Вам также может понравиться
- Solvent Extraction: Classical and Novel ApproachesОт EverandSolvent Extraction: Classical and Novel ApproachesРейтинг: 4 из 5 звезд4/5 (2)
- Sustainable synthesis of ciclopentene derivatives through multicomponent reactions in continuous flow regimeОт EverandSustainable synthesis of ciclopentene derivatives through multicomponent reactions in continuous flow regimeОценок пока нет
- Heuristics For Process Synthesis: Ref: Seider, Seader and Lewin (2004), Chapter 5Документ46 страницHeuristics For Process Synthesis: Ref: Seider, Seader and Lewin (2004), Chapter 5María Carrillo De AlbaОценок пока нет
- Heuristic SДокумент31 страницаHeuristic Sjesi5445Оценок пока нет
- 2 Heuristics For Process SynthesisДокумент80 страниц2 Heuristics For Process SynthesisUzair Wahid100% (1)
- EP426 Chemical Process Design and Optimization Chapter 2a – Synthesis of process flow diagram (PFD). Rule of thumb for process synthesis. (Process Design HeuristicsДокумент33 страницыEP426 Chemical Process Design and Optimization Chapter 2a – Synthesis of process flow diagram (PFD). Rule of thumb for process synthesis. (Process Design HeuristicsLam DesmondОценок пока нет
- Lecture 3 (B) - 308572 ChE 312 PSD1-Part I, Heuristics For Process Synthesis PDFДокумент14 страницLecture 3 (B) - 308572 ChE 312 PSD1-Part I, Heuristics For Process Synthesis PDFFahad MahmoodОценок пока нет
- CHEN 4460 - Process Synthesis, Simulation and OptimizationДокумент28 страницCHEN 4460 - Process Synthesis, Simulation and Optimizationmppatilmayur1679Оценок пока нет
- Heuristics For Process SynthesisДокумент26 страницHeuristics For Process SynthesisThien LeОценок пока нет
- Design and Analysis II: Lecture 3: Heuristics For Process SynthesisДокумент26 страницDesign and Analysis II: Lecture 3: Heuristics For Process SynthesisRenzo POОценок пока нет
- Reaction Engineering of Emerging Oxidation Processes: P.L. Mills, R.V. ChaudhariДокумент13 страницReaction Engineering of Emerging Oxidation Processes: P.L. Mills, R.V. ChaudhariCod HalalОценок пока нет
- Catalysis: The Key To Waste Minimization: Roger A. SheldonДокумент8 страницCatalysis: The Key To Waste Minimization: Roger A. SheldonprashantОценок пока нет
- Heuristics for Process SynthesisДокумент46 страницHeuristics for Process SynthesisMuhammad SyafiieОценок пока нет
- Heuristics for Process Synthesis and Chemical DistributionДокумент36 страницHeuristics for Process Synthesis and Chemical DistributionThrishnaa BalasupurManiam0% (1)
- Heuristics For Process Synthesis: Intro To PD - 1Документ16 страницHeuristics For Process Synthesis: Intro To PD - 1Ng Kee NainОценок пока нет
- ETACRDДокумент53 страницыETACRDSampathkumar AttuluriОценок пока нет
- Modelling of Reactive Separation ProcessesДокумент23 страницыModelling of Reactive Separation ProcessesPatrick Grady AlloeyОценок пока нет
- Green Chemistry Metrics: Calculating Atom Economy, E-Factor and Mass YieldДокумент28 страницGreen Chemistry Metrics: Calculating Atom Economy, E-Factor and Mass Yieldpower-xОценок пока нет
- 4I102Документ28 страниц4I102CIVILTEB69 AKSHATA SHINDEОценок пока нет
- Regeneration and Treatment of Sulfidic Spent Caustic Using Analytic Hierarchy ProcessДокумент6 страницRegeneration and Treatment of Sulfidic Spent Caustic Using Analytic Hierarchy Processafshin ziaratiОценок пока нет
- 03 Bleach Oxidation HandoutДокумент6 страниц03 Bleach Oxidation HandoutBrian PermejoОценок пока нет
- Erbium (III) Chloride in Ethyl Lactate As A Smart Ecofriendly System For E Cient and Rapid Stereoselective Synthesis of Trans-4,5-Diaminocyclopent-2-EnonesДокумент4 страницыErbium (III) Chloride in Ethyl Lactate As A Smart Ecofriendly System For E Cient and Rapid Stereoselective Synthesis of Trans-4,5-Diaminocyclopent-2-EnonesAlmaz KassОценок пока нет
- Pembuatab KatalisДокумент8 страницPembuatab Katalisyusniya skОценок пока нет
- Acetic Acid From Mixed Waste AcidsДокумент7 страницAcetic Acid From Mixed Waste AcidsAnonymous NxpnI6jCОценок пока нет
- Ehemj v5n4p231 FaДокумент9 страницEhemj v5n4p231 FaNo NameОценок пока нет
