Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Repair refractory lining incineratorДокумент5 страницRepair refractory lining incineratorcengiz kutukcu50% (2)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Finite Element Analysis of Glass Fibre Reinforced Thermoplastic Composites For Structural Automotive ComponentsДокумент248 страницFinite Element Analysis of Glass Fibre Reinforced Thermoplastic Composites For Structural Automotive ComponentsTamilselvanMurugan100% (1)
- 2017 - Fatigue of Short Fiber Thermoplastic Composites A Review of Recent Experimental Results and AnalysisДокумент13 страниц2017 - Fatigue of Short Fiber Thermoplastic Composites A Review of Recent Experimental Results and AnalysisSubramani PichandiОценок пока нет
- Greystone F2811FL Fireplace User ManualДокумент7 страницGreystone F2811FL Fireplace User Manualb0beiiiОценок пока нет
- 2016 - 3D Carboncarbon Composites With Vertically Aligned CNT Providing Direct and Indirect Reinforcements To The Pyrocarbon MatrixДокумент9 страниц2016 - 3D Carboncarbon Composites With Vertically Aligned CNT Providing Direct and Indirect Reinforcements To The Pyrocarbon MatrixSubramani PichandiОценок пока нет
- Significator Soft He 10 TH HouseДокумент2 страницыSignificator Soft He 10 TH HouseSubramani PichandiОценок пока нет
- Natural 3D Woven CompositesДокумент3 страницыNatural 3D Woven CompositesSubramani PichandiОценок пока нет
- 2001 - Creep Crack Growth in A SGF RF PP CompositeДокумент5 страниц2001 - Creep Crack Growth in A SGF RF PP CompositeSubramani PichandiОценок пока нет
- 2017 - Multiscale Polymer Composites A Review of The Interlaminar Fracture Toughness ImprovementДокумент27 страниц2017 - Multiscale Polymer Composites A Review of The Interlaminar Fracture Toughness ImprovementSubramani PichandiОценок пока нет
- 2017 - Electromagnetic Properties of 3D Woven Carbon Fiber Fabricepoxy CompositeДокумент9 страниц2017 - Electromagnetic Properties of 3D Woven Carbon Fiber Fabricepoxy CompositeSubramani PichandiОценок пока нет
- 2016 - Multi-Scale Toughening of Fibre Composites Using Carbon Nanofibers and Z-PinsДокумент12 страниц2016 - Multi-Scale Toughening of Fibre Composites Using Carbon Nanofibers and Z-PinsSubramani PichandiОценок пока нет
- 2017 - Development of Multistitched 3D Nanocomposite and Evaluation of Its Mech and Impact PropertiesДокумент12 страниц2017 - Development of Multistitched 3D Nanocomposite and Evaluation of Its Mech and Impact PropertiesSubramani PichandiОценок пока нет
- Advancements in Manufacturing and Applications of 3-D Woven Preforms and CompositesДокумент10 страницAdvancements in Manufacturing and Applications of 3-D Woven Preforms and CompositessubbuiitОценок пока нет
- 2017 - Mechanical Properties of Nano-SiO2 Reinforced 3D Glass Fiberepoxy CompositesДокумент14 страниц2017 - Mechanical Properties of Nano-SiO2 Reinforced 3D Glass Fiberepoxy CompositesSubramani PichandiОценок пока нет
- 2000 - Tensile Properties of Short-Glass-Fiber - and Short-Carbon-Fiber-Reinforced PP CompositesДокумент9 страниц2000 - Tensile Properties of Short-Glass-Fiber - and Short-Carbon-Fiber-Reinforced PP CompositesSubramani PichandiОценок пока нет
- 2017 - Interlaminar Microstructure and Mech Response of 3D Robust GF-polyester Composites Modified With CNFДокумент10 страниц2017 - Interlaminar Microstructure and Mech Response of 3D Robust GF-polyester Composites Modified With CNFSubramani PichandiОценок пока нет
- 2017 - Multifunctional Composites Using Reinforced Laminae With Carbon-Nanotube ForestsДокумент6 страниц2017 - Multifunctional Composites Using Reinforced Laminae With Carbon-Nanotube ForestsSubramani PichandiОценок пока нет
