Вам также может понравиться
- FrenosДокумент2 страницыFrenosAldo Velarde TorresОценок пока нет
- Cimentación de Máquinas VibrantesДокумент5 страницCimentación de Máquinas VibrantesAldo Velarde TorresОценок пока нет
- As Bujías Son El Último Componente Del Sistema de Ignición y Ayudan AДокумент3 страницыAs Bujías Son El Último Componente Del Sistema de Ignición y Ayudan AAldo Velarde TorresОценок пока нет
- Definición de Disímil PDFДокумент1 страницаDefinición de Disímil PDFAldo Velarde TorresОценок пока нет
- Tri Tura DoraДокумент4 страницыTri Tura DoraAldo Velarde TorresОценок пока нет
- Proceso FCAWДокумент8 страницProceso FCAWAldo Velarde TorresОценок пока нет
- VigasДокумент3 страницыVigasAldo Velarde TorresОценок пока нет
- Introducción Al Macho de RoscarДокумент2 страницыIntroducción Al Macho de RoscarAldo Velarde TorresОценок пока нет
- FrenosДокумент2 страницыFrenosAldo Velarde TorresОценок пока нет
- ArmaduraДокумент1 страницаArmaduraAldo Velarde TorresОценок пока нет
- Cilindro HidráulicoДокумент2 страницыCilindro HidráulicoAldo Velarde TorresОценок пока нет
- GramilДокумент1 страницаGramilAldo Velarde TorresОценок пока нет
- La Sanidad Puede Venir en Muchas FormasДокумент2 страницыLa Sanidad Puede Venir en Muchas FormasAldo Velarde TorresОценок пока нет
- Chuma CeraДокумент1 страницаChuma CeraAldo Velarde TorresОценок пока нет
- VálvulaДокумент2 страницыVálvulaAldo Velarde TorresОценок пока нет
- Depósito Bajo PresiónДокумент4 страницыDepósito Bajo PresiónAldo Velarde TorresОценок пока нет
- Depósito Bajo PresiónДокумент4 страницыDepósito Bajo PresiónAldo Velarde TorresОценок пока нет
- Turbina HidráulicaДокумент3 страницыTurbina HidráulicaAldo Velarde TorresОценок пока нет
- MoleteadoДокумент1 страницаMoleteadoAldo Velarde TorresОценок пока нет
- MecanizadoДокумент5 страницMecanizadoAldo Velarde TorresОценок пока нет
- Tempo Riza DorДокумент4 страницыTempo Riza DorAldo Velarde TorresОценок пока нет
- Pre So StatoДокумент1 страницаPre So StatoAldo Velarde TorresОценок пока нет
- CigüeñalДокумент3 страницыCigüeñalAldo Velarde TorresОценок пока нет
- Molino de BolasДокумент5 страницMolino de BolasAldo Velarde TorresОценок пока нет
- TuberíaДокумент5 страницTuberíaAldo Velarde TorresОценок пока нет
- BridaДокумент5 страницBridaAldo Velarde TorresОценок пока нет
- EntalpíaДокумент5 страницEntalpíaJosepAguilarОценок пока нет
- MecanismoДокумент4 страницыMecanismoAldo Velarde TorresОценок пока нет
- EntropíaДокумент7 страницEntropíaAldo Velarde TorresОценок пока нет
- Bufas de Rueda NationalДокумент6 страницBufas de Rueda NationalRodrigo AguirreОценок пока нет
- EXCAVADORA PrimeparteДокумент39 страницEXCAVADORA PrimeparteGustavo PizarroОценок пока нет
- 3.1.2 Control de Paso y Del Perfil de La Rosca.Документ8 страниц3.1.2 Control de Paso y Del Perfil de La Rosca.Daniel Bautista67% (3)