- 03 Plant Design and Economics Heuristics R02Документ124 страницы03 Plant Design and Economics Heuristics R02هادی طاهریОценок пока нет
- Efficient and Convenient Oxidation of AlcoholsДокумент5 страницEfficient and Convenient Oxidation of AlcoholsMedОценок пока нет
- Green Chemistry CHP 1-17Документ59 страницGreen Chemistry CHP 1-17Basu GargОценок пока нет
- Unit V - Green Chemistry CompositiesДокумент16 страницUnit V - Green Chemistry Compositiesaraq3501Оценок пока нет
- LECTURE 05 Heuristics For Process Synthesis PDFДокумент15 страницLECTURE 05 Heuristics For Process Synthesis PDFfarahazizahazhary100% (1)
- HeuristicsДокумент26 страницHeuristicsCristel Delgado100% (1)
- 1-S2.0-S2468025718301389-Main (Leer Viernes)Документ5 страниц1-S2.0-S2468025718301389-Main (Leer Viernes)Elena RomeroОценок пока нет
- ChemicalReactivityHazards (Compatibility Mode)Документ101 страницаChemicalReactivityHazards (Compatibility Mode)Rmz ExeОценок пока нет
- Chemistry ProjectДокумент4 страницыChemistry ProjectJuliana PardoОценок пока нет
- Adipic AcidДокумент4 страницыAdipic Acidbnar jОценок пока нет
- Sustainability 13 07923 v2Документ16 страницSustainability 13 07923 v2ANGELA RIOJAОценок пока нет
- Organic Synthesis DissertationsДокумент5 страницOrganic Synthesis DissertationshcivczwffОценок пока нет
- The Twelve Principles of Green ChemistryДокумент55 страницThe Twelve Principles of Green ChemistryAaqibali LudhianviОценок пока нет
- Shroff S R Rotary Institute of Chemical TechnologyДокумент10 страницShroff S R Rotary Institute of Chemical TechnologyMriganka MondalОценок пока нет
- Atom EconomyДокумент27 страницAtom Economycandysun100% (1)
- New UnreadДокумент9 страницNew Unreadf22bchem3m02041Оценок пока нет
- Ijltest 0714008 PDFДокумент9 страницIjltest 0714008 PDFZizile MsomiОценок пока нет
- Green Chemistry Kimia FisikДокумент16 страницGreen Chemistry Kimia FisikRinaldi SatriaОценок пока нет
- Heuristics For Process SynthesisДокумент14 страницHeuristics For Process SynthesisSheila ParrillaОценок пока нет
- Topic 4: Heuristic of Process SynthesisДокумент28 страницTopic 4: Heuristic of Process Synthesis伟铭Оценок пока нет
- Supercritical Extraction and Separation of Antioxidants From Residues of The Wine IndustryДокумент5 страницSupercritical Extraction and Separation of Antioxidants From Residues of The Wine IndustryJeni NicolaeОценок пока нет
- Fundamentals of CatalysisДокумент2 страницыFundamentals of Catalysisfawad_kazОценок пока нет
- Arkivoc 2018, I, AmidinasДокумент44 страницыArkivoc 2018, I, AmidinasgokucharlyОценок пока нет
- Maximizing Atom Economy in Chemical ReactionsДокумент4 страницыMaximizing Atom Economy in Chemical ReactionsMaria ZiaОценок пока нет
- Wet Air Oxidation - A Review of Process Technologies and Reactor Design - S.T. Kolaczkowski - 1999Документ18 страницWet Air Oxidation - A Review of Process Technologies and Reactor Design - S.T. Kolaczkowski - 1999Jose M. Gomez RuedaОценок пока нет
- Supercritical Water Gasification Practical Design Strategies and Operational Challenges For Lab-Scale, Continuous Flow ReactorsДокумент32 страницыSupercritical Water Gasification Practical Design Strategies and Operational Challenges For Lab-Scale, Continuous Flow ReactorsNhean FierceghastОценок пока нет
- Wet Air Oxidation - A Review of Process Technologies and Aspects in Reactor Design PDFДокумент18 страницWet Air Oxidation - A Review of Process Technologies and Aspects in Reactor Design PDFAnonymous 1XHScfCIОценок пока нет
- Coumarin Synth - Mild and High-Yielding Synthesis of B-Keto Esters and B-KetoamidesДокумент6 страницCoumarin Synth - Mild and High-Yielding Synthesis of B-Keto Esters and B-KetoamidesyunusОценок пока нет
- Ethyl Benzene Plant DesignДокумент45 страницEthyl Benzene Plant DesignfaridzawiОценок пока нет
- Minimize Scaleup Difficulties PDFДокумент6 страницMinimize Scaleup Difficulties PDFWillaОценок пока нет
- Fault Detection in The Green Chemical Process: Application To An Exothermic ReactionДокумент6 страницFault Detection in The Green Chemical Process: Application To An Exothermic ReactionKam KamОценок пока нет
