Вам также может понравиться
- Mark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)Документ6 страницMark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)attaullaОценок пока нет
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Документ1 страницаQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345Оценок пока нет
- Welding Procedure Specification (WPS) : in The Outer TubeДокумент1 страницаWelding Procedure Specification (WPS) : in The Outer TubeMohamed AlkhawagaОценок пока нет
- Welding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateДокумент2 страницыWelding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateAmjad PathanОценок пока нет
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Документ1 страницаWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed LepdaОценок пока нет
- 1662 15Документ117 страниц1662 15RajamanikkamОценок пока нет
- Oil Gas Construction Factory L.L.CДокумент2 страницыOil Gas Construction Factory L.L.CRenny DevassyОценок пока нет
- SA 387 Grade 91 Class 2Документ4 страницыSA 387 Grade 91 Class 2briang-2Оценок пока нет
- GMAWДокумент12 страницGMAWsushant47Оценок пока нет
- Lithika - 001Документ1 страницаLithika - 001Harkesh RajputОценок пока нет
- Ferrite Content ReportДокумент2 страницыFerrite Content ReportJawad MunirОценок пока нет
- Pressure Vessel Material Selection GuidelinesДокумент3 страницыPressure Vessel Material Selection Guidelinesarjun SinghОценок пока нет
- Sandvik 25.22.2.Lmn: (Welding Wire)Документ3 страницыSandvik 25.22.2.Lmn: (Welding Wire)Anonymous w6TIxI0G8lОценок пока нет
- WPS for FCAW Welding of SteelДокумент2 страницыWPS for FCAW Welding of SteelHamid MansouriОценок пока нет
- Welding Procedure Specification For GTAW & GMAWДокумент4 страницыWelding Procedure Specification For GTAW & GMAWanh thoОценок пока нет
- 1035 03Документ2 страницы1035 03Anuj ShahiОценок пока нет
- NPCIL Tube Fitting SpecificationsДокумент22 страницыNPCIL Tube Fitting Specificationssumant.c.singh1694100% (1)
- ASME Code Section IX - QW-360: Weldingoperator - Performance - QualificationДокумент2 страницыASME Code Section IX - QW-360: Weldingoperator - Performance - QualificationAmit SharmaОценок пока нет
- WPQДокумент10 страницWPQayoki100% (3)
- Wps GT 9b Cvn90 Rev 1 PDFДокумент6 страницWps GT 9b Cvn90 Rev 1 PDFM. Zaki RahmaniОценок пока нет
- WPS PQR-05Документ10 страницWPS PQR-05Ranjan KumarОценок пока нет
- Form UT, MT, PT, RTДокумент5 страницForm UT, MT, PT, RTLuong Ho Vu100% (1)
- Madina Trading WPS No. 017Документ12 страницMadina Trading WPS No. 017MAT-LIONОценок пока нет
- Reliance Industries Limited Line History Sheet For CS Piping Without PWHTДокумент1 страницаReliance Industries Limited Line History Sheet For CS Piping Without PWHTRavi ShankarОценок пока нет
- Helium leak test procedureДокумент7 страницHelium leak test procedureChandrasekhar mishraОценок пока нет
- PQR DT Macro 60mm Smaw Astm A 516 Gr60Документ4 страницыPQR DT Macro 60mm Smaw Astm A 516 Gr60Boran YelkenciogluОценок пока нет
- APV STD Insp & Test Plan API6D ValvesДокумент4 страницыAPV STD Insp & Test Plan API6D ValvesdbmingoОценок пока нет
- Epoxy Coating Batch Test CertificateДокумент1 страницаEpoxy Coating Batch Test CertificateTarun KaushalОценок пока нет
- Gtaw Smaw 6 Inch 6G CSДокумент1 страницаGtaw Smaw 6 Inch 6G CSKentDemeterio100% (1)
