Вам также может понравиться
- Tabela de Calculos para TamposДокумент38 страницTabela de Calculos para TamposvigobboОценок пока нет
- Tampos de Vasos de PressãoДокумент3 страницыTampos de Vasos de PressãoBruno281087100% (2)
- Cálculo Espessura Tubo Pressão Interna1Документ2 страницыCálculo Espessura Tubo Pressão Interna1Alipio MaiaОценок пока нет
- Linhas de Vapor Tubulacoes ValvulasДокумент29 страницLinhas de Vapor Tubulacoes ValvulasGustavo B. Becker100% (2)
- Desenho e Projeto de Tubulação Industrial PDFДокумент12 страницDesenho e Projeto de Tubulação Industrial PDFRicardo JoseОценок пока нет
- O Modelo Baseado em Processo Da Regulação Da Emoção Apresentado Por Gross e Colaboradores É Muito InfluenteДокумент7 страницO Modelo Baseado em Processo Da Regulação Da Emoção Apresentado Por Gross e Colaboradores É Muito InfluenteCarlos Alberto Mendes de Souza100% (1)
- Reabilitação Oral Com Protocolo Conceito All-On-four Relato de Caso Clinico PDFДокумент30 страницReabilitação Oral Com Protocolo Conceito All-On-four Relato de Caso Clinico PDFGabriel MonteiroОценок пока нет
- pch7 Teste1 Av Inclusiva Textos MediaДокумент9 страницpch7 Teste1 Av Inclusiva Textos MediaHELENA FERREIRA100% (1)
- Vasos de PressaoДокумент28 страницVasos de PressaoVinicius MirandaОценок пока нет
- Relatório de Vaso de Pressão: Vaso Vertical Pra GLPДокумент11 страницRelatório de Vaso de Pressão: Vaso Vertical Pra GLPCleyson GomesОценок пока нет
- Vasos de PressaoДокумент91 страницаVasos de PressaoRuano Andreola StumpfОценок пока нет
- Memoria de Calculo 475 Ac Ar ComprimidoДокумент12 страницMemoria de Calculo 475 Ac Ar ComprimidoPaulo Gustavo100% (1)
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasОт EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasОценок пока нет
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEОт EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEОценок пока нет
- Espessura Tampo Semiel Ptico 1653329526Документ9 страницEspessura Tampo Semiel Ptico 1653329526Diego SilvaОценок пока нет
- Memorial de Calculo Bocal de LimpezaДокумент12 страницMemorial de Calculo Bocal de LimpezaDanilo PretinhoОценок пока нет
- Vasos de Pressão e Permutadores de Calor - Eds On Romano - Nov2011Документ117 страницVasos de Pressão e Permutadores de Calor - Eds On Romano - Nov2011saypionОценок пока нет
- Calculos Vasos de Pressão - Diego KezarДокумент10 страницCalculos Vasos de Pressão - Diego KezarTeri GreeneОценок пока нет
- Curso Básico - Projeto de Vasos de PressãoДокумент88 страницCurso Básico - Projeto de Vasos de PressãoPedro Ivo Costa100% (1)
- Curso Básico de Analise de Tensões em Vasos de Pressão e Tubulações - Códigos de Projeto - PetrobrasДокумент88 страницCurso Básico de Analise de Tensões em Vasos de Pressão e Tubulações - Códigos de Projeto - PetrobrasTiago Carnovali Pessoa50% (2)
- Fea - Vaso de PressãoДокумент11 страницFea - Vaso de PressãoMARCIO100% (1)
- Vasos de Vacuo - Planilha - Calculo de Espessuras - Cilindro e TampoДокумент24 страницыVasos de Vacuo - Planilha - Calculo de Espessuras - Cilindro e TampoMarcelo Kleber FelisbertoОценок пока нет
- Cálculo de Vasos de Pressão Pelo Código ASME, Seção VIII, Divisão 1Документ7 страницCálculo de Vasos de Pressão Pelo Código ASME, Seção VIII, Divisão 1Joyce AlmeidaОценок пока нет
- Projeto de TubulaçãoДокумент25 страницProjeto de TubulaçãoLucas Gabriel SouzaОценок пока нет
- Projeto Ponte Rolante 25 TДокумент31 страницаProjeto Ponte Rolante 25 Tgercio_santos100% (1)
- Tanques Port V06Документ8 страницTanques Port V06Laio EvertonОценок пока нет
