Вам также может понравиться
- Cpa Bill Sample 2019 - WcagДокумент8 страницCpa Bill Sample 2019 - WcagAmina chahalОценок пока нет
- ViscothermДокумент46 страницViscothermJezrell JaravataОценок пока нет
- Fixed-Bed Reactor Design and Diagnostics: Gas-Phase ReactionsОт EverandFixed-Bed Reactor Design and Diagnostics: Gas-Phase ReactionsРейтинг: 4 из 5 звезд4/5 (5)
- Solar Hot Water SystemДокумент339 страницSolar Hot Water SystemRafli Raziqi100% (1)
- Process Plant Design: Heinemann Chemical Engineering SeriesОт EverandProcess Plant Design: Heinemann Chemical Engineering SeriesРейтинг: 3.5 из 5 звезд3.5/5 (11)
- A Technical and Economic Assessment of CO2 Capture Technology For IGCCДокумент293 страницыA Technical and Economic Assessment of CO2 Capture Technology For IGCCapi-3799861100% (1)
- Production of Ethylbenzene by Liquid-Phase Benzene Alkylation (Thesis)Документ26 страницProduction of Ethylbenzene by Liquid-Phase Benzene Alkylation (Thesis)Kiran Kumar100% (1)
- 3 Ortloff NGL LPG and Sulfur Recovery TechnologiesДокумент47 страниц3 Ortloff NGL LPG and Sulfur Recovery TechnologiesYanto Hasudungan LumbantobingОценок пока нет
- SQT 200 - 250 Maintenace OperationДокумент179 страницSQT 200 - 250 Maintenace Operationosteanu100% (4)
- Ethyl Benzene Plant Design PDFДокумент31 страницаEthyl Benzene Plant Design PDFKaul PatrickОценок пока нет
- Dynamics and Control Simulation of A Debutanizer Column Using Aspen HYSYSДокумент5 страницDynamics and Control Simulation of A Debutanizer Column Using Aspen HYSYSaimalОценок пока нет
- Ge312-1121 Columns - DrumДокумент20 страницGe312-1121 Columns - DrumDiarista Thoma SaputraОценок пока нет
- IB Physics Topic 2Документ18 страницIB Physics Topic 2wee100% (1)
- Assement of Bag Filter Vs ESP CPCBДокумент133 страницыAssement of Bag Filter Vs ESP CPCBdehriya100% (1)
- HiDC PHD ThesisДокумент225 страницHiDC PHD ThesisMuhammad Haris HamayunОценок пока нет
- Hybrid Fuel Cell Gas Turbine SystemsДокумент32 страницыHybrid Fuel Cell Gas Turbine Systemsİsmail Cem OktayОценок пока нет
- Process System Value and Exergoeconomic Performance of Captive Power PlantsОт EverandProcess System Value and Exergoeconomic Performance of Captive Power PlantsОценок пока нет
- Reactor and Process Design in Sustainable Energy TechnologyОт EverandReactor and Process Design in Sustainable Energy TechnologyFan ShiРейтинг: 3 из 5 звезд3/5 (2)
- Integration of Green and Renewable Energy in Electric Power SystemsОт EverandIntegration of Green and Renewable Energy in Electric Power SystemsОценок пока нет
- Continuous Stirred Tank Reactor: CHEN-410 Unit Operation LabДокумент34 страницыContinuous Stirred Tank Reactor: CHEN-410 Unit Operation LabMohamad Abou DaherОценок пока нет
- BTX DWC ControlДокумент17 страницBTX DWC Controlagarwalashwin32Оценок пока нет
- Distillation EfosaДокумент36 страницDistillation EfosaEmonbeifo EfosasereОценок пока нет
- Vishal KaushikДокумент29 страницVishal KaushikimeagorОценок пока нет
- Dissertation Final ReportДокумент74 страницыDissertation Final ReportDipankar KalitaОценок пока нет
- Ind. Eng. Chem. Res. 2008 - 47 - 850-866Документ17 страницInd. Eng. Chem. Res. 2008 - 47 - 850-866Lindsey BondОценок пока нет
- Renewable and Sustainable Energy Reviews: Zhongyi Quan, Long Quan, Jinman ZhangДокумент11 страницRenewable and Sustainable Energy Reviews: Zhongyi Quan, Long Quan, Jinman ZhangJeffrey Fernandez SalazarОценок пока нет
