Вам также может понравиться
- Raw Mill P9 Belt Conveyor SpecsДокумент3 страницыRaw Mill P9 Belt Conveyor Specsmuziibu alfisyahОценок пока нет
- Zhengtan Belting Rubber Conveyor BeltДокумент24 страницыZhengtan Belting Rubber Conveyor BeltJohn Renzel Rivera IIIОценок пока нет
- Hino 500 Ranger FG 235 JJ Fire Truck 5500 Water Foam, Double Cabin, SNI Standart PROTEKTA FIREFORT VATORДокумент8 страницHino 500 Ranger FG 235 JJ Fire Truck 5500 Water Foam, Double Cabin, SNI Standart PROTEKTA FIREFORT VATORKasidinОценок пока нет
- Technical specifications for GIA SwedVent high pressure tunnelling fans and accessoriesДокумент3 страницыTechnical specifications for GIA SwedVent high pressure tunnelling fans and accessoriesEmrah MertyürekОценок пока нет
- Wirtgen W150Документ8 страницWirtgen W150Ashraf m aliОценок пока нет
- Pump Installation and Maintenance GuideДокумент6 страницPump Installation and Maintenance GuideMohammed Amin BenharkatОценок пока нет
- Polyester Canvas (EP) Conveyor BeltДокумент2 страницыPolyester Canvas (EP) Conveyor BeltVinoth BalasubramaniyanОценок пока нет
- WIRGEN - 200iДокумент8 страницWIRGEN - 200iUrsut AngyОценок пока нет
- Huchez Winch 10 TonsДокумент6 страницHuchez Winch 10 TonsPhong DuongОценок пока нет
- Efficient Bale Handling SolutionsДокумент31 страницаEfficient Bale Handling SolutionsThanh NgocОценок пока нет
- Rubber Conveyor Belts Mono PlyДокумент4 страницыRubber Conveyor Belts Mono PlynicolasОценок пока нет
- Ats1000ats1200 Brochure enДокумент1 страницаAts1000ats1200 Brochure enAnoop Jacob KunnappuzhaОценок пока нет
- Machine Tool Division 2Документ15 страницMachine Tool Division 2MukulОценок пока нет
- Factors That Influence - PDF - XX PDFДокумент43 страницыFactors That Influence - PDF - XX PDFharmlesdragonОценок пока нет
- Design of Stair Case With Central Stringer BeamДокумент23 страницыDesign of Stair Case With Central Stringer Beamvrajan19880% (2)
- Maximize throughput and efficiency with dsb innocrush impact crushersДокумент1 страницаMaximize throughput and efficiency with dsb innocrush impact crushersАнтон ЛазаровОценок пока нет
- Hydraulic Breakers and Silent Demolition ToolsДокумент24 страницыHydraulic Breakers and Silent Demolition ToolssinanОценок пока нет
- 166Документ12 страниц166TroubleshootingОценок пока нет
- Synthesis: Distribution Transformer Winding MachinesДокумент6 страницSynthesis: Distribution Transformer Winding MachinesAbdulaziz AlrawiОценок пока нет
- 4 - HANBELT Conveyor Belt Catalogue RevisadoДокумент4 страницы4 - HANBELT Conveyor Belt Catalogue RevisadoRafael QueirozОценок пока нет
- Powergrip® HTD®: Rubber Synchronous Belt With HTD® Tooth ProfileДокумент2 страницыPowergrip® HTD®: Rubber Synchronous Belt With HTD® Tooth Profilealejandro jimenezОценок пока нет
- Drilling Workover Rig: Ts-SinotaiДокумент12 страницDrilling Workover Rig: Ts-SinotaiRobertoVitorianoОценок пока нет
- c400 Tech Catalogue PDFДокумент7 страницc400 Tech Catalogue PDFJhonattan GonzalezОценок пока нет
- Etatron GB Tanks General 2019Документ2 страницыEtatron GB Tanks General 2019asghar khanОценок пока нет
- Conveyor BeltsДокумент1 страницаConveyor BeltsMücahitGünaydınОценок пока нет
- SISGEO - VW CrackmetersДокумент6 страницSISGEO - VW CrackmetersEusebiu LapusneanuОценок пока нет
- 17 262 Specimen Blanking Machines For Specimen Preparation of Metals PI enДокумент5 страниц17 262 Specimen Blanking Machines For Specimen Preparation of Metals PI enDanan GentleОценок пока нет