- Espessura M Nima Tampo Torisf Rico 1650582834Документ10 страницEspessura M Nima Tampo Torisf Rico 1650582834Andre OliveiraОценок пока нет
- Calculo de TamposДокумент16 страницCalculo de TamposBernardo PetersonОценок пока нет
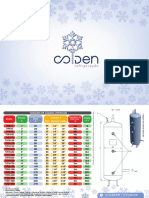
- Catálogo Colden Completo - Vasos de PressãoДокумент14 страницCatálogo Colden Completo - Vasos de PressãoCarl MillerОценок пока нет
- Memorial de Calc Vasos de PressaoДокумент14 страницMemorial de Calc Vasos de PressaoSinesio SilgueiroОценок пока нет
- Dimensionamento de Tubulações IndustriaisДокумент10 страницDimensionamento de Tubulações IndustriaisNemuel Gomes100% (2)
- Cerebro MixДокумент10 страницCerebro MixWeniton OliveiraОценок пока нет
- Memoria Calculo FiltrosДокумент5 страницMemoria Calculo Filtrosantonio timboОценок пока нет
- E-Book (Vaso)Документ15 страницE-Book (Vaso)Odagil BanzatoОценок пока нет
- Calculo de Pressão para TubosДокумент10 страницCalculo de Pressão para TubosWellington Brito0% (1)
- Dimensionamento de Vasos de Pressão Verticais e HorizontaisДокумент163 страницыDimensionamento de Vasos de Pressão Verticais e HorizontaisEnnecyr Pilling PintoОценок пока нет
- Dimensionamento Da Linha de Ar ComprimidoДокумент3 страницыDimensionamento Da Linha de Ar ComprimidoEllen Caroline Silvério VieiraОценок пока нет
- Tanques de To - 1 Ao 4 Capt.Документ33 страницыTanques de To - 1 Ao 4 Capt.leandroerosana100% (2)
- Continuação Dos Cálculos MecânicosДокумент4 страницыContinuação Dos Cálculos MecânicosFabricio Ilidio Dias0% (1)
- Catalago Valvula de Alivio AscaДокумент2 страницыCatalago Valvula de Alivio AscaJozoio Ferreira100% (1)
- Tampo 6Документ18 страницTampo 6Felipe Furtado100% (1)
- Memorial de Cálculo - Trocador de CalorДокумент15 страницMemorial de Cálculo - Trocador de CalorrsbgranelОценок пока нет
- Serpentina para Tanque Memorial de CalculoДокумент20 страницSerpentina para Tanque Memorial de CalculoRaniel Gomes AlexandreОценок пока нет
- Tanques Atm para Processo Excel PlanilhasДокумент27 страницTanques Atm para Processo Excel PlanilhasKlebersonRamosОценок пока нет
- F.D. Tema 0S-1081-07 Py-1360-5280-Nxn Rev A SiemensДокумент4 страницыF.D. Tema 0S-1081-07 Py-1360-5280-Nxn Rev A SiemensMaury Johe Castillo MelgarejoОценок пока нет
- Calculos de Solda para AsmeДокумент23 страницыCalculos de Solda para AsmeTainanОценок пока нет
- Dimensionamento Linha de Vapor e Retorno CondensadoДокумент4 страницыDimensionamento Linha de Vapor e Retorno CondensadoAline Souza OliveiraОценок пока нет
- Dimensionamento de Bomba2Документ3 страницыDimensionamento de Bomba2Francisco FrançaОценок пока нет
- Calc Espe Spare de TuboДокумент1 страницаCalc Espe Spare de TuboAna MariaОценок пока нет
- Cálculo Torque Parafusos FlangesДокумент22 страницыCálculo Torque Parafusos FlangesRodrigo BuenoОценок пока нет
- 6 Codificação TubosДокумент66 страниц6 Codificação TubosDouglas Andrini EdmundoОценок пока нет
- Rel COMPRESSORДокумент17 страницRel COMPRESSORMarcelo Augusto Braga ZorteaОценок пока нет
- Calculo de Vasos Pressao Tipo 2 Tampo Conico PRESSAO NEGATIVA Rev3Документ1 страницаCalculo de Vasos Pressao Tipo 2 Tampo Conico PRESSAO NEGATIVA Rev3Walisson HenriqueОценок пока нет
- FTC Mat Tub 1Документ68 страницFTC Mat Tub 1eustacco100% (1)
- Catalogo Peças CONFABДокумент32 страницыCatalogo Peças CONFABMário TenórioОценок пока нет
- Ponte RolanteДокумент18 страницPonte RolanteparrudooandersonОценок пока нет
- 2 - PmtaДокумент5 страниц2 - PmtaUbirajaraheltОценок пока нет
- Memorial de Cálculo Vasos de PressãoДокумент24 страницыMemorial de Cálculo Vasos de PressãoJhaidan Ribeiro Cruz100% (1)
