Вам также может понравиться
- L-IG41M3: Revision History Rev Data Description 2 0 0 9 / 0 3 / 1 4Документ37 страницL-IG41M3: Revision History Rev Data Description 2 0 0 9 / 0 3 / 1 4William Rangel GarciaОценок пока нет
- Practical Workbook - ISO27001 Lead Implementor CourseДокумент61 страницаPractical Workbook - ISO27001 Lead Implementor CourseJacktone SikoliaОценок пока нет
- TC Logic 4469-4467Документ3 страницыTC Logic 4469-4467Dev KumarОценок пока нет
- Presentation VES HydДокумент26 страницPresentation VES HydVedant AjnadkarОценок пока нет
- Checklist For Equipment Inspection Portable GrinderДокумент2 страницыChecklist For Equipment Inspection Portable GrinderIdada EzekielОценок пока нет
- Predective Modelling Business Report SetДокумент10 страницPredective Modelling Business Report Setpriyada16Оценок пока нет
- Dokumen - Tips - Phased Array Ultrasonic Technology 2nd Edition SampleДокумент26 страницDokumen - Tips - Phased Array Ultrasonic Technology 2nd Edition SampleAnderson PinzónОценок пока нет
- Checklist For Equipment Inspection Tower CraneДокумент3 страницыChecklist For Equipment Inspection Tower CraneIdada EzekielОценок пока нет
- New Holland TM Electrical System Duplicated From Main ManualДокумент456 страницNew Holland TM Electrical System Duplicated From Main ManualRoong RuangОценок пока нет
- Checklist For Equipment Inspection Winch MachineДокумент2 страницыChecklist For Equipment Inspection Winch MachineIdada EzekielОценок пока нет
- Checklist For Equipment Inspection Circular SawДокумент2 страницыChecklist For Equipment Inspection Circular Sawallofme703Оценок пока нет
- Vdocuments - MX - Quick Start Guide Qualipoc AndroidДокумент24 страницыVdocuments - MX - Quick Start Guide Qualipoc AndroidmuoivtnОценок пока нет
- For Gettinq Connection For IndustrialДокумент5 страницFor Gettinq Connection For IndustrialDrasti K ShahОценок пока нет
- Router CraftsmanДокумент8 страницRouter CraftsmanjccfonzОценок пока нет
- Checklist For Equipment Inspection Gas Cutting SetДокумент2 страницыChecklist For Equipment Inspection Gas Cutting SetalexОценок пока нет
- Handbook-Komatsu PDFДокумент9 страницHandbook-Komatsu PDFRoland sОценок пока нет
- D68420GC20 AgДокумент314 страницD68420GC20 AgMohammed SahadОценок пока нет
- GEA UCD 205-DecanterДокумент21 страницаGEA UCD 205-DecanterJohn DochertyОценок пока нет
- Operation & Maintenance Manual Operation & Maintenance Manual S510 Skid-Steer Loader S510 Skid-Steer LoaderДокумент212 страницOperation & Maintenance Manual Operation & Maintenance Manual S510 Skid-Steer Loader S510 Skid-Steer Loaderjoanvasquez61Оценок пока нет
- Checklist For Equipment Inspection CONCRETE PUMPДокумент2 страницыChecklist For Equipment Inspection CONCRETE PUMPmustafa emre inceОценок пока нет
- Checklist For Equipment Inspection CONCRETE PUMPДокумент2 страницыChecklist For Equipment Inspection CONCRETE PUMPallofme703Оценок пока нет
- Mohamed AliДокумент3 страницыMohamed AliMohamed AliОценок пока нет
- U 2 Health Matters: NIT Goal Example Questions When To DoДокумент2 страницыU 2 Health Matters: NIT Goal Example Questions When To DoPilot34Оценок пока нет
- Level - III - Knowlege Exercises CocДокумент11 страницLevel - III - Knowlege Exercises Cocnuri mohammedОценок пока нет
- Edoc - Pub - Transformer Foundation DesignДокумент26 страницEdoc - Pub - Transformer Foundation DesigndineshОценок пока нет
- Rejection AnalysisДокумент8 страницRejection AnalysisLata SurajОценок пока нет
- VW 01103Документ9 страницVW 01103Alexandre GoulartОценок пока нет
- Checklist For Equipment Inspection Lifting Tools - TacklesДокумент2 страницыChecklist For Equipment Inspection Lifting Tools - TacklesAsaf Ibn RasheedОценок пока нет
