Вам также может понравиться
- Liquid Penetrant Testing L.PДокумент51 страницаLiquid Penetrant Testing L.PPRABHU LОценок пока нет
- Government Polytechnic Junagadh: Liquid Penerant TestingtДокумент16 страницGovernment Polytechnic Junagadh: Liquid Penerant TestingtArvind DedunОценок пока нет
- Non - Destructive Testing: UNIT-5Документ26 страницNon - Destructive Testing: UNIT-5Jones Jones Jr.Оценок пока нет
- LPTДокумент22 страницыLPTPratik SalveОценок пока нет
- Penetrant Testing, or PT, Is A NondestructiveДокумент10 страницPenetrant Testing, or PT, Is A NondestructiveMastram HatheshОценок пока нет
- LPT Study Material LatestДокумент33 страницыLPT Study Material Latestbeltranrommel100% (2)
- Liquid Penetrant Testing PDFДокумент20 страницLiquid Penetrant Testing PDFgueridiОценок пока нет
- Dye Penetrant Inspection (DPI) - Liquid Penetrant Inspection (LPI) - Liquid Penetrant Testing (PT)Документ9 страницDye Penetrant Inspection (DPI) - Liquid Penetrant Inspection (LPI) - Liquid Penetrant Testing (PT)ISHITA ROY CHOUDHURYОценок пока нет
- NDT Module 2Документ21 страницаNDT Module 2Sajeesh Saji100% (1)
- Material Science AlfathiДокумент5 страницMaterial Science AlfathiAnonymous UdOhqLMОценок пока нет
- Liquid Penetrant Inspection 3Документ24 страницыLiquid Penetrant Inspection 3Taha KhanОценок пока нет
- Unit - 3-Non-Destructive Testing Overview of Nondestructive TestingДокумент70 страницUnit - 3-Non-Destructive Testing Overview of Nondestructive TestingGopinathОценок пока нет
- EXPERIMENT No.: - Liquid Penetrant TestДокумент6 страницEXPERIMENT No.: - Liquid Penetrant TestVandan GundaleОценок пока нет
- Liquid Penetrant TestingДокумент20 страницLiquid Penetrant Testingajayghosh3140Оценок пока нет
- Liquid Penetrant TestingДокумент20 страницLiquid Penetrant TestingsanjibkrjanaОценок пока нет
- Non Destructive TestingДокумент30 страницNon Destructive TestingRahul GajjeОценок пока нет
- Dye Penetrant Inspection - Wikipedia, The Free EncyclopediaДокумент5 страницDye Penetrant Inspection - Wikipedia, The Free Encyclopediaviswamanoj100% (1)
- Dye Penetrant InspectionДокумент5 страницDye Penetrant Inspectionrashm006ranjanОценок пока нет
- Module1 Testing and Flaw Detection of Materials and ComponentsДокумент12 страницModule1 Testing and Flaw Detection of Materials and ComponentsHari GovindОценок пока нет
- PT Theory FromДокумент75 страницPT Theory FromYousef Adel HassanenОценок пока нет
- Fluorescent Dye Lab ReportДокумент10 страницFluorescent Dye Lab Reportkaushallyaa navindranОценок пока нет
- Dye Penetrant InspectionДокумент6 страницDye Penetrant InspectionHabib ur RehmanОценок пока нет
- DPTДокумент10 страницDPTShabbir HassanОценок пока нет
- Non Destructive TestingДокумент7 страницNon Destructive Testingk_mughalОценок пока нет
- Dye Penetrant InspectionДокумент5 страницDye Penetrant Inspectionrajasekar21Оценок пока нет
- Non Destructive Testing and Evaluation Course Module Topic - Dye Penetrant TestingДокумент118 страницNon Destructive Testing and Evaluation Course Module Topic - Dye Penetrant TestingV.Muthu KumarОценок пока нет
- 4 Intro To Penetrant 03092013 OKДокумент27 страниц4 Intro To Penetrant 03092013 OKnishant kumar singhОценок пока нет
