Вам также может понравиться
- Catálogo Estrutural - ChagasДокумент142 страницыCatálogo Estrutural - ChagasHugomvferreira86% (7)
- Metalografia QuantitativaДокумент37 страницMetalografia QuantitativaJaime Alfonso Gonzalez VivasОценок пока нет
- Introdução à tecnologia dos processos de soldaduraДокумент477 страницIntrodução à tecnologia dos processos de soldaduraDário MitreiroОценок пока нет
- Influência dos parâmetros de soldagem na composição química do metal de adiçãoДокумент11 страницInfluência dos parâmetros de soldagem na composição química do metal de adiçãoEdmilson SantosОценок пока нет
- Simulado MarceloPachecoДокумент15 страницSimulado MarceloPachecoRodrigo CarvalhoОценок пока нет
- Treinamento em Redes de Automacao - Petrobras - Parte 1Документ71 страницаTreinamento em Redes de Automacao - Petrobras - Parte 1nilsonery100% (3)
- Guia completo para instalação e uso de lavalouça compactaДокумент2 страницыGuia completo para instalação e uso de lavalouça compactasasturizagaОценок пока нет
- Aula 23 - Fluência PDFДокумент34 страницыAula 23 - Fluência PDFFabio Carvalho SilvaОценок пока нет
- Ensaio de FluenciaДокумент19 страницEnsaio de FluenciaJeferson CardosoОценок пока нет
- Fluência em MetaisДокумент26 страницFluência em MetaisErida MarinhoОценок пока нет
- Manual Do Aluno Iiw AbsДокумент29 страницManual Do Aluno Iiw AbsLucasGeorgetiOliveiraОценок пока нет
- Lista de Exercício - End - Introdução e VisualДокумент2 страницыLista de Exercício - End - Introdução e VisualMarcusОценок пока нет
- Metal Soldagem 40Документ20 страницMetal Soldagem 40Silvio EduardoОценок пока нет
- 13 Dureza VickersДокумент7 страниц13 Dureza VickersPriscila PereiraОценок пока нет
- Lista ResolvidaДокумент20 страницLista ResolvidaJessica Vieira100% (1)
- Processo de soldagem a arame tubular (FCAWДокумент28 страницProcesso de soldagem a arame tubular (FCAWWelliton BarraОценок пока нет
- Questões FBTS Parte I - 120 QuestõesДокумент191 страницаQuestões FBTS Parte I - 120 Questõescarlos henrique ferreira de saОценок пока нет
- Apresentação Arco SubmersoДокумент28 страницApresentação Arco SubmersomsilviacamaraoОценок пока нет
- Processo Mig - Mag - Parâmetros de Soldagem - Infosolda Portal Brasileiro Da SoldagemДокумент7 страницProcesso Mig - Mag - Parâmetros de Soldagem - Infosolda Portal Brasileiro Da SoldagemCleber da SilvaОценок пока нет
- APOSTILA DE INSPEÇÃO DE SOLDAGEMДокумент168 страницAPOSTILA DE INSPEÇÃO DE SOLDAGEMPapaleguas gamesОценок пока нет
- Processos de soldadura e inspeção em construções soldadasДокумент9 страницProcessos de soldadura e inspeção em construções soldadasFilipa RochaОценок пока нет
- Questões de Conc. - EnsaiosДокумент10 страницQuestões de Conc. - EnsaiosVitor LeonardoОценок пока нет
- Exercícios fixação processo siderúrgicoДокумент3 страницыExercícios fixação processo siderúrgicoRodrigo Nunes100% (1)
- Corrosao Inter Granular em Juntas Soldadas - PARTE IIДокумент12 страницCorrosao Inter Granular em Juntas Soldadas - PARTE IILúcio BarbozaОценок пока нет
- Metalurgia da soldagem: ciclos térmicos e poça de fusãoДокумент34 страницыMetalurgia da soldagem: ciclos térmicos e poça de fusãoFelipe ValleОценок пока нет
- Metais de BaseДокумент15 страницMetais de BaseAnderson Mathias da SilvaОценок пока нет
- Introdução À Metalurgia Da Soldagem PDFДокумент35 страницIntrodução À Metalurgia Da Soldagem PDFAshley DeanОценок пока нет
