Вам также может понравиться
- Impact of Non-Destructive Testing: Proceedings of the 28th Annual British Conference on Non-Destructive Testing, Sheffield, UK, 18-21 September 1989От EverandImpact of Non-Destructive Testing: Proceedings of the 28th Annual British Conference on Non-Destructive Testing, Sheffield, UK, 18-21 September 1989C. BrookОценок пока нет
- En 1090Документ1 страницаEn 1090Anonymous pgQIReuОценок пока нет
- Welding ElotrodeДокумент3 страницыWelding ElotrodeNiranjan khatuaОценок пока нет
- JIS G3452 PipeДокумент0 страницJIS G3452 PipefaridyeniОценок пока нет
- BS en 1090 - A Legal Requirement For The Structural Steel Industry (CE Marking)Документ3 страницыBS en 1090 - A Legal Requirement For The Structural Steel Industry (CE Marking)alanlongfieldОценок пока нет
- BS en 15614 Welder Tests Template1Документ14 страницBS en 15614 Welder Tests Template1delta lab sangliОценок пока нет
- Manufacturer'S Welding Procedure Specification Wps Wpsno: Rev No: Date: Page NoДокумент2 страницыManufacturer'S Welding Procedure Specification Wps Wpsno: Rev No: Date: Page NoAMIT SHAHОценок пока нет
- HeaДокумент1 страницаHeaRianto HalimОценок пока нет
- Welding Instruction Manual PDFДокумент96 страницWelding Instruction Manual PDFyud100% (1)
- Structural Steel - S235, S275, S355 Chemical Composition, Mechanical Properties and Common ApplicationsДокумент5 страницStructural Steel - S235, S275, S355 Chemical Composition, Mechanical Properties and Common ApplicationsAndika PusbiantoОценок пока нет
- Iso 3834 2 2005 en PDFДокумент6 страницIso 3834 2 2005 en PDFRamamoorthy SundarОценок пока нет
- Visual Inspection - AWS & BS PDFДокумент22 страницыVisual Inspection - AWS & BS PDFSelvakpm06Оценок пока нет
- Euroclad Guide To Design and Installation of Trapezoidal SystemsДокумент0 страницEuroclad Guide To Design and Installation of Trapezoidal Systemsssss2345Оценок пока нет
- S355 European Standard SteelДокумент7 страницS355 European Standard SteelmaiquelernОценок пока нет
- Clarification On CE Marking With EN 1090-1 PDFДокумент5 страницClarification On CE Marking With EN 1090-1 PDFAMGConsultadoriaОценок пока нет
- Poster DIN EN 1090-1 ENG Final PDFДокумент1 страницаPoster DIN EN 1090-1 ENG Final PDFlth770310Оценок пока нет
- Arc Basics - FA 2009 ISO 14175 Revised StandardДокумент10 страницArc Basics - FA 2009 ISO 14175 Revised StandardCatalinОценок пока нет
- 16mo3 MıgMagДокумент4 страницы16mo3 MıgMagKerem İnanОценок пока нет
- Aws A 2.4 PDFДокумент118 страницAws A 2.4 PDFWanderley FonsecaОценок пока нет
- Supercito (E 42 5 B 32 h5)Документ1 страницаSupercito (E 42 5 B 32 h5)brunizzaОценок пока нет
- EN 15085 Part 5 - GaneshДокумент36 страницEN 15085 Part 5 - GaneshNiranjan Rajavel TigerОценок пока нет
- En 10025-2Документ4 страницыEn 10025-2Sebastián Araya MoraОценок пока нет
- Aluzinc Corrosion Resistance en 2012Документ17 страницAluzinc Corrosion Resistance en 2012electronicmail2ughf6525Оценок пока нет
- ISO - TR - 15608 - Welding Guide Line PDFДокумент10 страницISO - TR - 15608 - Welding Guide Line PDFDacher DanielОценок пока нет
- Corporate Presentation 3/26/2013 - 1Документ18 страницCorporate Presentation 3/26/2013 - 1Jose ManuelОценок пока нет
- ADOR Booklet F Web FДокумент132 страницыADOR Booklet F Web FbadesharamkОценок пока нет
- WPARДокумент2 страницыWPARSc TanОценок пока нет
- En 10139Документ2 страницыEn 10139releone11Оценок пока нет
- ArcelorMittal Energy Projects - EN10225-2019 Plates - Feb 2020Документ2 страницыArcelorMittal Energy Projects - EN10225-2019 Plates - Feb 2020Vinoth Kumar PothuvudaiОценок пока нет
- Luxathane 5000 Polyurethane High Gloss Finish: Technical DataДокумент3 страницыLuxathane 5000 Polyurethane High Gloss Finish: Technical DataPV AnandОценок пока нет
