Вам также может понравиться
- Welding Defects PDFДокумент50 страницWelding Defects PDFJohn Dare100% (4)
- Welding Defects - PresentationДокумент40 страницWelding Defects - Presentationforgameslive100% (17)
- MIG Welding Training NotesДокумент11 страницMIG Welding Training NotesJrich19Оценок пока нет
- Welding Defects - Causes and RemediesДокумент51 страницаWelding Defects - Causes and Remediesmilind94% (18)
- Welding Defect TWI CSWIPДокумент54 страницыWelding Defect TWI CSWIPMahdi Daly100% (4)
- Possible Welding Defects and Its Causes Are Identified BelowДокумент5 страницPossible Welding Defects and Its Causes Are Identified BelowLakshmi Narayanan100% (1)
- Welding BasicsДокумент56 страницWelding BasicsWONG TSОценок пока нет
- Practical Plate AnswersДокумент31 страницаPractical Plate Answersdaimahesh93% (15)
- Weld Imperfections and Preventive MeasuresДокумент25 страницWeld Imperfections and Preventive Measuresecaph244100% (1)
- Welding FundamentalsДокумент6 страницWelding FundamentalsChinmay Das100% (1)
- Welding Joint Design and Welding Symbols123Документ21 страницаWelding Joint Design and Welding Symbols123JACKMAAAA100% (4)
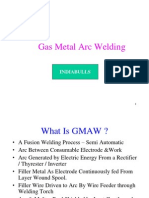
- GMAWДокумент53 страницыGMAWarvidkumar87060Оценок пока нет
- Weld DefectsДокумент45 страницWeld DefectsEhigiator Joseph100% (5)
- Welding Defect ChartДокумент2 страницыWelding Defect ChartPavan_yoyo100% (4)
- CSWIP Welding Inspection Notes and QuestionsДокумент133 страницыCSWIP Welding Inspection Notes and Questionslram70100% (20)
- Welding DefectsДокумент94 страницыWelding DefectsesamhamadОценок пока нет
- Welding DefectsДокумент77 страницWelding DefectsBalakumar100% (1)
- RT Defect DetailsДокумент77 страницRT Defect DetailsAnonymous 7ibtVlОценок пока нет
- Wa0006.Документ64 страницыWa0006.yashОценок пока нет
- Weld DefectДокумент78 страницWeld DefectjswldeepОценок пока нет
- Defects PDFДокумент78 страницDefects PDFAhmed MoustafaОценок пока нет
- Defects and Discontinuities: Boiler and Mechanical PowerДокумент78 страницDefects and Discontinuities: Boiler and Mechanical PowerthejusОценок пока нет
- Weld DefectsДокумент78 страницWeld DefectsKevin CheungОценок пока нет
- Weld DefectsДокумент61 страницаWeld DefectsLokesh Kumar GuptaОценок пока нет
- 01 - WELDING DEFECTS (Surface) - May 2021Документ28 страниц01 - WELDING DEFECTS (Surface) - May 2021Gerry Dan ChanliongcoОценок пока нет
- Defects and Discontinuities: Raymund Talisic QC ManagerДокумент78 страницDefects and Discontinuities: Raymund Talisic QC Managershaako5256Оценок пока нет
- Welding Defects - Its Causes and Remedial Actions & Safety in Oxyfuel Gas CuttingДокумент144 страницыWelding Defects - Its Causes and Remedial Actions & Safety in Oxyfuel Gas CuttingSuraj RawatОценок пока нет
- Richard M. Beldyk, PE, NSPE AWS Certified Welding Engineer AFE Certified Plant EngineerДокумент80 страницRichard M. Beldyk, PE, NSPE AWS Certified Welding Engineer AFE Certified Plant EngineerScott K.L LeeОценок пока нет
- Defects in Welds: PorosityДокумент40 страницDefects in Welds: PorosityrohanОценок пока нет
- Defects AND DiscontinuitiesДокумент49 страницDefects AND DiscontinuitiesMetalAnand ChelliahОценок пока нет
- Welding Discontinuities: Porosity Undercut Incomplete FusionДокумент1 страницаWelding Discontinuities: Porosity Undercut Incomplete Fusionbrrrrzzzz100% (1)
- Various Welding ProcessДокумент50 страницVarious Welding Processsachin G.Оценок пока нет
- Day 1Документ47 страницDay 1vinay1999Оценок пока нет
- Lec24 PDFДокумент69 страницLec24 PDFsskiitbОценок пока нет
- Welding & Its Safety TrainingДокумент64 страницыWelding & Its Safety TrainingSunil SavalagiОценок пока нет
- Defects AND DiscontinuitiesДокумент39 страницDefects AND DiscontinuitiesThe Engineers EDGE, Coimbatore100% (1)
- L1 - Welding Discontinuities RemediesДокумент38 страницL1 - Welding Discontinuities RemediesLunilyn Ortega100% (1)
- HERF NotesДокумент2 страницыHERF Noteskreddy95054Оценок пока нет
