страницA New Frontier, Offshore Natural Gas Liquefaction - DR Chen Hwa Chiu (Chevron)Faishal Khairul UmamОценок пока нет
- Spe 128337 PDFДокумент8 страницSpe 128337 PDFDaniel DamboОценок пока нет
- Research of Design Challenges and New Technologies For Floating LNG PDFДокумент16 страницResearch of Design Challenges and New Technologies For Floating LNG PDFOIL & GAS 101Оценок пока нет
- Delay Model For Engineering Procurement Construction (EPC) : A Case of Liquefied Natural Gas (LNG) Projects in IndonesiaДокумент8 страницDelay Model For Engineering Procurement Construction (EPC) : A Case of Liquefied Natural Gas (LNG) Projects in IndonesiaEcho WackoОценок пока нет
- Offshore Structures ConceptsДокумент40 страницOffshore Structures ConceptsJason Yoon0% (1)
- Selecting Offshore LNG Processes: Engineering ForumДокумент3 страницыSelecting Offshore LNG Processes: Engineering ForummohamedОценок пока нет
- (PJA) FLNG Technology Shows Promise For Stranded Gas FieldsДокумент3 страницы(PJA) FLNG Technology Shows Promise For Stranded Gas FieldsamaliahandiniОценок пока нет
- Completing The LNG Value ChainДокумент8 страницCompleting The LNG Value ChainManoj Gupta100% (1)
- FSRU - Risks and OpportunitiesДокумент13 страницFSRU - Risks and OpportunitiesSudОценок пока нет
- Application of Intelligent Well Completion in Optimising Oil Production From Oil Rim ReservoirsДокумент12 страницApplication of Intelligent Well Completion in Optimising Oil Production From Oil Rim ReservoirsIlham SanubariОценок пока нет
- SPE 50645 MS JsmwordДокумент17 страницSPE 50645 MS Jsmwordjoel salazar martinezОценок пока нет
- Abandoment Field Paper PDFДокумент8 страницAbandoment Field Paper PDFDianaОценок пока нет
- Extended Abstract - Joana Antunes - MEGEДокумент10 страницExtended Abstract - Joana Antunes - MEGEMarcosGonzalezОценок пока нет
- CoTE Focus - LNG and Gas Carrier Ship TechnologyДокумент3 страницыCoTE Focus - LNG and Gas Carrier Ship Technologydan4041888Оценок пока нет
- FSRUДокумент15 страницFSRUMaria Khan100% (5)
- Design Challenges For Floating LNG FSRUДокумент16 страницDesign Challenges For Floating LNG FSRUPasquale Cutri100% (1)
- Panel: Gas To LNG - Global Trends & ProjectsДокумент1 страницаPanel: Gas To LNG - Global Trends & ProjectsRasheed YusufОценок пока нет
- OTC-31940-MS Repurposing Gulf of Mexico Oil and Gas Facilities For The Blue EconomyДокумент24 страницыOTC-31940-MS Repurposing Gulf of Mexico Oil and Gas Facilities For The Blue Economyantonio diego angelesОценок пока нет
- Information Technology Solutions: LNG Expertise That Is Hard To BeatДокумент2 страницыInformation Technology Solutions: LNG Expertise That Is Hard To BeatPaulo Ivo100% (1)
- Management of Sour Gas by Underground Injection - Assessment, ChallengesДокумент11 страницManagement of Sour Gas by Underground Injection - Assessment, Challengesmohamadi42Оценок пока нет
- Integrated Sand Management For Effective Hydrocarbon Flow AssuranceОт EverandIntegrated Sand Management For Effective Hydrocarbon Flow AssuranceОценок пока нет
- Thomas 2015Документ20 страницThomas 2015thlim19078656Оценок пока нет
- 11-8840 BLOWDOWN White Paper - FINAL PDFДокумент13 страниц11-8840 BLOWDOWN White Paper - FINAL PDFphantanthanhОценок пока нет
- Kim 2016Документ11 страницKim 2016thlim19078656Оценок пока нет
- MsДокумент10 страницMsthlim19078656Оценок пока нет
- Gas Lift With Nitrogen Injection Generated in SituДокумент10 страницGas Lift With Nitrogen Injection Generated in SitutherockstarsunОценок пока нет
- MSДокумент13 страницMSthlim19078656Оценок пока нет
- 1 4041168Документ37 страниц1 4041168thlim19078656Оценок пока нет
- dp393 PDFДокумент29 страницdp393 PDFthlim19078656Оценок пока нет
- OMC2003 ABOFlowAssuranceДокумент15 страницOMC2003 ABOFlowAssurancethlim19078656Оценок пока нет
- Deo 2014 Whole PDFДокумент255 страницDeo 2014 Whole PDFthlim19078656Оценок пока нет
- Shane 2015Документ15 страницShane 2015thlim19078656Оценок пока нет
- ECOS2015 Carranzaand Oliveira JRДокумент14 страницECOS2015 Carranzaand Oliveira JRthlim19078656Оценок пока нет
- En Innovative Precooling Strategies PDFДокумент8 страницEn Innovative Precooling Strategies PDFthlim19078656Оценок пока нет
- 133 1 132 1 10 20110530 PDFДокумент11 страниц133 1 132 1 10 20110530 PDFMurali DarenОценок пока нет
- Spe 155124 MS PДокумент13 страницSpe 155124 MS Pthlim19078656Оценок пока нет
- 1 4027187Документ9 страниц1 4027187thlim19078656Оценок пока нет
- 9 OverrideControlДокумент10 страниц9 OverrideControlsamiran21Оценок пока нет
- 1 2132383Документ12 страниц1 2132383thlim19078656Оценок пока нет