- 2017 - Characterization of SGF Reinforced PP Composites in Tension and CompressionДокумент2 страницы2017 - Characterization of SGF Reinforced PP Composites in Tension and CompressionSubramani PichandiОценок пока нет
- 2017 - Effect of Fiber Length and Dispersion On Properties of Long GF Reinforced TPC Based On PBTДокумент16 страниц2017 - Effect of Fiber Length and Dispersion On Properties of Long GF Reinforced TPC Based On PBTSubramani PichandiОценок пока нет
- 2017 - Silane-Treated Basalt Fiber-RF PBS Biocomposites Interfacial Crystallization and Tensile PropertiesДокумент14 страниц2017 - Silane-Treated Basalt Fiber-RF PBS Biocomposites Interfacial Crystallization and Tensile PropertiesSubramani PichandiОценок пока нет
- 2013 - Multiscale Fibre Reinforced TP Composites Incorporating Carbon Nanotubes-A ReviewДокумент19 страниц2013 - Multiscale Fibre Reinforced TP Composites Incorporating Carbon Nanotubes-A ReviewSubramani PichandiОценок пока нет
- 2012 - Optimization of Woven Carbon Fiber Reinforced Composites For Structural & Tribological Applicat - PPTДокумент46 страниц2012 - Optimization of Woven Carbon Fiber Reinforced Composites For Structural & Tribological Applicat - PPTSubramani PichandiОценок пока нет
- 2002 - The Influence of Fibre Length and Concentration On The Properties of GF RF PP - 5. Injection Molded PPДокумент12 страниц2002 - The Influence of Fibre Length and Concentration On The Properties of GF RF PP - 5. Injection Molded PPSubramani PichandiОценок пока нет
- 2012 - Thermoforming Carbon Fibre-Reinforced Thermoplastic CompositesДокумент25 страниц2012 - Thermoforming Carbon Fibre-Reinforced Thermoplastic CompositesSubramani PichandiОценок пока нет
- 2016 - Creep Behaviour of Injection-Moulded Basalt Fibre Reinforced PLA CompositesДокумент11 страниц2016 - Creep Behaviour of Injection-Moulded Basalt Fibre Reinforced PLA CompositesSubramani PichandiОценок пока нет
- 2015 - Thermo-Mechanical Performance of Poly (Lactic Acid) Flax Fibre RF BiocompositesДокумент13 страниц2015 - Thermo-Mechanical Performance of Poly (Lactic Acid) Flax Fibre RF BiocompositesSubramani PichandiОценок пока нет
- 2015 - Fatigue Behavior and Modeling of Short Fiber Reinforced Polymer Composites - A Literature ReviewДокумент25 страниц2015 - Fatigue Behavior and Modeling of Short Fiber Reinforced Polymer Composites - A Literature ReviewSubramani PichandiОценок пока нет
- 2015 - Evolution of The Fibre-Matrix Interactions in Basalt-Fibre-RF Geopolymer-Matrix Composites After HeatingДокумент9 страниц2015 - Evolution of The Fibre-Matrix Interactions in Basalt-Fibre-RF Geopolymer-Matrix Composites After HeatingSubramani PichandiОценок пока нет
- 2014 - Synthetic Fibers and TP Short-Fiber-Reinforced Polymers - Properties and CharacterizationДокумент10 страниц2014 - Synthetic Fibers and TP Short-Fiber-Reinforced Polymers - Properties and CharacterizationSubramani PichandiОценок пока нет
- 2014 - Investigation of Injection Moulded Poly (Lactic Acid) Reinforced With Long Basalt FibresДокумент8 страниц2014 - Investigation of Injection Moulded Poly (Lactic Acid) Reinforced With Long Basalt FibresSubramani PichandiОценок пока нет
- 2014 - Synthetic Fibers and TP Short-Fiber-Reinforced Polymers - Properties and CharacterizationДокумент10 страниц2014 - Synthetic Fibers and TP Short-Fiber-Reinforced Polymers - Properties and CharacterizationSubramani PichandiОценок пока нет