- ResearchДокумент240 страницResearchosamamahmood333Оценок пока нет
- Alsabei ThesisДокумент279 страницAlsabei Thesisrayzo2182Оценок пока нет
- Simulation and Performance Evaluation of Liquid Level Control Design in A Two-Interacting Tank SystemДокумент30 страницSimulation and Performance Evaluation of Liquid Level Control Design in A Two-Interacting Tank SysteminceptyeonleeОценок пока нет
- Zhao FullДокумент215 страницZhao FullAngel PalominoОценок пока нет
- Kinetic and Modeling Investigation On Dilute Sulfuric Acid and Hot Water Fractionation of Selected Biomass PlanДокумент74 страницыKinetic and Modeling Investigation On Dilute Sulfuric Acid and Hot Water Fractionation of Selected Biomass PlanAjay LakshmananОценок пока нет
- Mana Tavahodi ThesisДокумент103 страницыMana Tavahodi ThesisVikas PatelОценок пока нет
- Kabuto CumeneДокумент43 страницыKabuto CumenekakaОценок пока нет
- CSTR 40lДокумент22 страницыCSTR 40lafnan_lion94Оценок пока нет
- Batch PaperДокумент6 страницBatch PaperMr_Sad_07Оценок пока нет
- Control System Design For A Single Feed ETBE Reactive Distillation ColumnДокумент18 страницControl System Design For A Single Feed ETBE Reactive Distillation ColumnShafira AnanditaОценок пока нет
- AnalysisДокумент85 страницAnalysisSumit PandeyОценок пока нет
- SolarДокумент35 страницSolarsachinshirnathОценок пока нет
- Optimization-Based PI/PID Control For A Binary Distillation ColumnДокумент6 страницOptimization-Based PI/PID Control For A Binary Distillation ColumnVardhan KaushikОценок пока нет
- Jacob Hunter - Final ReportДокумент42 страницыJacob Hunter - Final Reportवैभव धुरीОценок пока нет
- Process Dynamic and Control For Nonconventional CoДокумент7 страницProcess Dynamic and Control For Nonconventional Copedro.canoОценок пока нет
- Simulation of A Chemical Manufacturing PlantДокумент79 страницSimulation of A Chemical Manufacturing PlantParabenОценок пока нет
- Power Consumption and Blend Time of Co-Axial TankДокумент9 страницPower Consumption and Blend Time of Co-Axial TankV FОценок пока нет
- Dissertation - Optimization Strategy and Energy Savings of Water-Cooled Chiller Plant SystemДокумент45 страницDissertation - Optimization Strategy and Energy Savings of Water-Cooled Chiller Plant Systempasupati subramaniamОценок пока нет
- TC Owtu 802Документ149 страницTC Owtu 802Morgen GumpОценок пока нет
- Performance of An Organic Rankine Cycle With Multicomponent MixturesДокумент27 страницPerformance of An Organic Rankine Cycle With Multicomponent MixturesajayОценок пока нет
- Yu Zhengnan 201406 MSC PDFДокумент148 страницYu Zhengnan 201406 MSC PDFChristanty AntyОценок пока нет
- Effects of Hydrodynamic and Interfacial Forces On Plant Cell Suspension SystemsДокумент39 страницEffects of Hydrodynamic and Interfacial Forces On Plant Cell Suspension SystemsCapОценок пока нет
- 02 WholeДокумент156 страниц02 Wholeคงเดช คํานึกОценок пока нет
- 108CH022 ThesisДокумент47 страниц108CH022 ThesisJorge Luis AlvarezОценок пока нет
- Hua Thesis PDFДокумент128 страницHua Thesis PDF조기현Оценок пока нет
- Distillation Control Structure Selection For Energy-Efficient OperationsДокумент10 страницDistillation Control Structure Selection For Energy-Efficient OperationsDWNLD USRMLОценок пока нет