- Como Afilar Formones y Cepillos-Pag 04Документ4 страницыComo Afilar Formones y Cepillos-Pag 04Wilder Navarro MattosОценок пока нет
- 28 Máquinas TransferДокумент3 страницы28 Máquinas TransferRaúl AnelОценок пока нет
- 5 Power Shift COLINEALESДокумент52 страницы5 Power Shift COLINEALESAlvaro P. Casas100% (1)
- Fuerzas en Una Viga Sin Carga y CargadaДокумент12 страницFuerzas en Una Viga Sin Carga y CargadaYorman CastilloОценок пока нет
- Informe Sobre TornoДокумент4 страницыInforme Sobre TornoWill CantilloОценок пока нет
- LM55 TD 20060301 S PDFДокумент4 страницыLM55 TD 20060301 S PDFbruceluis2013Оценок пока нет
- Elementos de Sujeción de La Rectificadora Horizontal o PlanearДокумент9 страницElementos de Sujeción de La Rectificadora Horizontal o Planearbryan140225% (4)
- Manejo de BobinasДокумент74 страницыManejo de BobinassoyjorgemОценок пока нет
- Rosca Buttress 1Документ2 страницыRosca Buttress 1Alex Torres CamizanОценок пока нет
- BSP Rosca CuerdaДокумент9 страницBSP Rosca CuerdaLuis AcevedoОценок пока нет
- Desarrollo Del Taller Semana 1Документ5 страницDesarrollo Del Taller Semana 1ElianaОценок пока нет
- Ejes EstriadosДокумент6 страницEjes EstriadosIvan Navarro100% (3)
- Mecanismos (Hexapodo, Manibela Biela Corredera, Mecanismo de 4 Barras)Документ4 страницыMecanismos (Hexapodo, Manibela Biela Corredera, Mecanismo de 4 Barras)Marioloya783Оценок пока нет
- Afilado de BurilДокумент9 страницAfilado de BurilCarlos PilatasigОценок пока нет
- Herramientas Empleadas en La Pesca de Pozos PetrolerosДокумент3 страницыHerramientas Empleadas en La Pesca de Pozos PetrolerosAlejandro Martínez100% (2)
- Actividad EsmeriladoДокумент4 страницыActividad Esmeriladobasilio__0202Оценок пока нет
- 7.equipos, Herramientas, Maquinarias y OtrosokДокумент66 страниц7.equipos, Herramientas, Maquinarias y OtrosokNatalia EspinozaОценок пока нет
- Indicadores de Nivel (Manual)Документ4 страницыIndicadores de Nivel (Manual)reypanteraОценок пока нет
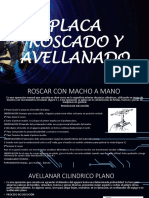
- Placa Roscado y AvellanadoДокумент12 страницPlaca Roscado y Avellanadoelizabeth aracca jordan100% (1)
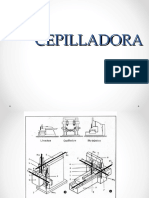
- La CepilladoraДокумент22 страницыLa CepilladoraAntonio Fernandez100% (1)
- Clasificacion de RodamientosДокумент2 страницыClasificacion de Rodamientoslainer chauxОценок пока нет
- Transmisión Mediante Engranajes y Por Fajas Mayo 2018Документ40 страницTransmisión Mediante Engranajes y Por Fajas Mayo 2018Felix AtajoОценок пока нет
- Ubicación Del EmbragueДокумент6 страницUbicación Del EmbragueAnonymous N3ancFОценок пока нет
- Barras CónicasДокумент23 страницыBarras CónicasBryam Castro HurtadoОценок пока нет
- Rectificadoras y LapidadorasДокумент7 страницRectificadoras y LapidadorasjbertralОценок пока нет
- N CTR Car 1 08 001 07Документ16 страницN CTR Car 1 08 001 07Guillermo Rodriguez CastroОценок пока нет
- Práctica 4. - Fresadora VerticalДокумент14 страницPráctica 4. - Fresadora VerticalDiego RGОценок пока нет