Вам также может понравиться
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Standard Operating Procedure (SOP) For Shipping An Outbound PackageДокумент15 страницStandard Operating Procedure (SOP) For Shipping An Outbound PackagegcldesignОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Case Hardening SteelsДокумент52 страницыCase Hardening SteelsGururaja TantryОценок пока нет
- Procedure Natural Gas Piping Purging HazardsДокумент4 страницыProcedure Natural Gas Piping Purging HazardsEko KurniawanОценок пока нет
- Quality Maintenance: 7. Maintain ConditionsДокумент7 страницQuality Maintenance: 7. Maintain ConditionsgcldesignОценок пока нет
- aSTM A 751 PDFДокумент5 страницaSTM A 751 PDFTheOne YasirОценок пока нет
- Specification For Valves P-09-1001 Rev0Документ29 страницSpecification For Valves P-09-1001 Rev0Anonymous H8EsgFCXjWОценок пока нет
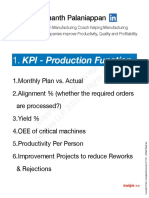
- KPI - Production Function: Ananth PalaniappanДокумент6 страницKPI - Production Function: Ananth PalaniappangcldesignОценок пока нет
- Precise Accurate: YokotenДокумент40 страницPrecise Accurate: YokotengcldesignОценок пока нет
- Most Meetings Suck!: A Quick Guide On How To & How NOT To Conduct O Ce Meetings!Документ10 страницMost Meetings Suck!: A Quick Guide On How To & How NOT To Conduct O Ce Meetings!gcldesignОценок пока нет
- Kaizenclub Course TestimonialsДокумент13 страницKaizenclub Course TestimonialsgcldesignОценок пока нет
- Just in Time (Jit), Lean, and Toyota Production System (TPS)Документ24 страницыJust in Time (Jit), Lean, and Toyota Production System (TPS)gcldesignОценок пока нет
- Results of SMEDДокумент5 страницResults of SMEDgcldesignОценок пока нет
- How To Identify: BottlenecksДокумент9 страницHow To Identify: BottlenecksgcldesignОценок пока нет
- 22 2 Manual Work GST Note 2458404 Import Data Dictionary StepsДокумент5 страниц22 2 Manual Work GST Note 2458404 Import Data Dictionary StepsgcldesignОценок пока нет
- Universal 5S PosterДокумент3 страницыUniversal 5S PostergcldesignОценок пока нет
- 24.1 Manual Work GST Note 2482854 Invoice - Form - Field - MappingДокумент5 страниц24.1 Manual Work GST Note 2482854 Invoice - Form - Field - MappinggcldesignОценок пока нет
- SOP - Inbound Delivery (IBD) CreationДокумент42 страницыSOP - Inbound Delivery (IBD) CreationgcldesignОценок пока нет
- PQCDSM KPI Definitions. Part 3 - Continuously Improving ManufacturingДокумент26 страницPQCDSM KPI Definitions. Part 3 - Continuously Improving ManufacturinggcldesignОценок пока нет
- Engineering Policy and Procedure Page 1 of 23 Approvals Title Signature Date Revisions Rev. Paragraph No. Description by Date Approved DateДокумент23 страницыEngineering Policy and Procedure Page 1 of 23 Approvals Title Signature Date Revisions Rev. Paragraph No. Description by Date Approved DategcldesignОценок пока нет
- PQCDSM KPI Definitions - Continuously Improving ManufacturingДокумент13 страницPQCDSM KPI Definitions - Continuously Improving ManufacturinggcldesignОценок пока нет
- PQCDSM KPI Definitions. Part 2 - Continuously Improving ManufacturingДокумент34 страницыPQCDSM KPI Definitions. Part 2 - Continuously Improving ManufacturinggcldesignОценок пока нет