- MSH-20D Instruction - ENGДокумент17 страницMSH-20D Instruction - ENGTarekОценок пока нет
- Piezoelectric MotorsДокумент10 страницPiezoelectric MotorsVanad KuthialaОценок пока нет
- LX330 Con STK403-030Документ1 страницаLX330 Con STK403-030José Nicolás Auciello IОценок пока нет
- Skin Rejuvenation Voyager 3Документ6 страницSkin Rejuvenation Voyager 377yr72cdh6Оценок пока нет
- LZDZ Issue 3 2017 PDFДокумент32 страницыLZDZ Issue 3 2017 PDFLEDOMОценок пока нет
- Transition to Oracle Solaris 11: license to use this Student GuideฺДокумент208 страницTransition to Oracle Solaris 11: license to use this Student GuideฺshahidqaviОценок пока нет
- 20 Most Unique Business Models Business Strategy Hub PDFДокумент5 страниц20 Most Unique Business Models Business Strategy Hub PDFDeepti MhatreОценок пока нет
- 20 Most Unique Business Models Business Strategy Hub PDFДокумент5 страниц20 Most Unique Business Models Business Strategy Hub PDFParas DhamaОценок пока нет
- D73488GC30 SG PDFДокумент408 страницD73488GC30 SG PDFHector Perez Vilcapaza100% (1)
- Camera Turbo HD Exterior 1MP IR 40m - HikVision DS-2CE16C0T-IT3F-wДокумент3 страницыCamera Turbo HD Exterior 1MP IR 40m - HikVision DS-2CE16C0T-IT3F-wchitic.florin22Оценок пока нет
- Reporte 05 - 07 - 21Документ4 страницыReporte 05 - 07 - 21Juan Gerardo HernandezОценок пока нет
- Otomycosis: A Retrospective Study: Brazilian Journal of Otorhinolaryngology June 2009Документ7 страницOtomycosis: A Retrospective Study: Brazilian Journal of Otorhinolaryngology June 2009jibrilОценок пока нет
- license to use this Student Guideฺ: Object-Oriented Analysis and Design Using UMLДокумент194 страницыlicense to use this Student Guideฺ: Object-Oriented Analysis and Design Using UMLHitesh VermaОценок пока нет
- Taller IntegralДокумент4 страницыTaller IntegralcarlosОценок пока нет
- ExerciseДокумент3 страницыExercise杨喆Оценок пока нет
- BALAJI AD49994GC20 sg1 PDFДокумент290 страницBALAJI AD49994GC20 sg1 PDFVasanth DamodharanОценок пока нет
- Norsok M 622 Ed 2006fabrication and Installation of GRP Piping SystemsДокумент20 страницNorsok M 622 Ed 2006fabrication and Installation of GRP Piping SystemsRaghuram BathulaОценок пока нет
- Tabel Honeycomb IWF BajaДокумент2 страницыTabel Honeycomb IWF BajaIlham Eka putraОценок пока нет
- Déjame Que Te Cante Venezuela ALTOДокумент2 страницыDéjame Que Te Cante Venezuela ALTOIcis DelgadoОценок пока нет
- Methods For Designing Signalized Double-Intersections With Mixed Traffic in Vietnam - Tam Vu Et Al 2020Документ8 страницMethods For Designing Signalized Double-Intersections With Mixed Traffic in Vietnam - Tam Vu Et Al 2020Quang NguyenОценок пока нет
- Epanet Vs WatergemsДокумент5 страницEpanet Vs WatergemsHOLY H3LLОценок пока нет
- Systair Cirec: Notice TechniqueДокумент25 страницSystair Cirec: Notice TechniqueNabil HOUHOUОценок пока нет
- Trabajo de Cementacion ExitosaДокумент15 страницTrabajo de Cementacion Exitosajoel linneoОценок пока нет
- Value of Taxable Supply of Goods or Services or Both: 6.1 Transaction Value Is Basis For ValuationДокумент10 страницValue of Taxable Supply of Goods or Services or Both: 6.1 Transaction Value Is Basis For ValuationRitika RajawatОценок пока нет
- Alphabet and NumbersДокумент1 страницаAlphabet and Numbersزهرة الحياةОценок пока нет
- Checklist For Equipment Inspection Electrical Pump MotorДокумент2 страницыChecklist For Equipment Inspection Electrical Pump MotorIdada EzekielОценок пока нет
- N2 Modbus ListДокумент7 страницN2 Modbus ListfirozОценок пока нет
- 1 Doc 1Документ11 страниц1 Doc 1َArya RoblyОценок пока нет
- 1993 1999 Intl DT408 466 503 Engine Service Manual EGES105 PDFДокумент370 страниц1993 1999 Intl DT408 466 503 Engine Service Manual EGES105 PDFShayne Duncklee100% (4)
