Вам также может понравиться
- Protocolo de Liberacion de PartidasДокумент25 страницProtocolo de Liberacion de PartidasAlex GuevaraОценок пока нет
- Esp. Tec. LadrilloДокумент3 страницыEsp. Tec. LadrilloRenan Angulo100% (1)
- Vigas y Columnas Ayaccasi A1Документ1 страницаVigas y Columnas Ayaccasi A1Ivan Jose Guevara LopezОценок пока нет
- Inventario Vial de LambayequeДокумент51 страницаInventario Vial de LambayequeKevin BCОценок пока нет
- Hoja Tecnica Corregida FinalДокумент7 страницHoja Tecnica Corregida FinalJair Flores ChangОценок пока нет
- Panel Foto Enero Mayucancha LluviasДокумент6 страницPanel Foto Enero Mayucancha LluviasYasmina MagalyОценок пока нет
- Historia de La AtarjeaДокумент1 страницаHistoria de La AtarjeaBenjamin Hilaquita CruzОценок пока нет
- Informe # 13 de ArquitecturaДокумент39 страницInforme # 13 de ArquitecturaFernando Rosario CanoОценок пока нет
- Metrado y Presupuesto CapecoДокумент35 страницMetrado y Presupuesto CapecoFrank Vilela NúñezОценок пока нет
- 04.09.00 Vestidura de DerramesДокумент2 страницы04.09.00 Vestidura de DerramesErick Josef MulatoОценок пока нет
- Construcción Del Puente de La Cultura en La Autopista ArequipaДокумент11 страницConstrucción Del Puente de La Cultura en La Autopista ArequipaXdd FtОценок пока нет
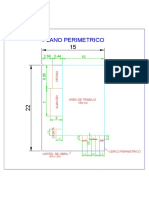
- Plano Obras Provisionales PDFДокумент1 страницаPlano Obras Provisionales PDFE.Richard Quispe MamaniОценок пока нет
- Analisis de Costos Unitarios IcaДокумент50 страницAnalisis de Costos Unitarios IcaWilber TovarОценок пока нет
- Informe CompatibilidadДокумент4 страницыInforme CompatibilidadWENDYОценок пока нет
- Cronograma de ObraДокумент1 страницаCronograma de ObraRanulfo Salazar0% (1)
- Ems 43 Tierra PrometidaДокумент29 страницEms 43 Tierra PrometidaDarwing Gallegos DiazОценок пока нет
- Planilla Metrados Especialidad EstructurasДокумент8 страницPlanilla Metrados Especialidad EstructurasMarcela NoraОценок пока нет
- Pregunta 2 04Документ8 страницPregunta 2 04Raul EncarnacionОценок пока нет
- Placas de AscensorДокумент21 страницаPlacas de AscensorLuz PacoОценок пока нет
- Desprendimineto Por Arena de Mala CalidadДокумент4 страницыDesprendimineto Por Arena de Mala CalidadJuan Carlos HuarhuaОценок пока нет
- MEMORICA DESCRIPTIVA I.E. CESAR COHAILA TAMAYO ActualizacionДокумент9 страницMEMORICA DESCRIPTIVA I.E. CESAR COHAILA TAMAYO ActualizacionErik Luis Ticona FrancoОценок пока нет
- 05-Informe de Actividades Mes de JunioДокумент4 страницы05-Informe de Actividades Mes de JuniohenryОценок пока нет
- Zonificación JloДокумент1 страницаZonificación JloEdwin Montenegro DiazОценок пока нет
- Compromiso de Alquiler DE TEODOLITO JJMДокумент1 страницаCompromiso de Alquiler DE TEODOLITO JJMCORPORACION ISAMER E.I.R.LОценок пока нет
- Cemento Andino TIPO I 1 PDFДокумент1 страницаCemento Andino TIPO I 1 PDFfelix echabaudis espinozaОценок пока нет
- Cronograma Valorizado de ObraДокумент2 страницыCronograma Valorizado de ObraoscarОценок пока нет
- PRESUPUESTOДокумент5 страницPRESUPUESTOF̳̿r̳̿a̳̿n̳̿c̳̿k̳̿ S̳̿o̳̿d̳̿e̳̿r̳̿ Q̳̿u̳̿i̳̿s̳̿p̳̿e̳̿Оценок пока нет
- Carta FianzaДокумент1 страницаCarta FianzaCarlos CarhuanchoОценок пока нет
- Modelo Cuaderno de ObraДокумент4 страницыModelo Cuaderno de ObraDavyLlanosSanchezОценок пока нет
- Modelo de Solicitud para Alumnos de Otras UniversidadesДокумент2 страницыModelo de Solicitud para Alumnos de Otras UniversidadesReh EHОценок пока нет