- Fdocuments - in Geometric Dimensioning and Tolerancing For Bolts Table III GDT InterpretationДокумент19 страницFdocuments - in Geometric Dimensioning and Tolerancing For Bolts Table III GDT InterpretationgcldesignОценок пока нет
- Simulation of Reactive Distillation ColumnДокумент6 страницSimulation of Reactive Distillation ColumnthanhndbОценок пока нет
- Single Phase Heat Transfer and Pressure Drop Characteristics of Micro-Fin TubesДокумент2 страницыSingle Phase Heat Transfer and Pressure Drop Characteristics of Micro-Fin TubesGerehОценок пока нет
- IMOA Newsletter 2007 07Документ16 страницIMOA Newsletter 2007 07Yudha SatriaОценок пока нет
- Mitsubishi CBN PCDДокумент70 страницMitsubishi CBN PCDtoms4Оценок пока нет
- PWT Aug99 PDFДокумент3 страницыPWT Aug99 PDFpanduranganraghuramaОценок пока нет
- General Requirements For Rolled Structural Steel Bars, Plates, Shapes, and Sheet PilingДокумент62 страницыGeneral Requirements For Rolled Structural Steel Bars, Plates, Shapes, and Sheet PilingclaudiaОценок пока нет
- Chapter RДокумент21 страницаChapter RmanoharandaОценок пока нет
- EPA Method 3305 PDFДокумент3 страницыEPA Method 3305 PDFDave SalgueroОценок пока нет
- Chem Academy: Enolate ChemistryДокумент13 страницChem Academy: Enolate ChemistryHamit RanaОценок пока нет
- Assignment 1Документ2 страницыAssignment 1Supratim Bhattacharjee100% (1)
- Warburg-1956 - On The Origins of Cancer CellsДокумент7 страницWarburg-1956 - On The Origins of Cancer CellsAídaОценок пока нет
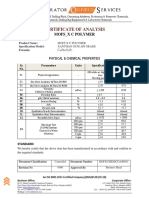
- Certificate of Analysis: Mofs - X C PolymerДокумент1 страницаCertificate of Analysis: Mofs - X C PolymerPranav DubeyОценок пока нет
- SM3 9Документ17 страницSM3 9Steven TaylorОценок пока нет
- Advanced Nonlinear Materials: Section 4Документ116 страницAdvanced Nonlinear Materials: Section 4hakan demirОценок пока нет
- 2012 Form 5 (Paper 3)Документ6 страниц2012 Form 5 (Paper 3)Nieda IbrahimОценок пока нет
- MSDS Burnshield Sachets 4BДокумент5 страницMSDS Burnshield Sachets 4BJarrod Currin100% (1)
- Eucomex - Eucomex - EnglishДокумент2 страницыEucomex - Eucomex - EnglishNelson IbarraОценок пока нет
- Potent Antimutagenic Activity of White Tea in Comparison With Green Tea in The Salmonella AssayДокумент15 страницPotent Antimutagenic Activity of White Tea in Comparison With Green Tea in The Salmonella AssayPhan Anh TrịnhОценок пока нет
- Laboratory Report - Module 2 (Refractometry)Документ37 страницLaboratory Report - Module 2 (Refractometry)Jeremy Kyle Edson AustriaОценок пока нет
- ENSC3007 Lab Write UpДокумент9 страницENSC3007 Lab Write UpammtstОценок пока нет
- NDT-SA-ARAMCO-MCCL-PT-57 Rev 00-Date-26-June-2023Документ20 страницNDT-SA-ARAMCO-MCCL-PT-57 Rev 00-Date-26-June-2023SANJEEV YADAVОценок пока нет
- Models of The Atom Through TimeДокумент14 страницModels of The Atom Through Timeveronica lunaОценок пока нет
- Chemrite - 520Документ2 страницыChemrite - 520ghazanfarОценок пока нет
- 3 Effects of Electric Current Physics ProjectДокумент20 страниц3 Effects of Electric Current Physics ProjectAkshatОценок пока нет
- Cesium and Rubidium Salts of Keggin-TypeДокумент146 страницCesium and Rubidium Salts of Keggin-TypeChau MaiОценок пока нет