- Módulo 6 Introdução A Documentos Técnicos de SoldagemДокумент8 страницMódulo 6 Introdução A Documentos Técnicos de SoldagemengenheiromateriaisОценок пока нет
- Simbologia de Soldagem IIДокумент7 страницSimbologia de Soldagem IIDavid RufinoОценок пока нет
- Defeitos Na Solda PDFДокумент13 страницDefeitos Na Solda PDFCris NunesОценок пока нет
- ABENDIДокумент26 страницABENDIAlexandre Lopes100% (1)
- 02 Terminologia Final2Документ18 страниц02 Terminologia Final2Gustavo DaviОценок пока нет
- Soldagem Eletroescória: Processo e AplicaçõesДокумент7 страницSoldagem Eletroescória: Processo e AplicaçõesGustavo CastroОценок пока нет
- Soldagem - Estudo Do Arco ElétricoДокумент41 страницаSoldagem - Estudo Do Arco ElétricoJacóFreireОценок пока нет
- Questionário de SoldagemДокумент7 страницQuestionário de SoldagemManuel Nascimento100% (2)
- Capítulo 3 Aula 1: Tensão e Deformação de Corpos Solicitados TangencialmenteДокумент35 страницCapítulo 3 Aula 1: Tensão e Deformação de Corpos Solicitados TangencialmenteGiovani MoreiraОценок пока нет
- Documentos Técnicos - Treinamento ISQI - Inspetor de Soldagem Nivel 1Документ15 страницDocumentos Técnicos - Treinamento ISQI - Inspetor de Soldagem Nivel 1NASC Engenharia e AssessoriaОценок пока нет
- Zona Fundida: Microestrutura e PropriedadesДокумент35 страницZona Fundida: Microestrutura e PropriedadesJuninho AnaniasОценок пока нет
- Qualificação de procedimentos de soldagem e casosДокумент69 страницQualificação de procedimentos de soldagem e casosDanillo SoutoОценок пока нет
- Normas e Qualificações de SoldagemДокумент10 страницNormas e Qualificações de SoldagemSonia Cristina MacedoОценок пока нет
- Apostila - Sistema de Proteção AnticorrosivaДокумент91 страницаApostila - Sistema de Proteção AnticorrosivaPaulo Leonardo Jacobussi SemeghiniОценок пока нет
- Siderurgia e Tratamento Térmico Dos Aços - UNIVERSIDADE - DO - ESTADO - DO - RIO - DE - JANEIROДокумент60 страницSiderurgia e Tratamento Térmico Dos Aços - UNIVERSIDADE - DO - ESTADO - DO - RIO - DE - JANEIROGustavo PraesОценок пока нет
- CAPÍTULO 2 - Juntas Soldadas - Rev2Документ24 страницыCAPÍTULO 2 - Juntas Soldadas - Rev2Felipe SolferiniОценок пока нет
- Tratamento Termico PDFДокумент5 страницTratamento Termico PDFJoctã GomesОценок пока нет
- Desgaste abrasivo: classificações, mecanismos e ensaiosДокумент64 страницыDesgaste abrasivo: classificações, mecanismos e ensaiosJaqueline GontijoОценок пока нет
- Desgaste AbrasivoДокумент53 страницыDesgaste AbrasivoJaime AdamsОценок пока нет
- Fluxado Arc WeldingДокумент19 страницFluxado Arc WeldingJorge Ribeiro KokasОценок пока нет
- Tratamento Térmico - Treinamento ISQI - Inspetor de Soldagem Nivel 1Документ12 страницTratamento Térmico - Treinamento ISQI - Inspetor de Soldagem Nivel 1NASC Engenharia e AssessoriaОценок пока нет
- Diagrama de SchafflerДокумент3 страницыDiagrama de SchafflerAnonymous hj68hZmoОценок пока нет
- ABNT NBR 14842 Ed. 2015 CorrigidaДокумент22 страницыABNT NBR 14842 Ed. 2015 Corrigidaemfsp011Оценок пока нет
- 08 Qualific 32 Questoes Final8Документ12 страниц08 Qualific 32 Questoes Final8Gustavo Davi100% (1)
- Artigo Sobre Purga em Aços InoxДокумент8 страницArtigo Sobre Purga em Aços InoxDanilo MeloОценок пока нет
- Efeitos da purga com nitrogênio na raiz de juntas de aço inoxidável austeníticoДокумент10 страницEfeitos da purga com nitrogênio na raiz de juntas de aço inoxidável austeníticobiancogallazziОценок пока нет