- Heat TreatmentДокумент5 страницHeat TreatmentsheikmoinОценок пока нет
- The NEW Company ProfileДокумент26 страницThe NEW Company ProfilewisandhaОценок пока нет
- Wip Site, Igcar, Kalpakkam: Vacuum Techniques PVT LTD BanagloreДокумент3 страницыWip Site, Igcar, Kalpakkam: Vacuum Techniques PVT LTD BanagloreVijayabaraniОценок пока нет
- Bharat Petroleum Corporation Limited M/S Durgapur EquipmentsДокумент3 страницыBharat Petroleum Corporation Limited M/S Durgapur EquipmentsSatyaprakash RayОценок пока нет
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Документ2 страницыWelding Procedure Specification (WPS) : (Asme Sec. Ix)Emmanuel Loayza100% (1)
- Astm A179 PDFДокумент1 страницаAstm A179 PDFgaminОценок пока нет
- WPS 03 GtawДокумент3 страницыWPS 03 GtawBiswajit DeyОценок пока нет
- B H e L Limited RTДокумент13 страницB H e L Limited RTbhavin17850% (2)
- Made in Italy - EuropeДокумент8 страницMade in Italy - EuropeenenickОценок пока нет
- Welding Procedure Specification: Aws D.1.1 / D.1.1 M - Structural Welding Code - SteelДокумент3 страницыWelding Procedure Specification: Aws D.1.1 / D.1.1 M - Structural Welding Code - SteelBudi Setia RahmanОценок пока нет
- JIMT Visual Inspection ReportДокумент1 913 страницJIMT Visual Inspection Reportgomathyselvi100% (1)
- WPS for Welding SA-335 P11 to SA-234 WP11Документ3 страницыWPS for Welding SA-335 P11 to SA-234 WP11Ganesh rohitОценок пока нет
- 03 WPS CS 1Документ3 страницы03 WPS CS 1mohammadОценок пока нет
- Sample quality assurance plan for shell and tube heat exchangersДокумент8 страницSample quality assurance plan for shell and tube heat exchangersAjit Patil100% (1)
- JHF 610-Xgat-Mm (2006 Ac)Документ1 страницаJHF 610-Xgat-Mm (2006 Ac)Arya Bayu WibisonoОценок пока нет
- WPS PQR For S 1 S Piping 02Документ5 страницWPS PQR For S 1 S Piping 02ravi00098Оценок пока нет
- GTL WPSДокумент6 страницGTL WPSYoucef ChorfaОценок пока нет
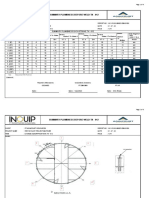
- Summary Report Plumbness - TK - 012Документ2 страницыSummary Report Plumbness - TK - 012yuwantoniОценок пока нет
- WPS-PQR ListДокумент1 страницаWPS-PQR ListSandra SandersОценок пока нет
- Weld MapДокумент1 страницаWeld MapFerdie OSОценок пока нет
- Rapid p0030 CPP U0030 Qac Mom 0024 Quality MeetingДокумент13 страницRapid p0030 CPP U0030 Qac Mom 0024 Quality MeetingAtuk Safiz100% (1)
- Material SpecДокумент1 страницаMaterial SpecDesignОценок пока нет
- Welder Wise Repair PercentageДокумент135 страницWelder Wise Repair PercentageaakashОценок пока нет
- OCS Prel WPS 007Документ2 страницыOCS Prel WPS 007vinothОценок пока нет
- FDA and 1935 2004 DoC General Food Contact Regulations BU HFH Rev 008Документ15 страницFDA and 1935 2004 DoC General Food Contact Regulations BU HFH Rev 008Gisela ViskaОценок пока нет
- Technics Offshore Engineering Pte LTD: Material & Weld Traceability RecordДокумент17 страницTechnics Offshore Engineering Pte LTD: Material & Weld Traceability RecordHanuman RaoОценок пока нет
- Asme PQR DemoДокумент3 страницыAsme PQR DemoMuthusamy AyyanapillaiОценок пока нет
- Rationalise List Welding ConsumablesДокумент19 страницRationalise List Welding ConsumablesMayank SadaniОценок пока нет
- WPS 11-23-1Документ3 страницыWPS 11-23-1Anoop Raj RaoОценок пока нет
- WPS 8 To 1-3-1 Rev2 (10-1-13)Документ5 страницWPS 8 To 1-3-1 Rev2 (10-1-13)ERA SSОценок пока нет