- Conveyor BeltДокумент13 страницConveyor BeltRajesh KumarОценок пока нет
- Zico ZM - SeriesДокумент4 страницыZico ZM - Seriesnikunjsingh04Оценок пока нет
- ChevronДокумент4 страницыChevronanon_464848664Оценок пока нет
- Structal Welded BeamДокумент4 страницыStructal Welded BeamrilopiyОценок пока нет
- ITD BrochureДокумент22 страницыITD Brochureamitkhanna71Оценок пока нет
- Fencing Tech SpecДокумент8 страницFencing Tech SpecMaina MathengeОценок пока нет
- Lathes Machine CatalogueДокумент19 страницLathes Machine CatalogueAdanaОценок пока нет
- XTEInterface ServletДокумент2 страницыXTEInterface ServletRodni EmslieОценок пока нет
- Cutting Data - Greenwood Tools LTDДокумент3 страницыCutting Data - Greenwood Tools LTDJayakrishnaОценок пока нет
- Brochure of ScaffoldingДокумент43 страницыBrochure of ScaffoldingEddielyn OgdangОценок пока нет
- Belting Correia de BorrachaДокумент54 страницыBelting Correia de BorrachaFilype NascimentoОценок пока нет
- Bridgestone's Belt Conveyor SeminarДокумент90 страницBridgestone's Belt Conveyor Seminarmarco antonio talavera salazarОценок пока нет
- TE 10000 KG - 6 M/min, Low Voltage Control With 1 Speed: Technical PropertiesДокумент7 страницTE 10000 KG - 6 M/min, Low Voltage Control With 1 Speed: Technical PropertiesantonpeleleОценок пока нет
- Mitek Cyclone TieДокумент7 страницMitek Cyclone TieTony PedaОценок пока нет
- AL800G - ALN800G English FranceДокумент2 страницыAL800G - ALN800G English FrancePhu MrОценок пока нет
- Ats1600 Brochure enДокумент1 страницаAts1600 Brochure enlightsonconceptlocОценок пока нет
- Adax 1Документ4 страницыAdax 1dsimeonovОценок пока нет
- Wittur Range of Systems: Machine Roomless EfficiencyДокумент16 страницWittur Range of Systems: Machine Roomless EfficiencyLe Huynh LongОценок пока нет
- ONE SAFE SOURCE FOR SEALS AND O-RINGSДокумент38 страницONE SAFE SOURCE FOR SEALS AND O-RINGShyromec89% (9)
- Antípoda Catalogue - Pallet Handling V3.1 Presentation ENДокумент31 страницаAntípoda Catalogue - Pallet Handling V3.1 Presentation ENhi ahiОценок пока нет
- CNN-703 XVS Spec - 211125 - 134927Документ6 страницCNN-703 XVS Spec - 211125 - 134927chandra atmaОценок пока нет
- Hydraulic Tools: Cable and Bar Cutter "CC0018": Larzep, S.A. Larzep Australia Pty. Ltd. Larzep Australia Pty. LTDДокумент7 страницHydraulic Tools: Cable and Bar Cutter "CC0018": Larzep, S.A. Larzep Australia Pty. Ltd. Larzep Australia Pty. LTDNhung HoangОценок пока нет
- Cleats conveyor belts increase capacityДокумент3 страницыCleats conveyor belts increase capacityKoen BidlotОценок пока нет
- R-KER With Threaded Rods: Bonded AnchorsДокумент17 страницR-KER With Threaded Rods: Bonded AnchorsEmilio y Ernesto Empresa Industrial SACОценок пока нет
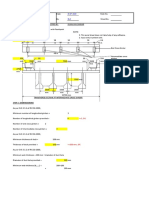
- PSC I Girder Design by IRC Code (Old)Документ109 страницPSC I Girder Design by IRC Code (Old)Structural SpreadsheetsОценок пока нет
- Ec254tr & Entire CalculationsДокумент6 страницEc254tr & Entire CalculationsVinay KОценок пока нет
- 5.0 Dredging Pipeline & FloatersДокумент9 страниц5.0 Dredging Pipeline & Floatersisrat jahan100% (1)
- Strenx 700 Brochure Square ENДокумент6 страницStrenx 700 Brochure Square ENEjang GutОценок пока нет
- British Commercial Computer Digest: Pergamon Computer Data SeriesОт EverandBritish Commercial Computer Digest: Pergamon Computer Data SeriesОценок пока нет
