Вам также может понравиться
- Exercice Tolerance Geometrique PRДокумент1 страницаExercice Tolerance Geometrique PRHamrouni100% (2)
- Cote Fabrication DOC-prof MOUKHTARI - 2STMДокумент7 страницCote Fabrication DOC-prof MOUKHTARI - 2STMELMustaphaELMoukhtari50% (2)
- 1 TD1 Moulage en SableДокумент1 страница1 TD1 Moulage en Sablenahim100% (1)
- 4-Montage D'usinageДокумент25 страниц4-Montage D'usinageAyoub Oumous100% (3)
- Temps D'usinageДокумент4 страницыTemps D'usinageIadh Triaa88% (8)
- Simulation D'usinageДокумент12 страницSimulation D'usinagejebril faten100% (1)
- 06 TD Cotation Fonctionnelle EДокумент4 страницы06 TD Cotation Fonctionnelle EAziz Amtdi0% (1)
- Conception & Modélisation CAO: Le guide ultime du débutantОт EverandConception & Modélisation CAO: Le guide ultime du débutantРейтинг: 5 из 5 звезд5/5 (2)
- Temps de CoupeДокумент29 страницTemps de CoupeELMustaphaELMoukhtari100% (1)
- Beer - Méthode de Clarinette (1891)Документ60 страницBeer - Méthode de Clarinette (1891)fabri21Оценок пока нет
- Vi - Transfert de Cotes Et Simulation D'usinageДокумент25 страницVi - Transfert de Cotes Et Simulation D'usinageIlu SionОценок пока нет
- Prof APEFДокумент12 страницProf APEFMeryemHmouriОценок пока нет
- Exercice Conditions de Coupe en Tournage ProfДокумент8 страницExercice Conditions de Coupe en Tournage ProfSebastien Moulinié75% (4)
- Isostatisme-Exos 2Документ5 страницIsostatisme-Exos 2Zakaria Nexus100% (7)
- 1-Contrat de PhaseДокумент2 страницы1-Contrat de PhaseRedaAbdraouf60% (5)
- Etude D'outillageДокумент12 страницEtude D'outillageDayang Dayang100% (3)
- 2683 IE13 - SujetДокумент9 страниц2683 IE13 - SujetZakaria Bettioui100% (1)
- Cours 1 Et 2 UsinageДокумент91 страницаCours 1 Et 2 UsinageTounsi TwensaОценок пока нет
- Devoir de Maison Janvier 2021Документ17 страницDevoir de Maison Janvier 2021soulaima khederОценок пока нет
- Exam Prat TSMFM FF 09Документ16 страницExam Prat TSMFM FF 09Hamza NassibОценок пока нет
- Thème Montage ModulaireДокумент16 страницThème Montage Modulairekldmnt100% (1)
- Montages Usinage PDFДокумент4 страницыMontages Usinage PDFdidined92% (13)
- TD IsostatismeДокумент2 страницыTD IsostatismeSÕfȋǡņɇ Bɇņamar100% (2)
- TP3 V2Tournage Avec Mastercam X5Документ13 страницTP3 V2Tournage Avec Mastercam X5Fajjeri Hadil100% (1)
- Tournage Des Pièces MécaniquesДокумент11 страницTournage Des Pièces Mécaniqueskill3rxОценок пока нет
- 09 Transfert de CotesДокумент2 страницы09 Transfert de CotesSalah Eddine Chouikh100% (2)
- Chap4 PliageДокумент34 страницыChap4 Pliageisraalaya167Оценок пока нет
- 34 06 Outils de Coupe en Tournage PDFДокумент3 страницы34 06 Outils de Coupe en Tournage PDFHakimHadjabhakim100% (2)
- Elaboration D'un Avant Projet de Fabrication (APEF) - Méthode AnalytiqueДокумент9 страницElaboration D'un Avant Projet de Fabrication (APEF) - Méthode AnalytiqueMakrem CherifОценок пока нет
- Élaboration D'un Modèle Réutilisable Avec Portée de Noyau Et NoyauДокумент4 страницыÉlaboration D'un Modèle Réutilisable Avec Portée de Noyau Et Noyaukadirikaka100% (1)
- 4-Simulation D'usinageДокумент26 страниц4-Simulation D'usinageMarwenBeltaif100% (2)
- Lecon 8 Contrat de PhaseДокумент5 страницLecon 8 Contrat de PhaseYasmine Hammami100% (2)