- Tabela de pré-aquecimento de aços segundo carbono equivalenteДокумент4 страницыTabela de pré-aquecimento de aços segundo carbono equivalentetss13723Оценок пока нет
- Microestrutura em Soldagem PDFДокумент38 страницMicroestrutura em Soldagem PDFAna Maria PerezОценок пока нет
- AÇOS Inoxidáveis - o Que Deve SaberДокумент17 страницAÇOS Inoxidáveis - o Que Deve SaberVanilson ValОценок пока нет
- Apostila Soldagem RobotizadaДокумент9 страницApostila Soldagem RobotizadaJoao DeVitoОценок пока нет
- Level 3 Course Note-Slides - PortugueseДокумент597 страницLevel 3 Course Note-Slides - Portuguesealex totiОценок пока нет
- Endurecimento AulaДокумент86 страницEndurecimento AulaIgor HudsonОценок пока нет
- Tratamentos térmicos ligas AlДокумент18 страницTratamentos térmicos ligas AlRenan SartoriОценок пока нет
- Transição VítreaДокумент40 страницTransição VítreaGustavo Tanasovichi GomesОценок пока нет
- Recuperação e recristalização durante a deformação a quenteДокумент16 страницRecuperação e recristalização durante a deformação a quenteGustavo GomesОценок пока нет
- Metais altas temperaturasДокумент49 страницMetais altas temperaturasBruno BudimОценок пока нет
- Difração RX ManualДокумент29 страницDifração RX Manualtss13723Оценок пока нет
- CMM - Teoria - 8a Aula - AДокумент22 страницыCMM - Teoria - 8a Aula - Atss13723Оценок пока нет
- Regulamentomunicipal HospedagemДокумент11 страницRegulamentomunicipal Hospedagemtss13723Оценок пока нет
- DurezaДокумент4 страницыDurezatss13723Оценок пока нет
- Arga MassaДокумент32 страницыArga Massatss13723Оценок пока нет
- Aços Termomecânicos BДокумент51 страницаAços Termomecânicos Btss13723Оценок пока нет
- Criterios de MedicaoДокумент75 страницCriterios de MedicaoHélio Silva100% (1)
- CT Ceaut 2015 19Документ60 страницCT Ceaut 2015 19Diney da CunhaОценок пока нет
- Betoes PT V2 07 2016Документ33 страницыBetoes PT V2 07 2016tss13723Оценок пока нет
- Curso Medidor Orçamentista Regras UnidadesДокумент4 страницыCurso Medidor Orçamentista Regras Unidadestss13723Оценок пока нет
- Apostila TerraplanagemДокумент52 страницыApostila TerraplanagemJoão Tiago porto Veloso Leal100% (1)
- iPROF - TEXTO DE APOIOДокумент34 страницыiPROF - TEXTO DE APOIOtss13723Оценок пока нет
- Moradia Unifamiliar em RorizДокумент16 страницMoradia Unifamiliar em Roriztss13723Оценок пока нет
- ArgamassasДокумент12 страницArgamassastss13723Оценок пока нет
- Dicionario CivilДокумент208 страницDicionario Civiltss13723Оценок пока нет
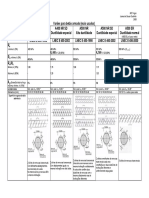
- Chagas - Malhas Electrosoldadas - VarõesДокумент16 страницChagas - Malhas Electrosoldadas - Varõestss13723Оценок пока нет
- Identifica400 A500Документ2 страницыIdentifica400 A500Manuel CorreiaОценок пока нет
- Geo Fund 5Документ13 страницGeo Fund 5Fagner Fernandes da SilvaОценок пока нет
- Aços Termomecânicos BДокумент51 страницаAços Termomecânicos Btss13723Оценок пока нет
- MEE EscavacoesEstruturasContencao Geral PDFДокумент124 страницыMEE EscavacoesEstruturasContencao Geral PDFMiguel Teixeira CouteiroОценок пока нет
- Apostila TerraplanagemДокумент52 страницыApostila TerraplanagemJoão Tiago porto Veloso Leal100% (1)
- AçosДокумент2 страницыAçostss13723Оценок пока нет
- Soldadura Acos Carbono PDFДокумент15 страницSoldadura Acos Carbono PDFtss13723Оценок пока нет
- Aços Termomecânicos BДокумент51 страницаAços Termomecânicos Btss13723Оценок пока нет
- CMM - Teoria - 1a AulaДокумент38 страницCMM - Teoria - 1a Aulatss13723Оценок пока нет
- Fundamentos da Termodinâmica emДокумент75 страницFundamentos da Termodinâmica em_danilofarah100% (4)