- Weld Like a Pro: Beginning to Advanced TechniquesОт EverandWeld Like a Pro: Beginning to Advanced TechniquesРейтинг: 4.5 из 5 звезд4.5/5 (6)
- Country - CurrencyДокумент1 страницаCountry - CurrencyhaqjmiОценок пока нет
- Wall Thickness Calculation-2Документ1 страницаWall Thickness Calculation-2haqjmiОценок пока нет
- Call Out FormatДокумент10 страницCall Out FormathaqjmiОценок пока нет
- Job Application Form: Page 1 of 3 Staff-In-ConfidenceДокумент3 страницыJob Application Form: Page 1 of 3 Staff-In-Confidencehaqjmi100% (1)
- Piping DataДокумент365 страницPiping Datahaqjmi100% (1)
- Pipe Sizing Data.Документ50 страницPipe Sizing Data.haqjmiОценок пока нет
- Resume DataДокумент1 страницаResume DatahaqjmiОценок пока нет
- Introduction To SolidWorksДокумент235 страницIntroduction To SolidWorksMario Castro-Cedeno93% (30)
- Technical Specifications - Cable LayingДокумент48 страницTechnical Specifications - Cable LayingShkelzen GoxhajОценок пока нет
- US Army Corps of Engineers Hydroelectric Power Plants Electrical Design ManualДокумент118 страницUS Army Corps of Engineers Hydroelectric Power Plants Electrical Design ManualhaqjmiОценок пока нет
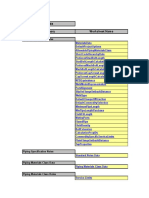
- Piping SpecificationДокумент2 163 страницыPiping Specificationhaqjmi0% (1)
- AXENMS0045Документ72 страницыAXENMS0045shareyhouОценок пока нет
- SP3D Drawings Training ExercisesДокумент135 страницSP3D Drawings Training Exercisessamueloluwaseyi68Оценок пока нет
- SP3D Shortcut KeysДокумент4 страницыSP3D Shortcut KeysManish SharmaОценок пока нет
- SmartPlant InstructionsДокумент5 страницSmartPlant InstructionsrolwinОценок пока нет
- Mechanical Engineer Cover LetterДокумент0 страницMechanical Engineer Cover Lettersalic2013Оценок пока нет
- SP3D Shortcut KeysДокумент13 страницSP3D Shortcut Keyshaqjmi0% (1)
- Chapter 13 RadiationДокумент78 страницChapter 13 RadiationhaqjmiОценок пока нет
- How To Install SmartPlant 3D (Step-By-step Guide)Документ3 страницыHow To Install SmartPlant 3D (Step-By-step Guide)haqjmiОценок пока нет
- sp3d Spec20Документ20 страницsp3d Spec20haqjmi100% (1)
- 3.1 Selection of Turbine and Governing System PDFДокумент72 страницы3.1 Selection of Turbine and Governing System PDFtanujaayer100% (1)
- Chapter 9 - Forced ConvectionДокумент98 страницChapter 9 - Forced ConvectionhaqjmiОценок пока нет
- Erection and Commissioning of SHP UnitsДокумент70 страницErection and Commissioning of SHP UnitshaqjmiОценок пока нет
- Belt Conveyor DesignДокумент11 страницBelt Conveyor Designhaqjmi50% (2)
- Design of SwitchyardДокумент107 страницDesign of SwitchyardPritamОценок пока нет
- Power Electronics TextДокумент460 страницPower Electronics TextSindhu BijjalОценок пока нет
- Troughed - Design Guidelines and StandardsДокумент6 страницTroughed - Design Guidelines and StandardshaqjmiОценок пока нет
- Erection and Commissioning of SHP UnitsДокумент70 страницErection and Commissioning of SHP UnitshaqjmiОценок пока нет
- Mechanical Engg ProjectДокумент45 страницMechanical Engg ProjecthaqjmiОценок пока нет
- Repair of Tube-Tubesheet Weld Cracks in A Cracked Gas/Steam Heat ExchangerДокумент8 страницRepair of Tube-Tubesheet Weld Cracks in A Cracked Gas/Steam Heat Exchangermontie3Оценок пока нет
- Systems: Chapter B-6Документ22 страницыSystems: Chapter B-6stolehaОценок пока нет
- Air Handling Units GuidelineДокумент5 страницAir Handling Units GuidelineImam MansyurОценок пока нет