- Cswip 3.1Документ2 страницыCswip 3.1Anna PariniОценок пока нет
- WPQR3Документ3 страницыWPQR3Dimitris NikouОценок пока нет
- NDE of BoilersДокумент6 страницNDE of Boilersshabbir626100% (1)
- PWHT On Tube To Tubesheet Welds - ASME (Mechanical) Code Issues - Eng-TipsДокумент2 страницыPWHT On Tube To Tubesheet Welds - ASME (Mechanical) Code Issues - Eng-Tipsharan2000Оценок пока нет
- Test Report 11 Pcs Padeyes THR Room GCIIIДокумент6 страницTest Report 11 Pcs Padeyes THR Room GCIIIJurand Juri100% (1)
- Carbon Arc Cutting PDFДокумент44 страницыCarbon Arc Cutting PDFMark InnesОценок пока нет
- BS en 10215-1995 (1999)Документ16 страницBS en 10215-1995 (1999)Federico De Martini0% (1)
- Application DIN 2303Документ8 страницApplication DIN 2303Marcelle Poll100% (1)
- Galv Eye&EyeДокумент1 страницаGalv Eye&EyeTulang RorobotОценок пока нет
- Iso 15614-13Документ24 страницыIso 15614-13Marija IvanovskaОценок пока нет
- S For Quenching D Tentpering-: SteelДокумент28 страницS For Quenching D Tentpering-: SteelDidier LZОценок пока нет
- IRS-T-12 - 2009 With A & C 1, 2 & 3 - Specifications For Flat Bottom Rails PDFДокумент64 страницыIRS-T-12 - 2009 With A & C 1, 2 & 3 - Specifications For Flat Bottom Rails PDFKumar AbhishekОценок пока нет
- BS PD 970 (2005)Документ50 страницBS PD 970 (2005)Tulasidas MalajiОценок пока нет
- BS EN 10056-2 AngleДокумент1 страницаBS EN 10056-2 AngleMahfuz AlamОценок пока нет
- GB-T 232-2010 Metallic Materials-Bend TestДокумент14 страницGB-T 232-2010 Metallic Materials-Bend TestH. Camer E.Оценок пока нет
- Welder'S Qualification Test Certificate: The Welding Inspection CommunityДокумент2 страницыWelder'S Qualification Test Certificate: The Welding Inspection CommunityRahulОценок пока нет
- Welding Studs Drawn Arc PDFДокумент52 страницыWelding Studs Drawn Arc PDFCesarОценок пока нет
- BS en 1011-5-2003Документ14 страницBS en 1011-5-2003pham khietОценок пока нет
- IS 4923 Chemical CompositionДокумент1 страницаIS 4923 Chemical CompositionTulasidas MalajiОценок пока нет
- En 10029 PDFДокумент5 страницEn 10029 PDFmanuela vilas boasОценок пока нет
- En 764-4-2002Документ44 страницыEn 764-4-2002Marija IvanovskaОценок пока нет
- E 543 - 04 - Rtu0mw - PDFДокумент11 страницE 543 - 04 - Rtu0mw - PDFUpul Eranda AbeyrathnaОценок пока нет
- Visual Inspection Report-BaiturДокумент5 страницVisual Inspection Report-BaiturBlusukan negeri100% (1)
- IS 5517 - 1993-Hardening & Tempering GradesДокумент15 страницIS 5517 - 1993-Hardening & Tempering GradesMohanrajMJ100% (1)
- Metallic Material SpecificationДокумент8 страницMetallic Material SpecificationReginaldo SantosОценок пока нет
- Material Requirements For Machine Parts: ProcurementstandardДокумент7 страницMaterial Requirements For Machine Parts: ProcurementstandardtomognОценок пока нет
- Norsok M-001 - Materials Selection GuidanceДокумент29 страницNorsok M-001 - Materials Selection GuidanceWalid LabidiОценок пока нет
- MIL-A-8625F Anodizing Aluminum PartsДокумент20 страницMIL-A-8625F Anodizing Aluminum Partsnoman888Оценок пока нет
- Kavish DesaiДокумент33 страницыKavish DesaiKavish DesaiОценок пока нет
- SS - Filler Wire SelectionДокумент26 страницSS - Filler Wire SelectionBaraa AzebОценок пока нет
- Modeling of Noncatalytic Gas-Solid ReactionsДокумент20 страницModeling of Noncatalytic Gas-Solid ReactionsLuis PaletoОценок пока нет
- Sae Ams3690d-2016Документ7 страницSae Ams3690d-2016Luis PaletoОценок пока нет
- FMVSS 302Документ5 страницFMVSS 302Luis PaletoОценок пока нет
- Sae J 400Документ11 страницSae J 400Luis PaletoОценок пока нет