- Balajee Tanks & Vessels: QW 482 Welding Procedure Specifications (WPS)Документ2 страницыBalajee Tanks & Vessels: QW 482 Welding Procedure Specifications (WPS)Eswara Rao BodduОценок пока нет
- Auditing Welds Under ASME IX PDFДокумент21 страницаAuditing Welds Under ASME IX PDFkbldamОценок пока нет
- W1 Material and Welding For Gas Tankers W1Документ13 страницW1 Material and Welding For Gas Tankers W1AlbertОценок пока нет
- Technical Specification for Purchase Requisition TubesДокумент1 страницаTechnical Specification for Purchase Requisition TubesWaqas WaqasОценок пока нет
- Tap & DrillДокумент1 страницаTap & DrillWaqas WaqasОценок пока нет
- Tensile TestДокумент1 страницаTensile TestWaqas WaqasОценок пока нет
- Bolt TighteningДокумент1 страницаBolt TighteningWaqas WaqasОценок пока нет
- Astm A350 LF2 PDFДокумент1 страницаAstm A350 LF2 PDFTanah Tak BertuanОценок пока нет
- ASTM E6-09b Standard Terminology Relating To Methods of Mechanical TestingДокумент27 страницASTM E6-09b Standard Terminology Relating To Methods of Mechanical TestingPacifier Nothingface0% (1)
- RFI Inspection Request for ProjectДокумент1 страницаRFI Inspection Request for ProjectWaqas WaqasОценок пока нет
- Face & Root BendДокумент1 страницаFace & Root BendWaqas WaqasОценок пока нет
- QW 381Документ1 страницаQW 381Waqas WaqasОценок пока нет
- ASME BPVC.IX-2017 welding standardsДокумент1 страницаASME BPVC.IX-2017 welding standardsWaqas WaqasОценок пока нет
- Weld Overlay Obtained by FCAW ProcessДокумент2 страницыWeld Overlay Obtained by FCAW ProcessWaqas WaqasОценок пока нет
- Procedure For Tank Shell To AnnularДокумент1 страницаProcedure For Tank Shell To AnnularWaqas WaqasОценок пока нет
- ISO IQA For DDFC by AJMAL29-04-14Документ52 страницыISO IQA For DDFC by AJMAL29-04-14Waqas WaqasОценок пока нет
- Procedure For Tank Shell To AnnularДокумент1 страницаProcedure For Tank Shell To AnnularWaqas WaqasОценок пока нет
- Welding API TankДокумент1 страницаWelding API TankWaqas WaqasОценок пока нет
- ISO IQA For DDFC by AJMAL29-04-14Документ52 страницыISO IQA For DDFC by AJMAL29-04-14Waqas WaqasОценок пока нет
- Auditing Welds Under ASME IX PDFДокумент21 страницаAuditing Welds Under ASME IX PDFkbldamОценок пока нет
- Welding Procedure SummaryДокумент1 страницаWelding Procedure SummaryWaqas WaqasОценок пока нет
- Reduced Sec. Tensile TestДокумент1 страницаReduced Sec. Tensile TestWaqas WaqasОценок пока нет
- 2010 Edition of The ASME Boiler and Pressure Vessel Code (BPVC)Документ6 страниц2010 Edition of The ASME Boiler and Pressure Vessel Code (BPVC)kangsungjinОценок пока нет
- 9.3 Qualification of WeldersДокумент1 страница9.3 Qualification of WeldersWaqas WaqasОценок пока нет
- ISO 14001 Environmental Management Systems: Training, Audit & Certification ServicesДокумент2 страницыISO 14001 Environmental Management Systems: Training, Audit & Certification ServicesWaqas WaqasОценок пока нет
- Changing AIAДокумент1 страницаChanging AIAWaqas WaqasОценок пока нет
- Dimensional Inspection Report: 175mm 150mm 55 29Документ3 страницыDimensional Inspection Report: 175mm 150mm 55 29Waqas WaqasОценок пока нет
- WPSДокумент25 страницWPSWaqas WaqasОценок пока нет
- Codes & Standards For Natural GasДокумент13 страницCodes & Standards For Natural Gasharikrishnanpd3327Оценок пока нет