- Cotation FonctionnelleДокумент26 страницCotation Fonctionnelleesloch100% (4)
- 1 - TD-Couvercle-brut Capable PDFДокумент2 страницы1 - TD-Couvercle-brut Capable PDFkhaled rouabehОценок пока нет
- 16-EX8-Commande D'un VolantДокумент7 страниц16-EX8-Commande D'un Volanthassan etberОценок пока нет
- Chapitre 1-Montage D'usinageДокумент8 страницChapitre 1-Montage D'usinageSouhaiel Ajmi80% (5)
- DS PMP1 2020 EnonceДокумент5 страницDS PMP1 2020 EnonceHamada HamadaОценок пока нет
- m03 Analyse de Fabrication Et Gammes Dusinage-partie2-Fm-tsmfmДокумент108 страницm03 Analyse de Fabrication Et Gammes Dusinage-partie2-Fm-tsmfmMohamedAliJlidi50% (2)
- Evaluation Technolog I e I So Stat Is Me ProfДокумент3 страницыEvaluation Technolog I e I So Stat Is Me Profأحمد الموريتاني100% (1)
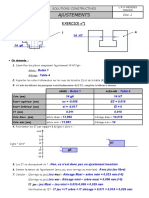
- AjustementДокумент3 страницыAjustementAit Abderrahman AbderrahimОценок пока нет
- Dispersion, Contrat de Phase.Документ48 страницDispersion, Contrat de Phase.khailiОценок пока нет
- Chapitre 1 Elaboration D - Une Gamme D - UsinageДокумент19 страницChapitre 1 Elaboration D - Une Gamme D - UsinageTouhemi Ben SadokОценок пока нет
- Geometrie de Outil de CoupeДокумент19 страницGeometrie de Outil de CoupeEL khaldi100% (3)
- TD ApefДокумент3 страницыTD Apefkamal0% (1)
- Operations ElementairesДокумент3 страницыOperations ElementairesAhmed Elouafiq100% (1)
- TD Etude de PhaseДокумент8 страницTD Etude de Phasekld_bata100% (1)
- Exercices Ajustements - LvesДокумент6 страницExercices Ajustements - LvesNoureddine Hermetien33% (3)
- Les Machines À Commande NumériqueДокумент9 страницLes Machines À Commande NumériqueSemi ZoghlamiОценок пока нет
- Cours Chapitre TournageДокумент36 страницCours Chapitre Tournagemarya.marymarianaОценок пока нет
- Sujet Productique Mai 2014 PDFДокумент21 страницаSujet Productique Mai 2014 PDFsoufiane Ok100% (2)
- Isostatismes MIP MAP PDFДокумент8 страницIsostatismes MIP MAP PDFMou Hamoudi100% (1)
- Tolérances Géométriques GPS Exercices 2Документ4 страницыTolérances Géométriques GPS Exercices 2Yousif Ali100% (1)
- Cours Usinage PDFДокумент26 страницCours Usinage PDFkc100% (1)
- Serie Exercices Cotation Fonctionnelle UnlockedДокумент7 страницSerie Exercices Cotation Fonctionnelle UnlockedKarim MellahОценок пока нет
- TD 3 - Temps D'usinageДокумент1 страницаTD 3 - Temps D'usinageLarbi GueraicheОценок пока нет
- Exemples D'isostatismeДокумент5 страницExemples D'isostatismehamzaouarraq100% (1)
- Autodesk Inventor | étape par étape: Conception CAO et Simulation FEM avec Autodesk Inventor pour les DébutantsОт EverandAutodesk Inventor | étape par étape: Conception CAO et Simulation FEM avec Autodesk Inventor pour les DébutantsОценок пока нет
- Fusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.От EverandFusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.Оценок пока нет
- Contrat PhaseДокумент5 страницContrat PhaseHafida EnnajiОценок пока нет
- Cotation de FabricationДокумент6 страницCotation de Fabricationkhocine100% (2)
- Lva1 App6891Документ38 страницLva1 App6891Dah khoukОценок пока нет
- Transfert de CotesДокумент9 страницTransfert de CotesGamatekОценок пока нет