- Weld and Base Metal DiscontinuitiesДокумент74 страницыWeld and Base Metal DiscontinuitiesMohamed Saleh100% (1)
- To Assure Quality of Weld Workmanship The Welds Are Examined With The Factors Listed Above in MindДокумент30 страницTo Assure Quality of Weld Workmanship The Welds Are Examined With The Factors Listed Above in MindNidhi SharmaОценок пока нет
- 8 Weld Quality & Weld TestingДокумент32 страницы8 Weld Quality & Weld TestingFord KatimОценок пока нет
- Welding Defects PresentationДокумент41 страницаWelding Defects PresentationAhsan AliОценок пока нет
- Definition: Amount A Joint Is Out: of Alignment at The RootДокумент33 страницыDefinition: Amount A Joint Is Out: of Alignment at The Rootkumaraswamy.kОценок пока нет
- Weld RepairsДокумент40 страницWeld Repairsவிஷ்ணு ராஜசெல்வன்Оценок пока нет
- NAME 345 Welding Technology Lecture - 12 Welding Defects & DiscontinuitiesДокумент69 страницNAME 345 Welding Technology Lecture - 12 Welding Defects & DiscontinuitiesHR TusherОценок пока нет
- Welded Joint Concerns For Shock, Vibration & Fatigue: by Tom IrvineДокумент26 страницWelded Joint Concerns For Shock, Vibration & Fatigue: by Tom IrvineJitendra ItankarОценок пока нет
- Reference - Poor Fusion and Lack of Penetration - Cause and CountermeasureДокумент4 страницыReference - Poor Fusion and Lack of Penetration - Cause and CountermeasurePrakash RajОценок пока нет
- Unit 215 - Welding by TIG ProcessДокумент22 страницыUnit 215 - Welding by TIG ProcessHervé LoulouОценок пока нет
- Welding ImperfectionsДокумент39 страницWelding ImperfectionsAnonymousОценок пока нет
- Plasma Arc Machining - Lect 2Документ17 страницPlasma Arc Machining - Lect 2sachhpОценок пока нет
- Carbide Inserts Wear Failure ModesДокумент7 страницCarbide Inserts Wear Failure ModesJo MarbeОценок пока нет
- Smaw TRHSДокумент32 страницыSmaw TRHSnareshОценок пока нет
- A Study To Clad AA1100, AA6061 and SS304 On Mild Steel by Friction SurfacingДокумент30 страницA Study To Clad AA1100, AA6061 and SS304 On Mild Steel by Friction Surfacingkumar ujjwalОценок пока нет
- Welding Webinar - 27th JuneДокумент106 страницWelding Webinar - 27th JuneVishnu Vardhan100% (1)
- 5A, 6A - High Energy Beam Welding-26, 28-08-2020Документ9 страниц5A, 6A - High Energy Beam Welding-26, 28-08-2020Mansingh YadavОценок пока нет
- Welding DefectsДокумент22 страницыWelding DefectsAnil KumarОценок пока нет
- PRT (IC141) - Lecture 12-13 WeldingДокумент38 страницPRT (IC141) - Lecture 12-13 WeldingGaurav MeenaОценок пока нет
- Welding DefectsДокумент68 страницWelding DefectsRahulKumarОценок пока нет
- Weld Type Welding Defect/problem Causes RemediesДокумент2 страницыWeld Type Welding Defect/problem Causes RemediesLhance Tyrone BabacОценок пока нет
- MeditationДокумент3 страницыMeditationdselvakuuОценок пока нет
- Welding Insp QuestionsДокумент10 страницWelding Insp QuestionsdselvakuuОценок пока нет
- Soonya Kriya Meditation PDFДокумент1 страницаSoonya Kriya Meditation PDFdselvakuu0% (4)
- Welding Questions 1Документ26 страницWelding Questions 1dselvakuuОценок пока нет
- Weld QuestionsДокумент9 страницWeld QuestionsdselvakuuОценок пока нет
- Lecturing: STC / SBCДокумент15 страницLecturing: STC / SBCdselvakuuОценок пока нет
- Weld Questions AwsДокумент30 страницWeld Questions AwsdselvakuuОценок пока нет
- Aluminium Rail CoachДокумент7 страницAluminium Rail CoachdselvakuuОценок пока нет
- தோல்வி நிலையென நினைத்தால் - lyricsДокумент2 страницыதோல்வி நிலையென நினைத்தால் - lyricsdselvakuuОценок пока нет
- Brahma Sutras - WikipediaДокумент15 страницBrahma Sutras - WikipediadselvakuuОценок пока нет
- The Power of CommunicationДокумент12 страницThe Power of Communicationdselvakuu100% (2)
- Heartfulness - An Introduction - T3 - 20151004Документ33 страницыHeartfulness - An Introduction - T3 - 20151004dselvakuuОценок пока нет
- Hearfulness Guided Relaxation Eng 20-04-2015Документ1 страницаHearfulness Guided Relaxation Eng 20-04-2015dselvakuuОценок пока нет