- Oracle HCM Cloud: Approvals and Extensibility: license to use this Student GuideฺДокумент82 страницыOracle HCM Cloud: Approvals and Extensibility: license to use this Student GuideฺMohammed SahadОценок пока нет
- Varistor EPCOSДокумент16 страницVaristor EPCOSFernando NerysОценок пока нет
- Moto G9 Plus Service Manual - V1.0Документ143 страницыMoto G9 Plus Service Manual - V1.0Eduardo LopesОценок пока нет
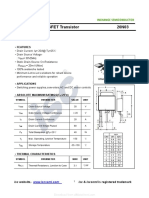
- Isc N-Channel MOSFET Transistor 20N03: FeaturesДокумент2 страницыIsc N-Channel MOSFET Transistor 20N03: FeaturesDavid ArteagaОценок пока нет
- Data SheetДокумент9 страницData Sheetmatias rojasОценок пока нет
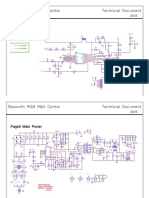
- Baku 858d SMD Rework Station SCHДокумент3 страницыBaku 858d SMD Rework Station SCHVincenzo PeralcarriОценок пока нет
- XT2087-x (Odessa) Schematics L3 RepairДокумент43 страницыXT2087-x (Odessa) Schematics L3 RepairsamuelОценок пока нет
- 4-13 SMPS 1: Schematic DiagramsДокумент4 страницы4-13 SMPS 1: Schematic Diagramscharly36Оценок пока нет
- Portable Gas Leak Detector: Operation ManualДокумент12 страницPortable Gas Leak Detector: Operation Manualcharly36Оценок пока нет
- 74HC595Документ12 страниц74HC595Wasang Juwi PracihnoОценок пока нет
- Power Supply Skyworth 5851-A7M01B-0P00 схемаДокумент2 страницыPower Supply Skyworth 5851-A7M01B-0P00 схемаcharly36Оценок пока нет
- DAEWO Igual A TCL-DW50-LEDHDДокумент38 страницDAEWO Igual A TCL-DW50-LEDHDRaul Lopez ReinaОценок пока нет
- ALC887 DatasheetДокумент82 страницыALC887 Datasheetcharly36Оценок пока нет
- Service Manual 7M01BДокумент35 страницService Manual 7M01BOrlando Jose100% (1)
- AOT1606L/AOB1606L: General Description Product SummaryДокумент6 страницAOT1606L/AOB1606L: General Description Product Summarycharly36Оценок пока нет
- SRC 1206Документ3 страницыSRC 1206charly36Оценок пока нет
- FXN32N55T: General Description FeaturesДокумент5 страницFXN32N55T: General Description Featurescharly36Оценок пока нет
- PTW40N50: General FeaturesДокумент9 страницPTW40N50: General Featurescharly36Оценок пока нет
- Using A Collated Cybersecurity Dataset For Machine Learning and Artificial IntelligenceДокумент5 страницUsing A Collated Cybersecurity Dataset For Machine Learning and Artificial Intelligencecharly36Оценок пока нет
- Detecting 0dayДокумент8 страницDetecting 0daycharly36Оценок пока нет
- Sony Blink CodesДокумент2 страницыSony Blink CodesSimona KonyarОценок пока нет
- MP1482 r1.31Документ12 страницMP1482 r1.31berkОценок пока нет
- Asus K52 Series DisassemblyДокумент18 страницAsus K52 Series DisassemblychapanezОценок пока нет
- Dual 105 MW Headphone Amplifier: General Description Key SpecificationsДокумент18 страницDual 105 MW Headphone Amplifier: General Description Key Specificationscharly36Оценок пока нет
- Mercadopago Withdraw 16900723981Документ1 страницаMercadopago Withdraw 16900723981charly36Оценок пока нет
- FDS9435AДокумент5 страницFDS9435AAfwan Al Fauzan AssalafyОценок пока нет
- 40 Mt56ee Mad2hgДокумент11 страниц40 Mt56ee Mad2hgcharly36100% (5)
- Diagrama de Sonda LVDS - 1Документ1 страницаDiagrama de Sonda LVDS - 1charly36100% (3)
- Sanyo DCG-105 Sistema Audio CD-MP3 Manual SimpleДокумент11 страницSanyo DCG-105 Sistema Audio CD-MP3 Manual Simplecharly36Оценок пока нет
- Paw3402 Paw3412 Spec V10 20081027110354Документ15 страницPaw3402 Paw3412 Spec V10 20081027110354kolkujОценок пока нет
- Reg RepairДокумент5 страницReg RepairDaniel Guerra CostaОценок пока нет
- Guideline For Grade and Compensation FitmentДокумент5 страницGuideline For Grade and Compensation FitmentVijit MisraОценок пока нет
- Water TableДокумент5 страницWater TableJay DoshiОценок пока нет