- Avida Centralis PVC Technical EvaluationДокумент2 страницыAvida Centralis PVC Technical EvaluationJovenal TuplanoОценок пока нет
- Pengekstrakan besi dalam industriДокумент5 страницPengekstrakan besi dalam industriNajwa Ghazali100% (1)
- ELECTRICAL SUBSTATION WORK SCHEDULEДокумент17 страницELECTRICAL SUBSTATION WORK SCHEDULENimas AfinaОценок пока нет
- Laminar Flow in ChannelsДокумент15 страницLaminar Flow in ChannelsNeybilОценок пока нет
- AISC Design Guides: A Resource For Practicing EngineersДокумент40 страницAISC Design Guides: A Resource For Practicing EngineersSergio Manuel Céh ChaleОценок пока нет
- ProgressivTube Installation Operations Manual 03 02 09 PDFДокумент58 страницProgressivTube Installation Operations Manual 03 02 09 PDFMohamd LabeabОценок пока нет
- Thornel T300 052112 PDFДокумент2 страницыThornel T300 052112 PDFDavid CoutinhoОценок пока нет
- Chapter 6 Introduction To Thermodynamics PDFДокумент17 страницChapter 6 Introduction To Thermodynamics PDFSaurav PaulОценок пока нет
- General Specifications: To Be Used in Pricing The Bills of QuantitesДокумент73 страницыGeneral Specifications: To Be Used in Pricing The Bills of QuantitesKevin Chikwado IlohОценок пока нет
- Henkel PDFДокумент20 страницHenkel PDFmangal deo pathakОценок пока нет
- EDI FlexAir Threaded Spec SheetДокумент2 страницыEDI FlexAir Threaded Spec Sheetomega AlfaОценок пока нет
- Heavy-Duty Safety Rope Pull Switches for Long ConveyorsДокумент3 страницыHeavy-Duty Safety Rope Pull Switches for Long ConveyorsMasood NizamОценок пока нет
- Thermia ATEC Datasheet SRBДокумент2 страницыThermia ATEC Datasheet SRBsloba68Оценок пока нет
- TC 2 001961 en 01Документ73 страницыTC 2 001961 en 01Baltija MechanikasОценок пока нет
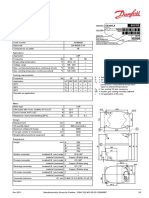
- Gs26Clx LBP Compressor R404A/R507 220-240V 50Hz: GeneralДокумент2 страницыGs26Clx LBP Compressor R404A/R507 220-240V 50Hz: GeneralmustafaОценок пока нет
- 4.1.5 Axis T92e20Документ2 страницы4.1.5 Axis T92e20nisarahmedgfecОценок пока нет
- TN NewДокумент6 322 страницыTN Newdeva nesan83% (6)
- Republic of the Philippines site and building plansДокумент5 страницRepublic of the Philippines site and building plansDean DumaguingОценок пока нет
- TDS - Rheocrete 222Документ3 страницыTDS - Rheocrete 222Alexi ALfred H. TagoОценок пока нет
- FALLSEM2021-22 MEE3001 TH VL2021220103058 Reference Material I 23-Aug-2021 Module 2 Design Against Fluctuating LoadДокумент78 страницFALLSEM2021-22 MEE3001 TH VL2021220103058 Reference Material I 23-Aug-2021 Module 2 Design Against Fluctuating LoadJude JohnОценок пока нет
- Basalt Fiber PDFДокумент2 страницыBasalt Fiber PDFsalvepramod99Оценок пока нет
- Building Works Index and Cost AnalysisДокумент128 страницBuilding Works Index and Cost AnalysisPja ShanthaОценок пока нет
- BoQ-Beam Retrofitting Works LandTДокумент2 страницыBoQ-Beam Retrofitting Works LandTAbhijit KarpeОценок пока нет
- Solutions For Agricultural FilmsДокумент12 страницSolutions For Agricultural FilmsAlfredo Ch. LinoОценок пока нет
- Mechanical FailureДокумент46 страницMechanical FailureFernando ParuckerОценок пока нет
- Head loss calculation for Souq Waqif car parking projectДокумент1 страницаHead loss calculation for Souq Waqif car parking projectKarthy GanesanОценок пока нет
- Direct Tension Test On Expanded Metal Mesh and Welded Square Mesh For Ferrocement CompositeДокумент4 страницыDirect Tension Test On Expanded Metal Mesh and Welded Square Mesh For Ferrocement CompositeEditor IJTSRDОценок пока нет
- Precast Concrete Structures: A Concise GuideДокумент267 страницPrecast Concrete Structures: A Concise GuidepelinОценок пока нет