- Dye Penetrant InspДокумент5 страницDye Penetrant InspVysakh VasudevanОценок пока нет
- Penetrant RaportДокумент6 страницPenetrant RaportMeritan BaballariОценок пока нет
- PT Level Ii FM1Документ41 страницаPT Level Ii FM1ucheОценок пока нет
- Liquid Penetrant Testing (ASME BPVC Section V - Article 6, ASTM E-165-02)Документ4 страницыLiquid Penetrant Testing (ASME BPVC Section V - Article 6, ASTM E-165-02)Lakshmi KruthigaОценок пока нет
- Introduction and History of - Docx PenetrantДокумент56 страницIntroduction and History of - Docx PenetrantHamydОценок пока нет
- Experiment No.3 Dye Penetration TestДокумент4 страницыExperiment No.3 Dye Penetration TestChristian D. AllanaОценок пока нет
- Liquid Penetrant Test Level-IiДокумент39 страницLiquid Penetrant Test Level-IiAabhas UpadhyayaОценок пока нет
- Non-Destructive Inspection Practical: NAME:-Amol Rajhans Talekar Roll No.: - Name of DepartmentДокумент40 страницNon-Destructive Inspection Practical: NAME:-Amol Rajhans Talekar Roll No.: - Name of DepartmentAniket DhoneОценок пока нет
- 2 2Документ11 страниц2 2RAJESH. RОценок пока нет
- Basic Processing Steps of A Liquid Penetrant InspectionДокумент16 страницBasic Processing Steps of A Liquid Penetrant Inspectionssrames7282Оценок пока нет
- Non-Destructive TestingДокумент61 страницаNon-Destructive TestingRehan SharmaОценок пока нет
- Nondestructive Testing (NDT)Документ14 страницNondestructive Testing (NDT)Javeed A. KhanОценок пока нет
- Dye Penetrant InspectionДокумент2 страницыDye Penetrant InspectionsuparnaОценок пока нет
- Module 2 Surface Gears MethodsДокумент12 страницModule 2 Surface Gears MethodsNAVEEN H V MEОценок пока нет
- Dye Penetrant TestДокумент4 страницыDye Penetrant TestRavi kumarОценок пока нет
- PT Test & SafetyДокумент42 страницыPT Test & SafetyRushabh KapadiaОценок пока нет
- Dye PenetrantДокумент17 страницDye Penetrantsen_subhasis_58Оценок пока нет
- Liquid Penetrant Testing ModuleДокумент59 страницLiquid Penetrant Testing ModuleDITAОценок пока нет
- NDT Basics PresentationsДокумент154 страницыNDT Basics Presentationskirans60100% (1)
- Dye Penetrant Lab ReportДокумент6 страницDye Penetrant Lab Reportking kong80% (5)
- Penetrant TestingДокумент22 страницыPenetrant Testingmanafl salhlОценок пока нет
- MSE Experiment No. 7 - Dye Penetration TestДокумент4 страницыMSE Experiment No. 7 - Dye Penetration TestRushikesh Kale100% (1)
- Penetrant PresentationДокумент20 страницPenetrant PresentationJayesh100% (3)
- Penetrant Testing: Principles, Techniques, Applications and Interview Q&AОт EverandPenetrant Testing: Principles, Techniques, Applications and Interview Q&AОценок пока нет
- Site Safety Handbook for the Petroleum IndustryОт EverandSite Safety Handbook for the Petroleum IndustryРейтинг: 5 из 5 звезд5/5 (1)
- NDE Handbook: Non-Destructive Examination Methods for Condition MonitoringОт EverandNDE Handbook: Non-Destructive Examination Methods for Condition MonitoringKnud G. BøvingРейтинг: 4.5 из 5 звезд4.5/5 (4)