- Electric Traction Multiple Choice Questions and Answers Preparation For Competition Exams PDF - Preparation For Engineering PDFДокумент11 страницElectric Traction Multiple Choice Questions and Answers Preparation For Competition Exams PDF - Preparation For Engineering PDFER Mukesh ThakurОценок пока нет
- Morgana Digifold Service ManualДокумент55 страницMorgana Digifold Service Manualpfequip100% (1)
- Hydraulic FittingsДокумент411 страницHydraulic Fittingspaolomoreano88Оценок пока нет
- Class IX: Science Chapter 11: Work and Energy Chapter Notes Key LearningДокумент2 страницыClass IX: Science Chapter 11: Work and Energy Chapter Notes Key LearningMohanNayakОценок пока нет
- MC Stradale enДокумент58 страницMC Stradale enaiigee100% (2)
- Tutorial 2 - Physical OperationsДокумент2 страницыTutorial 2 - Physical OperationsnasuhaОценок пока нет
- Chapter 1 FrictionДокумент20 страницChapter 1 FrictionSherif Yehia Al Maraghy100% (1)
- EUROPART Inter Catalog Bus Spare Parts 2014-09 EN PDFДокумент778 страницEUROPART Inter Catalog Bus Spare Parts 2014-09 EN PDFludiloliku67% (3)
- Adjustable Type EAZ SeriesДокумент8 страницAdjustable Type EAZ SeriesVimalendra SinghОценок пока нет
- Shot Blasting Machines: Laser PeeningДокумент2 страницыShot Blasting Machines: Laser Peeningrahul srivastavaОценок пока нет
- Dinamika - 1 Kinematika Benda TegarДокумент36 страницDinamika - 1 Kinematika Benda TegarFirman Ali NuryantoОценок пока нет
- Shankar DurgamДокумент9 страницShankar DurgamasdfОценок пока нет
- Airbus 21 A300 A310 Air ConditioningДокумент146 страницAirbus 21 A300 A310 Air ConditioningElijah Paul Merto100% (3)
- Optimized Design and Static, Dynamic Analysis of Disc Brake Using Finite Element AnalysisДокумент5 страницOptimized Design and Static, Dynamic Analysis of Disc Brake Using Finite Element AnalysisVinayak ImadiОценок пока нет
- Aws CatalogДокумент43 страницыAws CatalogDesmond Chin100% (1)
- Basics of Piping System Thermal Expansion For Process EngineersДокумент14 страницBasics of Piping System Thermal Expansion For Process EngineersGoce VasilevskiОценок пока нет
- Cadenas de Tiempo Pontiac G5Документ17 страницCadenas de Tiempo Pontiac G5Jorge Antonio GuillenОценок пока нет
- Harley-Davidson P&a 2020 en WebOptimisedДокумент103 страницыHarley-Davidson P&a 2020 en WebOptimisedAmanОценок пока нет
- TN54E DatasheetДокумент2 страницыTN54E DatasheetGreggs ShopukОценок пока нет
- RMC ParameterДокумент4 страницыRMC Parameterkishor150688Оценок пока нет
- 728444Документ45 страниц728444Ed DeMossОценок пока нет
- PrimeProbe3+ PPS-PP3-044-2.0Документ18 страницPrimeProbe3+ PPS-PP3-044-2.0Kishan ChandrasekaraОценок пока нет
- Standard Equipment: Hitachi Construction Machinery Co., LTDДокумент15 страницStandard Equipment: Hitachi Construction Machinery Co., LTDDemo OnlyОценок пока нет
- PACCAR MX Engine Reference Sheet PDFДокумент2 страницыPACCAR MX Engine Reference Sheet PDFMalique ChamauneОценок пока нет
- Engineering Mechanics Statics 14th Edition Ebook PDFДокумент61 страницаEngineering Mechanics Statics 14th Edition Ebook PDFdebra.glisson665100% (42)
- CMI ENERGY Industrial Boilers HRSGДокумент2 страницыCMI ENERGY Industrial Boilers HRSGHeri SetyantoОценок пока нет
- Condenser Hot Vapor Bypass Control: PetrocontrolДокумент6 страницCondenser Hot Vapor Bypass Control: Petrocontrolonizuka-t2263Оценок пока нет