- GreenДокумент16 страницGreenGopal SharmaОценок пока нет
- CHEMICAL MONITORING AND MANAGEMENTДокумент28 страницCHEMICAL MONITORING AND MANAGEMENTdasdaОценок пока нет
- 10 1021@ie0107643Документ7 страниц10 1021@ie0107643noviОценок пока нет
- Chimie VerdeДокумент10 страницChimie VerdeSorin MiuОценок пока нет
- Centifugal PumpДокумент8 страницCentifugal PumpTinaaTinyОценок пока нет
- Introduction To Oil & Gas ManualДокумент95 страницIntroduction To Oil & Gas ManualPradeep Mani100% (3)
- FPD 1420 eДокумент4 страницыFPD 1420 emealysrОценок пока нет
- Reciprocating Pump Power Required Density G Q (Suction Head + Discharge Head)Документ2 страницыReciprocating Pump Power Required Density G Q (Suction Head + Discharge Head)AmalОценок пока нет
- ECON Quick Closing Valves and Accessories: Installation & Operation ManualДокумент15 страницECON Quick Closing Valves and Accessories: Installation & Operation ManualСергей ДенисенкоОценок пока нет
- Novel Subsea Boosting Solutions To Increase IORДокумент25 страницNovel Subsea Boosting Solutions To Increase IORxiaoyi123Оценок пока нет
- D20Dtf Engine InformationДокумент16 страницD20Dtf Engine InformationFrancisco Alejandro TelloОценок пока нет
- Pages From Grundfosliterature-3065923 5Документ1 страницаPages From Grundfosliterature-3065923 5selmir_9Оценок пока нет
- R-32 Air Cooled Chiller with Inverter Scroll CompressorsДокумент63 страницыR-32 Air Cooled Chiller with Inverter Scroll CompressorsFrancisco BelloОценок пока нет
- Pump Preservation Guide 2p121266Документ6 страницPump Preservation Guide 2p121266oswaldo58Оценок пока нет
- Pip 686aДокумент8 страницPip 686asaminasritn50% (2)
- E PR 410Документ17 страницE PR 410mshkh1982Оценок пока нет
- ZX-3 and Zx-5 Error Codes ListДокумент70 страницZX-3 and Zx-5 Error Codes Listwin min soe100% (1)
- Revised Techno Commercial Offer of CSSD Equipment, Grand Port Hospital, Wadala, 08.02.2022Документ20 страницRevised Techno Commercial Offer of CSSD Equipment, Grand Port Hospital, Wadala, 08.02.2022Pranali MhatreОценок пока нет
- ESE Syllabus 2013: A. Civil EngineeringДокумент9 страницESE Syllabus 2013: A. Civil EngineeringSumit BalguvharОценок пока нет
- Mobile Mixing Plants: M1 / M1.25 / M2.25 / M2.5 / M3Документ12 страницMobile Mixing Plants: M1 / M1.25 / M2.25 / M2.5 / M3Omprakash singh100% (1)
- Portfolio 2.4 DuctingДокумент69 страницPortfolio 2.4 Ductingjitendrashukla10836Оценок пока нет
- F3521GLДокумент2 страницыF3521GLRose Marie100% (1)
- 070.610-Iom Rwfii 2017-04 PDFДокумент72 страницы070.610-Iom Rwfii 2017-04 PDFyoye1968100% (1)
- NitrogenOxygen Supply and Distribution SystemsДокумент41 страницаNitrogenOxygen Supply and Distribution SystemsMohamad PizulОценок пока нет
- Norsok Standard - Mechanical Equipment SelectionДокумент17 страницNorsok Standard - Mechanical Equipment SelectionBudi IndraОценок пока нет
- Selecting The Right WaterjetДокумент25 страницSelecting The Right WaterjetFilipe AntunesОценок пока нет
- EFFICIENT AODDPДокумент5 страницEFFICIENT AODDPTasawwur TahirОценок пока нет
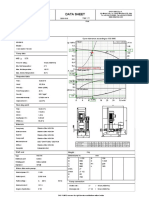
- DAB PUMPS S.p.A. Data Sheet for 1 NKV 20/8 S T E1 IE3 PumpДокумент3 страницыDAB PUMPS S.p.A. Data Sheet for 1 NKV 20/8 S T E1 IE3 PumpAan AndianaОценок пока нет
- INTERMEDIATED HYDRAULIC SYSTEM COMPONENTSДокумент153 страницыINTERMEDIATED HYDRAULIC SYSTEM COMPONENTSBalikpapan CityОценок пока нет
- Manual JD English C13960.Sflb - AshxДокумент41 страницаManual JD English C13960.Sflb - AshxPete Okonski100% (1)
- CD T.PM 04.15 Lackey PDFДокумент10 страницCD T.PM 04.15 Lackey PDFjose03Оценок пока нет
- Flamanville 3 Epr Turbine Island Construction EditorialДокумент6 страницFlamanville 3 Epr Turbine Island Construction EditorialArzu AkarОценок пока нет
- Operation and Maintenance Manual for 1104A-4G-34T Type GovernorДокумент54 страницыOperation and Maintenance Manual for 1104A-4G-34T Type GovernorFaserphi Sac100% (2)
- Leak Test ProcedureДокумент13 страницLeak Test ProcedureCipta AdikaryaОценок пока нет