- Technical Aspects Related to the Design and Construction of Engineered Containment Barriers for Environmental RemediationОт EverandTechnical Aspects Related to the Design and Construction of Engineered Containment Barriers for Environmental RemediationОценок пока нет
- Analisys and application of dry cleaning materials on unvarnished pain surfacesОт EverandAnalisys and application of dry cleaning materials on unvarnished pain surfacesОценок пока нет
- Power Plant Engineering: Aditya Engineering College (A) Aditya Engineering College (A)Документ82 страницыPower Plant Engineering: Aditya Engineering College (A) Aditya Engineering College (A)Rajesh ShahОценок пока нет
- Design and FabricationДокумент31 страницаDesign and FabricationRajesh ShahОценок пока нет
- Energy-Efficient Systems and Benefits of Green ManufacturingДокумент97 страницEnergy-Efficient Systems and Benefits of Green ManufacturingRajesh ShahОценок пока нет
- Introduction To MCMT PPT (Autosaved)Документ16 страницIntroduction To MCMT PPT (Autosaved)Rajesh ShahОценок пока нет
- Application - FORM - PHD 2020 PDFДокумент5 страницApplication - FORM - PHD 2020 PDFRajesh ShahОценок пока нет
- METROLOGY JNTUK Mech III - IIДокумент103 страницыMETROLOGY JNTUK Mech III - IIRajesh Shah0% (3)
- Surface Engineering NotesДокумент17 страницSurface Engineering NotesRajesh Shah0% (1)
- Design and FabricationДокумент31 страницаDesign and FabricationRajesh ShahОценок пока нет
- Unit Ii Automated Flow LinesДокумент94 страницыUnit Ii Automated Flow LinesRajesh Shah100% (1)
- Aditya Engineering College (A) : Lesson PlanДокумент5 страницAditya Engineering College (A) : Lesson PlanRajesh ShahОценок пока нет
- Objective QuestionsДокумент73 страницыObjective QuestionsRajesh ShahОценок пока нет
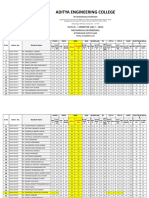
- Surname First Name Gender: Ms. FemaleДокумент24 страницыSurname First Name Gender: Ms. FemaleRajesh ShahОценок пока нет
- Aim NotesДокумент164 страницыAim NotesRajesh ShahОценок пока нет
- II To IV B.tech. II Semester Lesson Plan 2017-18Документ6 страницII To IV B.tech. II Semester Lesson Plan 2017-18Rajesh ShahОценок пока нет
- II B.tech I Sem JNTUK Final AttendanceДокумент31 страницаII B.tech I Sem JNTUK Final AttendanceRajesh ShahОценок пока нет
- Title Middle Name Mother's Name: Miss AAA AAA AAA Aaa1Документ9 страницTitle Middle Name Mother's Name: Miss AAA AAA AAA Aaa1Rajesh ShahОценок пока нет
- 6/3/2014 1 Hareesha N G, Dept of Aero Engg, DSCEДокумент41 страница6/3/2014 1 Hareesha N G, Dept of Aero Engg, DSCERajesh ShahОценок пока нет
- High Speed Stir ModelДокумент27 страницHigh Speed Stir ModelRajesh ShahОценок пока нет
- Class 18Документ51 страницаClass 18Rajesh ShahОценок пока нет
- Lec 12 - 13 Shaping Planing and Slotting OperationsДокумент36 страницLec 12 - 13 Shaping Planing and Slotting OperationsAnonymous lTQDM21Оценок пока нет
- Parte 3.-Piping Design Carrier HandBookДокумент122 страницыParte 3.-Piping Design Carrier HandBookNestor Sanchez Villasmil100% (8)
- Design of Single Plate Shear ConnectionsДокумент12 страницDesign of Single Plate Shear Connectionssecanet10Оценок пока нет
- 2002 - Mohandy - Sustainable Bio-Composites From Renewable ResourcesДокумент8 страниц2002 - Mohandy - Sustainable Bio-Composites From Renewable ResourcesanfkОценок пока нет