- 1 3445988Документ2 страницы1 3445988thlim19078656Оценок пока нет
- 1 4003453Документ5 страниц1 4003453thlim19078656Оценок пока нет
- PSAM13 Kim - 20160916Документ35 страницPSAM13 Kim - 20160916thlim19078656Оценок пока нет
- Otc 27288 MSДокумент13 страницOtc 27288 MSthlim19078656Оценок пока нет
- Form Lopa Summary SheetДокумент1 страницаForm Lopa Summary Sheetthlim19078656Оценок пока нет
- 1 4007730Документ6 страниц1 4007730thlim19078656Оценок пока нет
- Water 10 01592Документ16 страницWater 10 01592thlim19078656Оценок пока нет
- ECOS2015 Carranzaand Oliveira JRДокумент14 страницECOS2015 Carranzaand Oliveira JRthlim19078656Оценок пока нет
- Esda2012 82986 PDFДокумент11 страницEsda2012 82986 PDFthlim19078656Оценок пока нет
- Esda2012 82986 PDFДокумент11 страницEsda2012 82986 PDFthlim19078656Оценок пока нет
- Form Lopa Summary SheetДокумент1 страницаForm Lopa Summary SheetguhadebasisОценок пока нет
- Unit 1 PrinciplesДокумент17 страницUnit 1 PrinciplesRohit YadavОценок пока нет
- Engineering Management: Class RequirementsДокумент30 страницEngineering Management: Class RequirementsMigaeaОценок пока нет
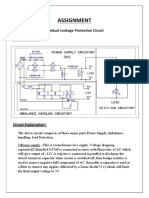
- Assignment: Residual Leakage Protection Circuit Circuit DiagramДокумент2 страницыAssignment: Residual Leakage Protection Circuit Circuit DiagramShivam ShrivastavaОценок пока нет
- Categorical SyllogismДокумент3 страницыCategorical SyllogismYan Lean DollisonОценок пока нет
- Atmel 46003 SE M90E32AS DatasheetДокумент84 страницыAtmel 46003 SE M90E32AS DatasheetNagarajОценок пока нет
- Topic: Grammatical Issues: What Are Parts of Speech?Документ122 страницыTopic: Grammatical Issues: What Are Parts of Speech?AK AKASHОценок пока нет
- IJRHAL - Exploring The Journey of Steel Authority of India (SAIL) As A Maharatna CompanyДокумент12 страницIJRHAL - Exploring The Journey of Steel Authority of India (SAIL) As A Maharatna CompanyImpact JournalsОценок пока нет
- Swelab Alfa Plus User Manual V12Документ100 страницSwelab Alfa Plus User Manual V12ERICKОценок пока нет
- Atomberg Gorilla FanДокумент12 страницAtomberg Gorilla FanjothamОценок пока нет
- Waves and Ocean Structures Journal of Marine Science and EngineeringДокумент292 страницыWaves and Ocean Structures Journal of Marine Science and Engineeringheinz billОценок пока нет
- Use of The Internet in EducationДокумент23 страницыUse of The Internet in EducationAlbert BelirОценок пока нет
- Naval TV SystemДокумент24 страницыNaval TV Systemsharmasandeep0010Оценок пока нет
- IPA Smith Osborne21632Документ28 страницIPA Smith Osborne21632johnrobertbilo.bertilloОценок пока нет
- Wine TourismДокумент9 страницWine Tourismyarashovanilufar1999Оценок пока нет
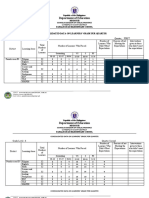
- Department of Education: Consolidated Data On Learners' Grade Per QuarterДокумент4 страницыDepartment of Education: Consolidated Data On Learners' Grade Per QuarterUsagi HamadaОценок пока нет
- 06 SAP PM Level 1 Role Matrix Template SampleДокумент5 страниц06 SAP PM Level 1 Role Matrix Template SampleRiteshSinhmar100% (1)
- Ultra Electronics Gunfire LocatorДокумент10 страницUltra Electronics Gunfire LocatorPredatorBDU.comОценок пока нет
- Spectroscopic Methods For Determination of DexketoprofenДокумент8 страницSpectroscopic Methods For Determination of DexketoprofenManuel VanegasОценок пока нет
- Stability Analysis of Geocell Reinforced Slopes by Considering Bending EffectДокумент13 страницStability Analysis of Geocell Reinforced Slopes by Considering Bending EffectRakesh KapoorОценок пока нет
- Concrete Pumping.: Squeeze PumpsДокумент2 страницыConcrete Pumping.: Squeeze PumpsALINDA BRIANОценок пока нет
- Pitch DeckДокумент21 страницаPitch DeckIAОценок пока нет
- PDFДокумент653 страницыPDFconstantinОценок пока нет
- Designed For Severe ServiceДокумент28 страницDesigned For Severe ServiceAnthonyОценок пока нет
- Rankine-Froude Model: Blade Element Momentum Theory Is A Theory That Combines BothДокумент111 страницRankine-Froude Model: Blade Element Momentum Theory Is A Theory That Combines BothphysicsОценок пока нет
- Governance Operating Model: Structure Oversight Responsibilities Talent and Culture Infrastructu REДокумент6 страницGovernance Operating Model: Structure Oversight Responsibilities Talent and Culture Infrastructu REBob SolísОценок пока нет
- FT2020Документ7 страницFT2020Sam SparksОценок пока нет
- Diverging Lenses - Object-Image Relations: Previously in Lesson 5 Double Concave LensesДокумент2 страницыDiverging Lenses - Object-Image Relations: Previously in Lesson 5 Double Concave LensesleonОценок пока нет
- Hyundai SL760Документ203 страницыHyundai SL760Anonymous yjK3peI7100% (3)