- Tabela de pré-aquecimento de aços segundo carbono equivalenteДокумент4 страницыTabela de pré-aquecimento de aços segundo carbono equivalentetss13723Оценок пока нет
- Série 85 PDFДокумент24 страницыSérie 85 PDFAnderson SiqueiraОценок пока нет
- Construção do novo prédio do Fórum de PiumhiДокумент82 страницыConstrução do novo prédio do Fórum de PiumhinattanaribeiroОценок пока нет
- Planilha PCP ExemploДокумент510 страницPlanilha PCP ExemploCleiton DenisОценок пока нет
- Manual - RHM - FHM Horizontal M11 240311Документ23 страницыManual - RHM - FHM Horizontal M11 240311adrielprimeiroОценок пока нет
- 13604h GuiaGerenciamCabosДокумент172 страницы13604h GuiaGerenciamCabosmdscorreaОценок пока нет
- Apneia PescaSub ® - Fabricação de Carretilha Artesanal em Alumínio e Inox PaДокумент8 страницApneia PescaSub ® - Fabricação de Carretilha Artesanal em Alumínio e Inox PaAlexandro Lopes SilvaОценок пока нет
- Catálogo ElleveДокумент36 страницCatálogo EllevefepilgerОценок пока нет
- TCC 2 - Grupo 8Документ51 страницаTCC 2 - Grupo 8blay212Оценок пока нет
- Parafusos Inox em GeralДокумент53 страницыParafusos Inox em GeraladencoОценок пока нет
- Cátalogo IndusvalvesДокумент8 страницCátalogo IndusvalvesJosé Veríssimo Ribeiro de ToledoОценок пока нет
- Edital ABNT propõe cancelamento de normas de siderurgiaДокумент11 страницEdital ABNT propõe cancelamento de normas de siderurgiaLuig ZattaОценок пока нет
- Somente EletrodosДокумент10 страницSomente EletrodosmateusT850Оценок пока нет
- Haikais Técnicos IsoflamaДокумент159 страницHaikais Técnicos IsoflamaJohnny CarvalhoОценок пока нет
- Divisora de massa manual e semi-automáticaДокумент9 страницDivisora de massa manual e semi-automáticaMohammed Abu HawashОценок пока нет
- AÇOS Inoxidáveis - o Que Deve SaberДокумент17 страницAÇOS Inoxidáveis - o Que Deve SaberVanilson ValОценок пока нет
- Avaliação Da Susceptibilidade À Corrosão Sob Tensão Do Aço Duplex 2205 em Meio Salino Contendo H2S PDFДокумент68 страницAvaliação Da Susceptibilidade À Corrosão Sob Tensão Do Aço Duplex 2205 em Meio Salino Contendo H2S PDFIgorОценок пока нет
- Procedimento de inspeção por estanqueidadeДокумент18 страницProcedimento de inspeção por estanqueidadeVictor FonsecaОценок пока нет
- Catalogo 2019Документ126 страницCatalogo 2019Adriano Moreira de MacedoОценок пока нет
- Tabela Aeroespacial PortДокумент3 страницыTabela Aeroespacial PortNelson AndradeОценок пока нет
- Varetas para soldadura de metaisДокумент3 страницыVaretas para soldadura de metaisPedro NunesОценок пока нет
- Aço Inoxidáveis - Artigo TécnicoДокумент12 страницAço Inoxidáveis - Artigo TécnicoCarlos BernussiОценок пока нет
- Trabalho Soldagem de Aços InoxidáveisДокумент24 страницыTrabalho Soldagem de Aços Inoxidáveisfilipe100% (1)
- Instruções de ressecagem e manutenção de eletrodos ElbrasДокумент4 страницыInstruções de ressecagem e manutenção de eletrodos Elbrasneto-portoОценок пока нет
- Cat Logo Soldadura ProfissionalДокумент4 страницыCat Logo Soldadura ProfissionalMário OliveiraОценок пока нет
- Tubulações e ConexõesДокумент48 страницTubulações e ConexõesBrunoVinicius100% (2)
- Vareta Inox Tig AWSДокумент1 страницаVareta Inox Tig AWSHenrique SantosОценок пока нет
- Ensaio Pela Analise de CentelhasДокумент15 страницEnsaio Pela Analise de CentelhasAtanaildo CamposОценок пока нет
- Soldagem metalurgiaДокумент3 страницыSoldagem metalurgiaMurcio Batista da SilvaОценок пока нет