- 77 - 170 PDFДокумент14 страниц77 - 170 PDFraja100% (1)
- ASTM Norm E 164 - 97 - RTE2NC05NWДокумент23 страницыASTM Norm E 164 - 97 - RTE2NC05NWAngelОценок пока нет
- List of Contents: Station: NTPC Simhadri BHEL REF NO: PS-DC-186-500-Ntpc Ref No: Sim/1/Ts/1Документ12 страницList of Contents: Station: NTPC Simhadri BHEL REF NO: PS-DC-186-500-Ntpc Ref No: Sim/1/Ts/1Premkumar VasudevanОценок пока нет
- Instrumentation Quick-Connect Stems, With Shutoff: SS-QC6-D-4PFДокумент2 страницыInstrumentation Quick-Connect Stems, With Shutoff: SS-QC6-D-4PFAdeilton CabocloОценок пока нет
- 03171344yzet PDFДокумент30 страниц03171344yzet PDFRobin LeeОценок пока нет
- Hvac Design Thumb Rules PDFДокумент52 страницыHvac Design Thumb Rules PDFmohd yusuf ansariОценок пока нет
- ASTM-D570-98 - Water Absorption of Plastics1Документ2 страницыASTM-D570-98 - Water Absorption of Plastics1Ruwan Sampath WickramathilakaОценок пока нет
- E DMT 041424Документ80 страницE DMT 041424Girlie YapОценок пока нет
- Purge With NitrogenДокумент5 страницPurge With NitrogenSurya Kiran KОценок пока нет
- Technical Data Sheet - (Linear Low-Density Polyethylene) : Product DescriptionДокумент2 страницыTechnical Data Sheet - (Linear Low-Density Polyethylene) : Product DescriptionchinchotarngОценок пока нет
- A Review On Binderless Tungsten Carbide DevelopmenДокумент37 страницA Review On Binderless Tungsten Carbide DevelopmenRubens RochaОценок пока нет
- Penthouse Summer 08Документ2 страницыPenthouse Summer 08John M. CavoteОценок пока нет
- 05 Hand ProtectionДокумент18 страниц05 Hand ProtectionmgphyopyaesoneaungОценок пока нет
- CMP ManualДокумент65 страницCMP Manualnarayanan.um2640100% (2)
- Company Profile - en - Mailversion KlumppДокумент2 страницыCompany Profile - en - Mailversion KlumppJulio NeumannОценок пока нет
- Fig. 7444 PDFДокумент2 страницыFig. 7444 PDFDanielОценок пока нет
- SKF Explorer ACBB 10572 en TCM 12-32273Документ8 страницSKF Explorer ACBB 10572 en TCM 12-32273ankitsarvaiyaОценок пока нет
- Pelton Crane OCM OCR Sterilizer Service ManualДокумент8 страницPelton Crane OCM OCR Sterilizer Service ManualWilliam Hernandez100% (1)
- Defogger: SectionДокумент72 страницыDefogger: SectionJavier SiñaniОценок пока нет
- Meurer Parts ListДокумент2 страницыMeurer Parts ListvinayОценок пока нет
- 05 SedimentationДокумент70 страниц05 SedimentationAnonymous Cpe6vcОценок пока нет
- Sikafloor 415 PDSДокумент6 страницSikafloor 415 PDSVi NeОценок пока нет
- White Topping: An Excellent Solution For Pavement RehabilitationДокумент23 страницыWhite Topping: An Excellent Solution For Pavement RehabilitationLohith Kumar HPОценок пока нет
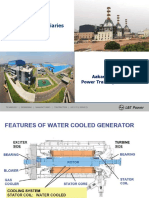
- Generator AuxiliariesДокумент39 страницGenerator Auxiliariesharry2586Оценок пока нет
- Surface Prepairation STD For PC ASTM D6386Документ4 страницыSurface Prepairation STD For PC ASTM D6386Rohit SangwanОценок пока нет
- Phoenix Contact Datasheet 5378758Документ6 страницPhoenix Contact Datasheet 5378758Abraham RamirezОценок пока нет
- Denim Finishing: Weko Offers Solutions ..Документ8 страницDenim Finishing: Weko Offers Solutions ..孙兴峰Оценок пока нет