- Invoice - RDS-9-3Документ1 страницаInvoice - RDS-9-3ELMustaphaELMoukhtariОценок пока нет
- Medicaments Innovants Et Contrats Dacces Au Marche PDFДокумент47 страницMedicaments Innovants Et Contrats Dacces Au Marche PDFELMustaphaELMoukhtariОценок пока нет
- Qualification MGP REGLAGE ET CONDUITE D UNE PRODUCTION DE SERIEДокумент101 страницаQualification MGP REGLAGE ET CONDUITE D UNE PRODUCTION DE SERIEELMustaphaELMoukhtariОценок пока нет
- Decret205740 0Документ2 страницыDecret205740 0ELMustaphaELMoukhtariОценок пока нет
- Os Et Hyperparaiaire Smedian 2022Документ1 страницаOs Et Hyperparaiaire Smedian 2022ELMustaphaELMoukhtariОценок пока нет
- MicrometreДокумент3 страницыMicrometreELMustaphaELMoukhtariОценок пока нет
- Fiche de Stage C 1 METHODES DE CONTROLEДокумент1 страницаFiche de Stage C 1 METHODES DE CONTROLEELMustaphaELMoukhtariОценок пока нет
- Isoetatisme PDFДокумент10 страницIsoetatisme PDFfarhat ghanem100% (1)
- M07-MARKETING TER TSGE+Par+Www - Ofppt1.blogspotДокумент162 страницыM07-MARKETING TER TSGE+Par+Www - Ofppt1.blogspotdeviilboy100% (2)
- 3 Suivi Evaluation ProjetДокумент6 страниц3 Suivi Evaluation Projetagnomblerou77Оценок пока нет
- F2 Les UsinagesДокумент5 страницF2 Les UsinagesYoussef FathОценок пока нет
- 1 Nomenclature ÉlèvesДокумент2 страницы1 Nomenclature ÉlèvesELMustaphaELMoukhtariОценок пока нет
- Fab - MecaДокумент2 страницыFab - MecaELMustaphaELMoukhtariОценок пока нет
- Ptpam BM 2Документ52 страницыPtpam BM 2ELMustaphaELMoukhtariОценок пока нет
- Le TournageДокумент9 страницLe TournageELMustaphaELMoukhtari100% (1)
- I. Exercice 1:: Noter Au-Dessus de Chaque Perspective Le Numéro de La Vue CorrespondanteДокумент6 страницI. Exercice 1:: Noter Au-Dessus de Chaque Perspective Le Numéro de La Vue CorrespondanteELMustaphaELMoukhtariОценок пока нет
- Examens Nationaux Bacpro Genie Mecanique Fabrication Mawad1 2017 NДокумент14 страницExamens Nationaux Bacpro Genie Mecanique Fabrication Mawad1 2017 NELMustaphaELMoukhtariОценок пока нет
- Opcm PDFДокумент1 страницаOpcm PDFELMustaphaELMoukhtariОценок пока нет
- Examens Nationaux Bacpro Genie Mecanique Fabrication Mawad1 2017 NДокумент14 страницExamens Nationaux Bacpro Genie Mecanique Fabrication Mawad1 2017 NELMustaphaELMoukhtariОценок пока нет
- Les Politiques de MaintenanceДокумент1 страницаLes Politiques de MaintenanceELMustaphaELMoukhtariОценок пока нет
- Roulement MGPДокумент12 страницRoulement MGPELMustaphaELMoukhtariОценок пока нет
- Em EfmДокумент1 страницаEm EfmELMustaphaELMoukhtari100% (1)
- Sujet Normale 09Документ1 страницаSujet Normale 09ELMustaphaELMoukhtari100% (1)
- Exercice 1Документ7 страницExercice 1ELMustaphaELMoukhtariОценок пока нет
- Exercices Ajustements PDFДокумент5 страницExercices Ajustements PDFIssàm Màoujoud100% (1)
- Roulement MGP 1Документ4 страницыRoulement MGP 1ELMustaphaELMoukhtariОценок пока нет
- Module 16 TDДокумент1 страницаModule 16 TDELMustaphaELMoukhtari100% (2)
- Opcm PDFДокумент1 страницаOpcm PDFELMustaphaELMoukhtariОценок пока нет
- StatiqueДокумент1 страницаStatiqueELMustaphaELMoukhtariОценок пока нет
- QCM 5Документ2 страницыQCM 5HAPMRIОценок пока нет
- 0-Rappel Langage SQLДокумент4 страницы0-Rappel Langage SQLaminehosnyОценок пока нет