- Dissimilar Metal WeldingДокумент30 страницDissimilar Metal Weldingdselvakuu100% (1)
- Script For Guided Meditation VOct2015-HindiДокумент2 страницыScript For Guided Meditation VOct2015-Hindidselvakuu0% (3)
- 3 3 Tamil - Script For Guided CleaningДокумент1 страница3 3 Tamil - Script For Guided Cleaningdselvakuu100% (1)
- 3 2 Tamil - Script For Guided MeditationДокумент1 страница3 2 Tamil - Script For Guided Meditationdselvakuu100% (1)
- 3 1 Tamil - Script For Guided RelaxationДокумент1 страница3 1 Tamil - Script For Guided Relaxationdselvakuu100% (2)
- Alu WpsДокумент4 страницыAlu WpsdselvakuuОценок пока нет
- Steel Lecture Notes 1 PDFДокумент6 страницSteel Lecture Notes 1 PDFMary Grace BorinagaОценок пока нет
- Plumbing-Max FajardoДокумент175 страницPlumbing-Max Fajardoaj80% (5)
- Deoflow - F - DogДокумент2 страницыDeoflow - F - Dogex caliburОценок пока нет
- Estimate SR 14-15 02 KHANDEKARДокумент5 страницEstimate SR 14-15 02 KHANDEKARAkshay SavvasheriОценок пока нет
- Datasheet Sandvik Saf 2507 en PDFДокумент15 страницDatasheet Sandvik Saf 2507 en PDFShesharam Chouhan100% (1)
- Lý thuyết màng thẩm thấu ngược (tiếng Anh)Документ111 страницLý thuyết màng thẩm thấu ngược (tiếng Anh)BajaminhОценок пока нет
- Ceramic IndustriesДокумент9 страницCeramic Industriesد.حاتممرقهОценок пока нет
- 5317Документ8 страниц5317AamaniVeeranamОценок пока нет
- Magnelis Brochure enДокумент8 страницMagnelis Brochure enorkunituОценок пока нет
- RecicladoДокумент5 страницRecicladoAnonymous Wab64BNCОценок пока нет
- Machine Wash Warm Medium Iron Setting Do Not Bleach Do Not Dry Clean Do Not Tumble Dry Wash Colors SeparatelyДокумент1 страницаMachine Wash Warm Medium Iron Setting Do Not Bleach Do Not Dry Clean Do Not Tumble Dry Wash Colors SeparatelyLizwan Cosmas ChambulilaОценок пока нет
- Plasco Overview by Plasco LTD - Mwanza PresentationsДокумент28 страницPlasco Overview by Plasco LTD - Mwanza PresentationsSaravanan100% (1)
- Lectuer-11 EvaporatorДокумент41 страницаLectuer-11 EvaporatorAurenio RibeiroОценок пока нет
- Nitronic® 32 Austenitic Stainless Steel Alloy: Chemical CompositionДокумент2 страницыNitronic® 32 Austenitic Stainless Steel Alloy: Chemical CompositionBagus WicaksanaОценок пока нет
- Katalog PropustaДокумент7 страницKatalog PropustaMarkoОценок пока нет
- AQA Chemistry (P 1) June 2018 QPДокумент32 страницыAQA Chemistry (P 1) June 2018 QPNCC Non-Copyright ContentОценок пока нет
- 22ESC144 - Module 4-Introduction To Mechanical Engg - 2022-23Документ22 страницы22ESC144 - Module 4-Introduction To Mechanical Engg - 2022-23Sudheer Kini100% (1)
- Manual Comparador NitratoДокумент1 страницаManual Comparador Nitratocarlos6000Оценок пока нет
- TDS - Micro-Air 120Документ3 страницыTDS - Micro-Air 120aahtagoОценок пока нет
- Cicol ET Screed: Constructive SolutionsДокумент2 страницыCicol ET Screed: Constructive SolutionstalatzahoorОценок пока нет
- Vbs Pg κ ΜετρικάДокумент76 страницVbs Pg κ ΜετρικάkosthsОценок пока нет
- Angus Hose Product GuideДокумент16 страницAngus Hose Product GuidevamsixОценок пока нет
- Dispercoll U 54Документ3 страницыDispercoll U 54ID ICVOОценок пока нет
- PV Cal Dung. Update 4.3.20 OPTCLДокумент7 страницPV Cal Dung. Update 4.3.20 OPTCLRakesh Chandra PatraОценок пока нет
- Hylomar Universal Blue Issue 9Документ2 страницыHylomar Universal Blue Issue 9Sebastian CubileОценок пока нет
- 06.24 - Flexible 177N PDFДокумент6 страниц06.24 - Flexible 177N PDFJesus JavierОценок пока нет
- 09 - TDS - Mastertop 1205Документ3 страницы09 - TDS - Mastertop 1205aahtagoОценок пока нет
- A. Precedure/ Data Collection (15 Marks)Документ2 страницыA. Precedure/ Data Collection (15 Marks)Davies MasumbaОценок пока нет
- Woven Fabric Formation Technique - Part 1Документ29 страницWoven Fabric Formation Technique - Part 1ramstexОценок пока нет
- B S Recommendation For Treatment of Water of Steam Boilers & Water HeatersДокумент5 страницB S Recommendation For Treatment of Water of Steam Boilers & Water HeatersMahmoud Mahmoudm100% (3)