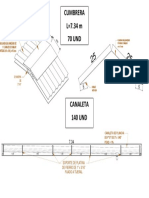
- Cumbrera y CanaletaДокумент1 страницаCumbrera y CanaletaCristian Torres SamameОценок пока нет
- Memoria Descriptiva Vivienda 2 Pisos+azoteaДокумент4 страницыMemoria Descriptiva Vivienda 2 Pisos+azoteaDavid Fic100% (1)
- Cómo Se Produce El Proceso de Hidratación Del CementoДокумент4 страницыCómo Se Produce El Proceso de Hidratación Del CementoidavaloshОценок пока нет
- Memoria Descriptiva PlazaДокумент11 страницMemoria Descriptiva PlazaRosa M. Horna VargasОценок пока нет
- Memoria Descriptiva - Valorizacion de Obra - ViviendaДокумент5 страницMemoria Descriptiva - Valorizacion de Obra - ViviendaJorge Enrique Villegas HerediaОценок пока нет
- C 1201909Документ24 страницыC 1201909FredySerОценок пока нет
- Expediente Tecnico BibliotecaДокумент44 страницыExpediente Tecnico BibliotecaVerónica Somocco33% (3)
- Cemento SOL 1 PDFДокумент1 страницаCemento SOL 1 PDFfelix echabaudis espinozaОценок пока нет
- Acta de Reanudacion de Trabajos de ObraДокумент1 страницаActa de Reanudacion de Trabajos de ObraACASIO TORRESОценок пока нет
- Niveles de Contaminación en HuancayoДокумент21 страницаNiveles de Contaminación en HuancayoSaúl Alberto Mesías ZambranoОценок пока нет
- COBERTURAДокумент2 страницыCOBERTURASebastian CastroОценок пока нет
- Memoria de Seccion de ViasДокумент2 страницыMemoria de Seccion de ViasChristian ChavezОценок пока нет
- Metrado de Remodelacion de CasaДокумент9 страницMetrado de Remodelacion de CasaAngel Zamora GarciaОценок пока нет
- Acta de Conformidad de Elección de Puntos Del ProyectoДокумент1 страницаActa de Conformidad de Elección de Puntos Del ProyectoRichard JaimesОценок пока нет
- Concreto Caravista PDFДокумент15 страницConcreto Caravista PDFIsaias Samuel Campos ZavalaОценок пока нет
- Arena FinaДокумент2 страницыArena FinaJasmin LLontopОценок пока нет
- Formatos Ejecucion Fe 01 13 15Документ8 страницFormatos Ejecucion Fe 01 13 15Rudyar GuillenОценок пока нет
- Valorizacion de Obras de Techo PropioДокумент4 страницыValorizacion de Obras de Techo PropioLARRY CORAHUA VASQUEZОценок пока нет
- Office Básico - Certificado PDFДокумент1 страницаOffice Básico - Certificado PDFG MtОценок пока нет
- Plano de Estructura - Local ComunalДокумент1 страницаPlano de Estructura - Local ComunaljhuniorОценок пока нет
- Pip Horacio Zevallos FinalДокумент154 страницыPip Horacio Zevallos FinalJesus Chiang100% (1)
- Especificaciones Tecnicas PLAZA SAN FERNANDOДокумент32 страницыEspecificaciones Tecnicas PLAZA SAN FERNANDOAbraham TutusimaОценок пока нет
- Levantamiento de ObservacionesДокумент3 страницыLevantamiento de ObservacionesReyner Paisig CorreaОценок пока нет
- Metrado Cimiento CorridoДокумент9 страницMetrado Cimiento CorridoPercy William Pachamango CalderónОценок пока нет
- 02 - Ladrillos REXДокумент16 страниц02 - Ladrillos REXdata66188% (8)
- Visita Latesa CuscoДокумент6 страницVisita Latesa CuscoWalterRadoVillalobos100% (1)
- RexДокумент5 страницRexElmer Barrientos CamposОценок пока нет
- Ladrillo RexДокумент17 страницLadrillo RexCarlos M VBОценок пока нет
- ALBAÑILERIAДокумент12 страницALBAÑILERIAWaldir Paul Chunga SullcaraniОценок пока нет
- Sistema Prefabricado PrecelДокумент22 страницыSistema Prefabricado PrecelHumberto MuñozОценок пока нет