- Major Features: High Performance Fire Retardant SBS Modified Bitumen Waterproofing MembraneДокумент2 страницыMajor Features: High Performance Fire Retardant SBS Modified Bitumen Waterproofing Membranesr2011glassОценок пока нет
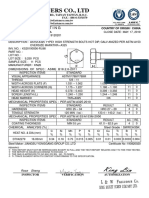
- Perno A325 HDG 5-8 X 1 1-4 (TKR+D7042279)Документ1 страницаPerno A325 HDG 5-8 X 1 1-4 (TKR+D7042279)Alexander Ortiz CarrionОценок пока нет
- Steels For Bearings Gonidakis Christopoulos MasterДокумент21 страницаSteels For Bearings Gonidakis Christopoulos MasterrezabarzanОценок пока нет
- IK - Manufacturers - XLSX 7 19 18Документ428 страницIK - Manufacturers - XLSX 7 19 18Naveen TripuraneniОценок пока нет
- Threaded Ball Valve IVR ItalyДокумент2 страницыThreaded Ball Valve IVR ItalyAya Abd-ElghafarОценок пока нет
- Uploads PDF Tender Doc AmdДокумент17 страницUploads PDF Tender Doc AmdMahfuzur RahmanОценок пока нет
- Welding Defect TWI CSWIPДокумент54 страницыWelding Defect TWI CSWIPMahdi Daly100% (4)
- Codes Standards RegulationsДокумент11 страницCodes Standards RegulationsEslОценок пока нет
- Grinding Aid Performance Observation 25.06.22Документ1 страницаGrinding Aid Performance Observation 25.06.22anurag soniОценок пока нет
- Casting Defects CracksДокумент4 страницыCasting Defects CracksKamran KhalidОценок пока нет
- TDS-HM Millon MF 3s 0.35mm, Nasa-T 0.20mm-20200116Документ2 страницыTDS-HM Millon MF 3s 0.35mm, Nasa-T 0.20mm-20200116tranngocthuonghoaiОценок пока нет
- MEC435 - Report PresentationДокумент22 страницыMEC435 - Report PresentationIkhmal AlifОценок пока нет
- Ex RC 2214Документ1 страницаEx RC 2214Erik TiendaОценок пока нет
- Flakiness and Elongation Index c3Документ6 страницFlakiness and Elongation Index c3Afiq FawwazОценок пока нет
- Specialty PIPE SCHEDULES PDFДокумент1 страницаSpecialty PIPE SCHEDULES PDFAlfred LamОценок пока нет
- Section-VIII Bill of QtyДокумент48 страницSection-VIII Bill of Qtyinfra120Оценок пока нет
- 3m Elecrical Full Line CatalogueДокумент84 страницы3m Elecrical Full Line Cataloguevivek jayswalОценок пока нет
- Colto Specifications For Rehabilitation.Документ87 страницColto Specifications For Rehabilitation.Carlos FrançaОценок пока нет
- Bldg. TechДокумент7 страницBldg. TechRouzurin KunОценок пока нет
- Conprint 3DДокумент30 страницConprint 3DManu S NadesanОценок пока нет
- Weight Tables Mild Steel Round Bars and High Tensile Deformed BarsДокумент6 страницWeight Tables Mild Steel Round Bars and High Tensile Deformed BarsSyed ShareefОценок пока нет
- BLD 212 Lecture 2Документ9 страницBLD 212 Lecture 2Umar Bello NuhuОценок пока нет
- Bahagian A: 50 MarkahДокумент6 страницBahagian A: 50 MarkahDdeqz Elina Bueno IОценок пока нет
- Col Fix Plus: Regular Cement Based Tile Adhesive (Latex Modified)Документ2 страницыCol Fix Plus: Regular Cement Based Tile Adhesive (Latex Modified)Haytham KhairyОценок пока нет
- Verdict Caliper Gauges Internal and External Dial Caliper GaugesДокумент13 страницVerdict Caliper Gauges Internal and External Dial Caliper GaugesArchana RachelОценок пока нет
- Division 05-Metal - 050513, 050523, 055000Документ62 страницыDivision 05-Metal - 050513, 050523, 055000rmltechnicalservicesОценок пока нет
- Design Your Baseplate Using Supplimentary ReinforcementДокумент52 страницыDesign Your Baseplate Using Supplimentary ReinforcementCretu RazvanОценок пока нет
- Sikaflex®-717 WS: Product Data SheetДокумент4 страницыSikaflex®-717 WS: Product Data SheetbeerОценок пока нет
- Safety, Installation and Removal of Formwork: EquipmentДокумент9 страницSafety, Installation and Removal of Formwork: EquipmentForex JtbОценок пока нет
- SSAB Armox Workshop Recommendations 701 ENДокумент12 страницSSAB Armox Workshop Recommendations 701 ENferminОценок пока нет