- Metodologia de Cálculo Da Vazão de Ar Exterior Segundo A NBR 16401-3 Da ABNT - Portal EAДокумент20 страницMetodologia de Cálculo Da Vazão de Ar Exterior Segundo A NBR 16401-3 Da ABNT - Portal EARodrigo BatistaОценок пока нет
- Portugues Conjuncao e CraseДокумент112 страницPortugues Conjuncao e CraseSocorro do PCОценок пока нет
- Manual Misturador e AmplificadorДокумент8 страницManual Misturador e AmplificadorHungria EngenhariaОценок пока нет
- CASA DE LEON - Apartamentos MRV Catanduva SPДокумент7 страницCASA DE LEON - Apartamentos MRV Catanduva SPPÉRSIDE CamisariaОценок пока нет
- Certidao Positiva Com Efeitos de Negativa de Debitos Mobiliarios Valter Jose 24516.2020 24 11 2020Документ1 страницаCertidao Positiva Com Efeitos de Negativa de Debitos Mobiliarios Valter Jose 24516.2020 24 11 2020Tiago DomingosОценок пока нет
- Professor Leitor e Formador de Leitores TESEДокумент228 страницProfessor Leitor e Formador de Leitores TESEDayane BarrosoОценок пока нет
- Ernesto Guimino Júnior. Tese 19 - Versao Final (Revista)Документ449 страницErnesto Guimino Júnior. Tese 19 - Versao Final (Revista)Constancio Zefanias CumbaОценок пока нет
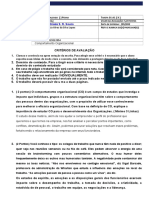
- Comportamento Organizacional: Gisele S. R. SouzaДокумент3 страницыComportamento Organizacional: Gisele S. R. SouzaLetícia BlackОценок пока нет
- Tropique de La ViolenceДокумент5 страницTropique de La ViolenceSusana SeixasОценок пока нет
- Quatro Dinâmicas Rápidas de GrupoДокумент3 страницыQuatro Dinâmicas Rápidas de GrupoPriscila KollerОценок пока нет
- Métodos de PesquisaДокумент3 страницыMétodos de PesquisasueОценок пока нет
- Análise Do Texto O Sonho Do MortoДокумент13 страницAnálise Do Texto O Sonho Do MortoAmorim MendesОценок пока нет
- Exercícios 1 Sobre CircunferênciaДокумент2 страницыExercícios 1 Sobre CircunferênciaNicole De Moraes Barrozo100% (1)
- Anlise SWOT e Identificao Das NecessidadesДокумент134 страницыAnlise SWOT e Identificao Das NecessidadesJoaquim Morais BravoОценок пока нет
- Fa11 Aval Ondas Eletrom Teste Aval 2 Prop ResolДокумент2 страницыFa11 Aval Ondas Eletrom Teste Aval 2 Prop ResolMatilde NunesОценок пока нет
- Del - Curso 40546 Aula 05 v1Документ84 страницыDel - Curso 40546 Aula 05 v1Dani PinheiroОценок пока нет
- Quais São Os Principais Tipos de Sinistro e Quais Suas DiferençasДокумент2 страницыQuais São Os Principais Tipos de Sinistro e Quais Suas DiferençasJoao valterОценок пока нет
- Hotpoint-Ariston ENBGH 19223 FW Fridge-FreezerДокумент52 страницыHotpoint-Ariston ENBGH 19223 FW Fridge-FreezerherurerОценок пока нет
- Teoria Da Adaptação 1Документ11 страницTeoria Da Adaptação 1Rafael MinhosОценок пока нет
- EF PR ARTE 1 Ano 3 Bi Teatro VPДокумент33 страницыEF PR ARTE 1 Ano 3 Bi Teatro VPDanilo ArrabalОценок пока нет
- AD1 2022.2 Engenharia de MétodosДокумент3 страницыAD1 2022.2 Engenharia de MétodosJoao Pedro Do Amaral100% (1)
- Teste 9 .º A Palavra MágicaДокумент6 страницTeste 9 .º A Palavra MágicaAlexandre Valdez FerreiraОценок пока нет
- 474 - Prova e Gabarito - Multi FonoaudiologiaДокумент10 страниц474 - Prova e Gabarito - Multi FonoaudiologiaMaria Paulina CarvalhoОценок пока нет
- Imprimir - FDC Longevidade-PessoasДокумент26 страницImprimir - FDC Longevidade-PessoasFlavioОценок пока нет
- ConversõesДокумент5 страницConversõesVanilsonVMVОценок пока нет
- Metodologia de Ensino Da NatacaoДокумент101 страницаMetodologia de Ensino Da Natacaomusicas de tecladoОценок пока нет
- Eplan - Bomba de Recalque - TeresinaДокумент8 страницEplan - Bomba de Recalque - TeresinaAugusto FettОценок пока нет
- Exercícios PythonДокумент4 страницыExercícios PythonmauroОценок пока нет