- Culturas Preinca en La Costa - Sierra - SelvaДокумент18 страницCulturas Preinca en La Costa - Sierra - SelvaKaterin Flores CuevaОценок пока нет
- Valorizacion Colquillas ResidenteДокумент15 страницValorizacion Colquillas ResidenteKaterin Flores CuevaОценок пока нет
- Areas Verdes Urbanas PDFДокумент49 страницAreas Verdes Urbanas PDFJelssy Huaringa YupanquiОценок пока нет
- Procesos Constructivos de QuinchaДокумент15 страницProcesos Constructivos de QuinchaFranklin Smith Solano ChavezОценок пока нет
- Unidades (SI)Документ25 страницUnidades (SI)MauricioОценок пока нет
- Valorizacion Colquillas ResidenteДокумент15 страницValorizacion Colquillas ResidenteKaterin Flores CuevaОценок пока нет
- T030 - 09878384 - M Mujica Yepez, Alfredo EulogioДокумент432 страницыT030 - 09878384 - M Mujica Yepez, Alfredo EulogioKaterin Flores CuevaОценок пока нет
- Estatuto UnhevalДокумент87 страницEstatuto UnhevalKaterin Flores CuevaОценок пока нет
- Edificacion I-Cap III - Movimiento de TierrasДокумент103 страницыEdificacion I-Cap III - Movimiento de TierrasKaterin Flores CuevaОценок пока нет
- Práctico N°2Документ5 страницPráctico N°2Katerin Flores CuevaОценок пока нет
- Estatuto UnhevalДокумент87 страницEstatuto UnhevalKaterin Flores CuevaОценок пока нет
- 2°practica-Diseño EstructuralДокумент5 страниц2°practica-Diseño EstructuralKaterin Flores CuevaОценок пока нет
- DownloadДокумент391 страницаDownloadKaterin Flores CuevaОценок пока нет
- Aspecto SocioeconómicoДокумент2 страницыAspecto SocioeconómicoKaterin Flores CuevaОценок пока нет
- Formato deДокумент4 страницыFormato deKaterin Flores CuevaОценок пока нет
- Ficha de ObservaciónДокумент8 страницFicha de ObservaciónKaterin Flores CuevaОценок пока нет
- Resistencia ReparticionДокумент3 страницыResistencia ReparticionKaterin Flores CuevaОценок пока нет
- Ejercicios Resueltos Del Circulo de MohrДокумент22 страницыEjercicios Resueltos Del Circulo de MohrIoel Qc75% (8)
- Costos Directos e Indirectos - Formula P. OctubreДокумент52 страницыCostos Directos e Indirectos - Formula P. OctubreJuan Nelson Huamani Jauregui67% (3)
- Resistencia ReparticionДокумент3 страницыResistencia ReparticionKaterin Flores CuevaОценок пока нет
- ArbolДокумент1 страницаArbolKaterin Flores CuevaОценок пока нет
- Cronograma de Materiales y Equipos 2Документ544 страницыCronograma de Materiales y Equipos 2Katerin Flores CuevaОценок пока нет
- UbicacionДокумент2 страницыUbicacionKaterin Flores CuevaОценок пока нет
- 1.1 Estructuras 1.1.3 Movimiento de TierrasДокумент4 страницы1.1 Estructuras 1.1.3 Movimiento de TierrasKaterin Flores CuevaОценок пока нет
- Tipos de Acabados de PuertasДокумент42 страницыTipos de Acabados de PuertasKaterin Flores CuevaОценок пока нет
- Cartografia Geograficas Utm DatumДокумент10 страницCartografia Geograficas Utm DatumMora Tadeo ElíОценок пока нет
- Tipos de Acabados de PuertasДокумент42 страницыTipos de Acabados de PuertasKaterin Flores CuevaОценок пока нет
- Costos Directos e Indirectos - Formula P. OctubreДокумент52 страницыCostos Directos e Indirectos - Formula P. OctubreJuan Nelson Huamani Jauregui67% (3)
- TarrajeoДокумент3 страницыTarrajeoJean Carlo Olin LlerenaОценок пока нет
- Promart PDFДокумент2 страницыPromart PDFKaterin Flores CuevaОценок пока нет
- Entrevista Sobre Problema de La Realidad Social DominicanaДокумент5 страницEntrevista Sobre Problema de La Realidad Social DominicanaValerin MartínezОценок пока нет