- ASME MTC Types & Verification GuideДокумент47 страницASME MTC Types & Verification GuideSULTAN100% (1)
- M/S Hitesh Steel Duplex Steel Division Maharashtra IndiaДокумент10 страницM/S Hitesh Steel Duplex Steel Division Maharashtra IndiaM/S Hitesh SteelОценок пока нет
- 3Документ8 страниц3Muhammad HannanОценок пока нет
- Soldering TutorialДокумент29 страницSoldering TutorialFernando BalseiroОценок пока нет
- Focus On Caustic Stress Corrosion CrackingДокумент2 страницыFocus On Caustic Stress Corrosion Crackingcoolguy12345Оценок пока нет
- Utp Handbook InglesДокумент478 страницUtp Handbook InglesCURRITOJIMENEZ100% (1)
- Mid-Term Test: Material and Metal ProcessingДокумент8 страницMid-Term Test: Material and Metal ProcessingekanandaardiansyahОценок пока нет
- 4140 PDFДокумент28 страниц4140 PDFShariq KhanОценок пока нет
- Complete cleaning with Scale Sniper's new non-corrosive methodДокумент10 страницComplete cleaning with Scale Sniper's new non-corrosive methodGary M TrajanoОценок пока нет
- Fundamentals of Metal CastingДокумент18 страницFundamentals of Metal CastingtmcoachingcentreОценок пока нет
- Válvula Con Poste IndicadorДокумент20 страницVálvula Con Poste IndicadorAbel Enríquez RomeroОценок пока нет
- Nippon Steal Guidelines G2593R8Документ20 страницNippon Steal Guidelines G2593R8Grady HopkinsОценок пока нет
- BPVC Code Cases 5 PDFДокумент54 страницыBPVC Code Cases 5 PDFEymenОценок пока нет
- Lully's Alchemical ExperimentsДокумент8 страницLully's Alchemical ExperimentstravellerfellowОценок пока нет
- 226Документ16 страниц226Abhijeet Vardhe100% (5)
- Material Inconel 600Документ16 страницMaterial Inconel 600arvindgupta_2005100% (1)
- Mse2104 Lab06Документ6 страницMse2104 Lab06মোহাম্মদ ইসমাইল হোসেনОценок пока нет
- CTP Pistons & Kits for Diesel EnginesДокумент3 страницыCTP Pistons & Kits for Diesel EnginesMarlon Geronimo100% (1)
- TCN 02 - B1486 Painting SCH RanipetДокумент5 страницTCN 02 - B1486 Painting SCH RanipetSHIVAJI CHOUDHURYОценок пока нет
- DS BA Double Flanged Butterfly ValveДокумент5 страницDS BA Double Flanged Butterfly ValveraulОценок пока нет
- Application of Phase DiagramДокумент66 страницApplication of Phase Diagrammm11_nedОценок пока нет
- ISCAR Industries BrochureДокумент92 страницыISCAR Industries BrochureAnonymous CYdagIОценок пока нет
- A 220 - A 220M - 99 (2014) PDFДокумент5 страницA 220 - A 220M - 99 (2014) PDFأسامة وحيد الدين رمضانОценок пока нет
- Wps For Smaw06-001 (Pipe 6g CS)Документ10 страницWps For Smaw06-001 (Pipe 6g CS)walitedisonОценок пока нет
- Euro Chlor 8th Edition 2004Документ17 страницEuro Chlor 8th Edition 2004loercher01Оценок пока нет
- Dycal Tuigmrh en 1402 PDFДокумент2 страницыDycal Tuigmrh en 1402 PDFgisanuОценок пока нет
- Reaffirmed 1997Документ10 страницReaffirmed 1997Uppala Krishna ChaitanyaОценок пока нет
- EN24 and EN24T Steel: BS970: 1955 EN24, BS970/PD970: 1970 OnwardsДокумент2 страницыEN24 and EN24T Steel: BS970: 1955 EN24, BS970/PD970: 1970 OnwardsParesh Patel100% (1)
- How Are Electrons Arranged in The Atom?Документ24 страницыHow Are Electrons Arranged in The Atom?Ks WangОценок пока нет
- Steel Bars, Selection Guide, Composition, and Mechanical PropertiesДокумент9 страницSteel Bars, Selection Guide, Composition, and Mechanical Propertiesvinicius_bacellarОценок пока нет
- Iron PhosphateДокумент19 страницIron PhosphateGemaelFalestine100% (1)