- Leadership in 21st CenturyДокумент17 страницLeadership in 21st Centuryraisandeep2006100% (1)
- Drim 1201 Classification (Theory and Practice)Документ26 страницDrim 1201 Classification (Theory and Practice)businge innocentОценок пока нет
- Expanding UNIT 1 For 2º ESO.-the History of Music NotationДокумент1 страницаExpanding UNIT 1 For 2º ESO.-the History of Music NotationEwerton CândidoОценок пока нет
- How To Install Windows Drivers With Software Applications: August 1, 2006Документ12 страницHow To Install Windows Drivers With Software Applications: August 1, 2006Mohamad Lutfi IsmailОценок пока нет
- Research ParadigmДокумент1 страницаResearch ParadigmJohnny WalkerОценок пока нет
- ESL BOOKS - IELTS Academic Writing Task 1 Vocabulary by ESL Fluency - PreviewДокумент7 страницESL BOOKS - IELTS Academic Writing Task 1 Vocabulary by ESL Fluency - Previewanirudh modhalavalasaОценок пока нет
- Confidence Limits in StatisticsДокумент30 страницConfidence Limits in StatisticsaassmmrrОценок пока нет
- P1 88thminutesДокумент42 страницыP1 88thminutesVaishnavi JayakumarОценок пока нет
- Green ManagementДокумент58 страницGreen ManagementRavish ChaudhryОценок пока нет
- Dürer's Rhinoceros Springer Esteban JMДокумент29 страницDürer's Rhinoceros Springer Esteban JMmiguelestebanОценок пока нет
- HSG11 V3+AnswersДокумент10 страницHSG11 V3+AnswershaОценок пока нет
- Ashley Skrinjar ResumeДокумент2 страницыAshley Skrinjar Resumeapi-282513842Оценок пока нет
- D062/D063/D065/D066 Service Manual: (Book 1 of 2) 004778MIU MainframeДокумент1 347 страницD062/D063/D065/D066 Service Manual: (Book 1 of 2) 004778MIU MainframeevpsasaОценок пока нет
- Explosives Sazfety Seminar 1992 AD A261116Документ634 страницыExplosives Sazfety Seminar 1992 AD A261116lpayne100% (1)
- Emergency Stop in PL E: SINUMERIK Safety IntegratedДокумент10 страницEmergency Stop in PL E: SINUMERIK Safety IntegratedVladimirAgeevОценок пока нет
- Backup Archive and Recovery Archive Users and PermissionsДокумент5 страницBackup Archive and Recovery Archive Users and PermissionsgabilovesadellaОценок пока нет
- 2a Theory PDFДокумент41 страница2a Theory PDF5ChEA DriveОценок пока нет
- Paranthropology Vol 3 No 3Документ70 страницParanthropology Vol 3 No 3George ZafeiriouОценок пока нет
- Director Engineering in Detroit MI Resume Shashank KarnikДокумент3 страницыDirector Engineering in Detroit MI Resume Shashank Karnikshashankkarnik100% (1)
- Forecasting The Return Volatility of The Exchange RateДокумент53 страницыForecasting The Return Volatility of The Exchange RateProdan IoanaОценок пока нет
- T3904-390-02 SG-Ins Exc EN PDFДокумент89 страницT3904-390-02 SG-Ins Exc EN PDFBrunoPanutoОценок пока нет
- Bibliometry of Radiography Bachelor Theses in University of MaiduguriДокумент7 страницBibliometry of Radiography Bachelor Theses in University of MaiduguriInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Low Power VLSI Circuits and Systems Prof. Ajit Pal Department of Computer Science and Engineering Indian Institute of Technology, KharagpurДокумент22 страницыLow Power VLSI Circuits and Systems Prof. Ajit Pal Department of Computer Science and Engineering Indian Institute of Technology, KharagpurDebashish PalОценок пока нет
- Assignment 4: Chitresh KumarДокумент7 страницAssignment 4: Chitresh KumarChitreshKumarОценок пока нет
- Arulanandan Soil Structure PDFДокумент251 страницаArulanandan Soil Structure PDFchongptОценок пока нет
- About Karmic Debt Numbers in NumerologyДокумент3 страницыAbout Karmic Debt Numbers in NumerologyMarkMadMunki100% (2)
- DTC Induction Motor DriveДокумент13 страницDTC Induction Motor Drivesarav03100% (2)
- Chemistry Chemical EngineeringДокумент124 страницыChemistry Chemical Engineeringjrobs314Оценок пока нет