- Design ProjectДокумент31 страницаDesign ProjectVaibhav Vaidya0% (1)
- Dissertation Tukkies!!!!!!!! PDFДокумент114 страницDissertation Tukkies!!!!!!!! PDFhachanОценок пока нет
- Energy Efficiency in Natural Gas Processing Plant Via Adoption of Complex Column Petlyuk Column For Sustainable EnvironmentДокумент6 страницEnergy Efficiency in Natural Gas Processing Plant Via Adoption of Complex Column Petlyuk Column For Sustainable EnvironmentStudent 80Оценок пока нет
- Stirred Bioreactor Engineering For Production Scale Part 1Документ15 страницStirred Bioreactor Engineering For Production Scale Part 1Venkata Suryanarayana GorleОценок пока нет
- Control and Pro File Setting of Reactive Distillation Column For Benzene Chloride Consecutive Reaction SystemДокумент10 страницControl and Pro File Setting of Reactive Distillation Column For Benzene Chloride Consecutive Reaction SystemHesam AhmadianОценок пока нет
- Phase Change Materials For Photovoltaic Thermal ManagementДокумент25 страницPhase Change Materials For Photovoltaic Thermal ManagementSubharanjan Panigrahi100% (1)
- Report For IEA Bioenergy Task 36 Topic 2 Final Report 20130418Документ33 страницыReport For IEA Bioenergy Task 36 Topic 2 Final Report 20130418lhphong021191Оценок пока нет
- MECE4240U Solar Powered Stirling Engine For A Rural Water PumpДокумент31 страницаMECE4240U Solar Powered Stirling Engine For A Rural Water Pumpകൂട്ടുകാരിയെ സ്നേഹിച്ച കൂട്ടുകാരൻОценок пока нет
- Continuous Distillation Column Lab ReportДокумент13 страницContinuous Distillation Column Lab ReportAli AhmadОценок пока нет
- Modelling and Controlling of The Laboratory Distillation ColumnДокумент53 страницыModelling and Controlling of The Laboratory Distillation ColumnBHOWMICK PATIDAR 15BCH0085Оценок пока нет
- Distillation ColumnДокумент74 страницыDistillation Columnfatengz100% (3)
- Distillation Wall ColumnДокумент52 страницыDistillation Wall ColumnNurmaida NurnaidaОценок пока нет
- Diagnosis and Robust Control of Complex Building Central Chilling Systems for Enhanced Energy PerformanceОт EverandDiagnosis and Robust Control of Complex Building Central Chilling Systems for Enhanced Energy PerformanceОценок пока нет
- Education Training CatalogДокумент16 страницEducation Training CatalogMohamed GuenouneОценок пока нет
- High Purity Distillation Column: Simulation and OptimizationДокумент5 страницHigh Purity Distillation Column: Simulation and OptimizationMohamed GuenouneОценок пока нет
- 4modelingandcontrolofdistillationcolumninapetroleumprocess 140320113744 Phpapp01 PDFДокумент14 страниц4modelingandcontrolofdistillationcolumninapetroleumprocess 140320113744 Phpapp01 PDFMohamed GuenouneОценок пока нет
- Research Article: Modeling and Control of Distillation Column in A Petroleum ProcessДокумент15 страницResearch Article: Modeling and Control of Distillation Column in A Petroleum ProcessBruno CaarlosОценок пока нет
- (Cecil Smith) Distillation Control An EngineeringДокумент6 страниц(Cecil Smith) Distillation Control An EngineeringMohamed GuenouneОценок пока нет
- (Cecil Smith) Distillation Control An EngineeringДокумент6 страниц(Cecil Smith) Distillation Control An EngineeringMohamed GuenouneОценок пока нет
- Distillation Column ModelingДокумент8 страницDistillation Column ModelingMohamed GuenouneОценок пока нет