- Preguntas de ExamenДокумент2 страницыPreguntas de ExamenJeylin MarteОценок пока нет
- CNB Ciencias Naturales Primero BásicoДокумент15 страницCNB Ciencias Naturales Primero BásicoZoel Fabrizzio100% (2)
- No Te ContaminesДокумент5 страницNo Te Contaminesdaniel romeroОценок пока нет
- Diario Del DocenteДокумент2 страницыDiario Del DocenteDaniel RodríguezОценок пока нет
- Sociología Grupo 4Документ28 страницSociología Grupo 4Sandra RamisОценок пока нет
- Evaluacion y Remediacion Del Rio OpamayoДокумент30 страницEvaluacion y Remediacion Del Rio OpamayoMiguel AngelОценок пока нет
- ANÁLISIS REFLEXIVO, Día Mundial Del AguaДокумент6 страницANÁLISIS REFLEXIVO, Día Mundial Del AguaEimynatОценок пока нет
- Ensayo Geografia HumanaДокумент5 страницEnsayo Geografia HumanaAngelica Puerta CaroОценок пока нет
- Plan de Manejo Ambiental RiobambaДокумент139 страницPlan de Manejo Ambiental RiobambaRichardsMejiaОценок пока нет
- Informe Seda JuliacaДокумент12 страницInforme Seda JuliacaQuispe Machaca Liz GladysОценок пока нет
- Biodegradación de Gasolina Con Pseudomona AeruginosaДокумент7 страницBiodegradación de Gasolina Con Pseudomona AeruginosaPedro RodriguezОценок пока нет
- 0001 Antologia AUPДокумент140 страниц0001 Antologia AUPEliudDanielОценок пока нет
- Cap 10 Metodo Batelle-ColumbusДокумент42 страницыCap 10 Metodo Batelle-ColumbusMiguel Clark Quicaño100% (2)
- IA1544 L1 EIB AX 050000 TA 00000 R2 PortadaДокумент5 страницIA1544 L1 EIB AX 050000 TA 00000 R2 PortadaAlfonso Rodriguez AguilarОценок пока нет
- Avance 3 Red de Alcantarillado SanitarioДокумент82 страницыAvance 3 Red de Alcantarillado SanitarioRonald CamargoОценок пока нет
- Contaminación de Las Granjas Industriales Al Medio Ambiente. 1 Docx FINALДокумент47 страницContaminación de Las Granjas Industriales Al Medio Ambiente. 1 Docx FINALFabi PeraltaОценок пока нет
- PFC Ana Penas Alguacil PDFДокумент617 страницPFC Ana Penas Alguacil PDFDario AlarconОценок пока нет
- 4.1 Memoria de CalculoДокумент8 страниц4.1 Memoria de Calculoosiris groupОценок пока нет
- F Ica 010Документ16 страницF Ica 010RAMON ASCENCIOОценок пока нет
- Impacto AmbientalДокумент41 страницаImpacto AmbientalDany Céspedes100% (2)
- Inform Pueblos Indigenas El SalvДокумент117 страницInform Pueblos Indigenas El Salvclauliss2009Оценок пока нет
- Caracteristicas y Dinamica de La Hidrosfera Apuntes Ingenieria Civil Parte 3Документ5 страницCaracteristicas y Dinamica de La Hidrosfera Apuntes Ingenieria Civil Parte 3Lilly SandovalОценок пока нет
- 02 Memoria de Calculo de Instalaciones SanitariasДокумент7 страниц02 Memoria de Calculo de Instalaciones Sanitariasnestor alanoca floresОценок пока нет
- Tarea N°2 Determinacion de Los Limites Permisibles de Los Estudios de CasosДокумент4 страницыTarea N°2 Determinacion de Los Limites Permisibles de Los Estudios de CasossergioОценок пока нет
- Texto para Complementar Ficha N°23Документ1 страницаTexto para Complementar Ficha N°23Rondy PallaniОценок пока нет
- Contaminacion Del Agua en Panama FormulacionДокумент14 страницContaminacion Del Agua en Panama FormulacionMartin IceОценок пока нет
- Actividad 1.2Документ6 страницActividad 1.2Luna FlorezОценок пока нет
- Rio MantaroДокумент19 страницRio MantaroHenry Huayta RiveraОценок пока нет
- Tratamiento de Desagues, Tanques Sépticos.Документ63 страницыTratamiento de Desagues, Tanques Sépticos.Osterling PcОценок пока нет