- Cours Probabilités (Chapitre 1 - Analyse Combinatoire)Документ41 страницаCours Probabilités (Chapitre 1 - Analyse Combinatoire)Khadija Dia100% (1)
- cm2 Exercices SymetrieДокумент4 страницыcm2 Exercices Symetriegjx7qcfwmyОценок пока нет
- Cours Matlab 2020Документ55 страницCours Matlab 2020soufianealjahid523Оценок пока нет
- Ifr AttДокумент9 страницIfr AttpatrouilledeafranceОценок пока нет
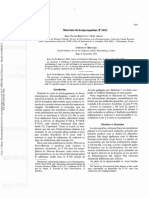
- Favre-Bonvin, Arpin, Brevard - 1976 - Structure de La Mycosporine (P310) PDFДокумент9 страницFavre-Bonvin, Arpin, Brevard - 1976 - Structure de La Mycosporine (P310) PDFPriscila TorresОценок пока нет
- TP E P RedresseurДокумент5 страницTP E P RedresseurRafik BouhennacheОценок пока нет
- SALOMÉ Test Management FrameworkДокумент101 страницаSALOMÉ Test Management FrameworkPharell William BaldorОценок пока нет
- ADE - UHA 2022-2023 (Alioune-Badara-Ibn - Diene@uha - FR) - 6.6.4jДокумент1 страницаADE - UHA 2022-2023 (Alioune-Badara-Ibn - Diene@uha - FR) - 6.6.4jAlioune Badara Ibn Abu Talib DièneОценок пока нет
- 1-html CssДокумент88 страниц1-html CssSouleymane TraoreОценок пока нет
- Controle 1 - 4 S1 PC 1bac FRДокумент3 страницыControle 1 - 4 S1 PC 1bac FRbrinimed06gmail.comОценок пока нет
- NPS - VPN Sous Windows2012 ServerДокумент19 страницNPS - VPN Sous Windows2012 ServerAKUEОценок пока нет
- Remerciements: Kabou Saleh Eddine Pour Sa Disponibilite A' Superviser MonДокумент42 страницыRemerciements: Kabou Saleh Eddine Pour Sa Disponibilite A' Superviser MonOMAE01Оценок пока нет
- Joyeux Anniversaire Tab F - Partition Et PartiesДокумент2 страницыJoyeux Anniversaire Tab F - Partition Et PartiesMartinОценок пока нет
- Composition de 3ètrim MathsДокумент2 страницыComposition de 3ètrim Mathsnaababaongo052Оценок пока нет
- CCNA 02 Introduction À l'IOSДокумент138 страницCCNA 02 Introduction À l'IOSyikhlefОценок пока нет
- MEMOIRE Samer MoussaДокумент94 страницыMEMOIRE Samer Moussatoni JabbourОценок пока нет
- Travaux Dirigés - TD - ArbresДокумент2 страницыTravaux Dirigés - TD - Arbresلا إلٰه إلّا اللهОценок пока нет
- Pvsyst Evaluation: Pvsyst - Rapport de SimulationДокумент7 страницPvsyst Evaluation: Pvsyst - Rapport de Simulationidriss habibiОценок пока нет
- TP 2 InstrumentationДокумент6 страницTP 2 Instrumentationrami kafiОценок пока нет
- Enrobage EC2Документ7 страницEnrobage EC2Abdelkader Drr100% (1)
- PLE CoursДокумент95 страницPLE CoursFranck-Olivier KassouОценок пока нет
- Examen National Du BTS - Maintenance Industrielle - Session de Mai 2015Документ4 страницыExamen National Du BTS - Maintenance Industrielle - Session de Mai 2015enjy top1Оценок пока нет
- TP BDV 2016Документ17 страницTP BDV 2016Khabtane AbdelhamidОценок пока нет
- Formulaire SUP SuitesДокумент2 страницыFormulaire SUP Suiteshala shooowОценок пока нет
- Cours Systemes de Transmission de MouvementДокумент5 страницCours Systemes de Transmission de MouvementdjalikadjouОценок пока нет
- Examen1+Solution Microcontrà Leurs Et Microprocesseurs - PDF  Version 1Документ4 страницыExamen1+Solution Microcontrà Leurs Et Microprocesseurs - PDF  Version 1Chaima BellatОценок пока нет
- Top Ten 50Документ35 страницTop Ten 50Beppe SorboОценок пока нет