- ACER015Документ11 страницACER015anuj1166Оценок пока нет
- 2016 - ICCPEIC - Acharya - Modelling PDFДокумент5 страниц2016 - ICCPEIC - Acharya - Modelling PDFMohamed GuenouneОценок пока нет
- Modeling and Control of Binary Distillation Column Labview PDFДокумент7 страницModeling and Control of Binary Distillation Column Labview PDFdavismoodyОценок пока нет
- 45 Icsia2011 H30024 PDFДокумент5 страниц45 Icsia2011 H30024 PDFEr Mayur PatilОценок пока нет
- Distillate Composition Control of Binary Distillation ColumnДокумент7 страницDistillate Composition Control of Binary Distillation ColumnAliAlMisbahОценок пока нет
- Moot Proposition.8th Anand Swaroop Gupta Memorial International Moot Court Competition 24Документ5 страницMoot Proposition.8th Anand Swaroop Gupta Memorial International Moot Court Competition 24pranavdubey2018Оценок пока нет
- QRG Lube FilterДокумент132 страницыQRG Lube FilterJose AlbertoОценок пока нет
- Power-Xformer Upto 420 KV-CM List Updated On 22.02.2017Документ11 страницPower-Xformer Upto 420 KV-CM List Updated On 22.02.2017KeshavОценок пока нет
- Physics Past Paper (June 2005)Документ11 страницPhysics Past Paper (June 2005)Jotham Omoregie80% (5)
- Operating Instructions and Owner'S Manual Mr. Heater HeatstarДокумент8 страницOperating Instructions and Owner'S Manual Mr. Heater HeatstarcjmОценок пока нет
- ENGINEERING PHYSICS Problem Set 1 - MidtermДокумент2 страницыENGINEERING PHYSICS Problem Set 1 - MidtermShieОценок пока нет
- C075 Aq SPC 0006 - 3Документ12 страницC075 Aq SPC 0006 - 3Mingyu SongОценок пока нет
- Katalogas enДокумент20 страницKatalogas enEman AdelОценок пока нет
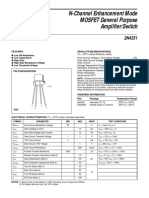
- EMOSFET Nchannel 2N4351Документ1 страницаEMOSFET Nchannel 2N4351Pradina Kiky WasibagnoОценок пока нет
- BEEE UNIT IV - Lecture 4 & 5Документ32 страницыBEEE UNIT IV - Lecture 4 & 5Girish Shankar MishraОценок пока нет
- Electrical Machine - 2 Lab ManualДокумент50 страницElectrical Machine - 2 Lab ManualMohit ChetiwalОценок пока нет
- A Simple Heliodon System For Horizontal Placed ModelsДокумент8 страницA Simple Heliodon System For Horizontal Placed ModelsJournal of Contemporary Urban AffairsОценок пока нет
- Viskoziteee PDFДокумент8 страницViskoziteee PDFKamil AytekinОценок пока нет
- KSR - Reed Chain Level Transmitter For BNAДокумент7 страницKSR - Reed Chain Level Transmitter For BNAMadel D.Оценок пока нет
- 4 Lasers 2 PDFДокумент10 страниц4 Lasers 2 PDFDark WolfОценок пока нет
- Capacimetre FemtoДокумент30 страницCapacimetre FemtoJean-Marie ChaputОценок пока нет
- IOTДокумент6 страницIOTKaze KazeОценок пока нет
- 1.7 Financial ManagementДокумент26 страниц1.7 Financial ManagementEngr Mohammed UsmaniaОценок пока нет
- EX-2 Fuel Pump Timing Setting and AdjustmentДокумент2 страницыEX-2 Fuel Pump Timing Setting and AdjustmentAayush Agrawal100% (1)
- Ph8151 Question BankДокумент21 страницаPh8151 Question BankIPRОценок пока нет
- Seminar Report GautamДокумент32 страницыSeminar Report GautamGautam DangiОценок пока нет
- Numerical PicДокумент7 страницNumerical PicchintanpОценок пока нет
- JS iG5A Manual English Frequency Converter Inverter VFD SДокумент109 страницJS iG5A Manual English Frequency Converter Inverter VFD SPhi TrầnОценок пока нет
- BIO-UV Triogen datasheet-Ozone-PPO3 ENДокумент4 страницыBIO-UV Triogen datasheet-Ozone-PPO3 ENTaner BilgiçОценок пока нет