Вам также может понравиться
- Contractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerОт EverandContractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerРейтинг: 5 из 5 звезд5/5 (1)
- Technical Specification GRP PipesДокумент218 страницTechnical Specification GRP PipesNabendu Lodh100% (1)
- Filament winding machine for GRP pipesДокумент12 страницFilament winding machine for GRP pipesBruno SimanОценок пока нет
- Camparison For GRP & HDPE PipeДокумент9 страницCamparison For GRP & HDPE PipeThe Khabay Shabay100% (1)
- HOBAS Pressure Pipes SystemsДокумент40 страницHOBAS Pressure Pipes Systemsu_florinОценок пока нет
- GRP Pipe Joint ThesisДокумент268 страницGRP Pipe Joint ThesisA.Subin DasОценок пока нет
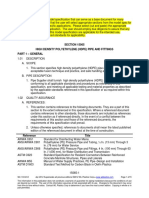
- SECTION 15065 High Density Polyethylene (Hdpe) Pipe and Fittings - GeneralДокумент15 страницSECTION 15065 High Density Polyethylene (Hdpe) Pipe and Fittings - GeneralROGER MANUEL GUERRERO VASQUEZОценок пока нет
- FRP Above Ground Installation ManualДокумент32 страницыFRP Above Ground Installation ManualCarlos GutierrezОценок пока нет
- Reinforced Plastic Design ManualДокумент27 страницReinforced Plastic Design ManualSabir Nasim100% (3)
- PE Pipe Design and Engineering Guide (Polypipe)Документ78 страницPE Pipe Design and Engineering Guide (Polypipe)1zorro1100% (1)
- Guidance for Field Hydrostatic Testing of HDPE PipelinesДокумент17 страницGuidance for Field Hydrostatic Testing of HDPE PipelinesZohair AftabОценок пока нет
- HDPE Pipe Material SpecificationДокумент7 страницHDPE Pipe Material SpecificationEduardo Lubo100% (2)
- GRP Pipe Systems for Water, Sewage and Industrial UseДокумент6 страницGRP Pipe Systems for Water, Sewage and Industrial Usegc_panchaОценок пока нет
- HDPE Application TechniqueДокумент84 страницыHDPE Application Techniquejianminzhang100% (4)
- Technical Specification For GRP Pipes and Piping ComponentДокумент43 страницыTechnical Specification For GRP Pipes and Piping ComponentngoctuanОценок пока нет
- Specification For Pipe SupportДокумент330 страницSpecification For Pipe Supportaibek92% (13)
- GRP Piping ManualДокумент73 страницыGRP Piping ManualFaruk Atalar100% (2)
- Septic Tank DrawingДокумент3 страницыSeptic Tank DrawingPaldipSinghОценок пока нет
- Catalogo General Future Pipe IndustriesДокумент164 страницыCatalogo General Future Pipe IndustriesPaul Wowor100% (1)
- Awwa Hdpe PDFДокумент37 страницAwwa Hdpe PDFRaphael LinoОценок пока нет
- GRE PipeДокумент8 страницGRE Pipeadvis79100% (1)
- M-2-3 Hangers and SupportsДокумент214 страницM-2-3 Hangers and SupportsSeungmin PaekОценок пока нет
- HDPE PipesДокумент17 страницHDPE PipesQuerubin R Yolando Jr.100% (2)
- FCPP Fiberglass Coated ConcreteДокумент20 страницFCPP Fiberglass Coated ConcretemahdiОценок пока нет
- 7hfkqlfdouhsruw Dvnhwvirusro/Hwk/Ohqh3 (SLSHFRQQHFWLRQV: A Technical Paper Presented by James Walker Australia Pty LTDДокумент16 страниц7hfkqlfdouhsruw Dvnhwvirusro/Hwk/Ohqh3 (SLSHFRQQHFWLRQV: A Technical Paper Presented by James Walker Australia Pty LTDthmaraishriОценок пока нет
- Method Statement UG GRE R.3Документ46 страницMethod Statement UG GRE R.3sethu1091100% (16)
- Iplex Pressure Pipe and Fittings SpecificationДокумент18 страницIplex Pressure Pipe and Fittings Specificationmanoj thankachan100% (1)
- PMG-03-010 HDPE Piping MethodologyДокумент5 страницPMG-03-010 HDPE Piping MethodologyCara DelibogОценок пока нет
- Ductile Iron Pipe Installation Guide 05 2015Документ134 страницыDuctile Iron Pipe Installation Guide 05 2015Anonymous R7EKGEDОценок пока нет
- Method Statement For GRE PipingДокумент16 страницMethod Statement For GRE PipingJaveed Shaikh100% (3)
- SleeveДокумент16 страницSleeveengsamerhozinОценок пока нет
- GRP pipe manufacturing process flowchartДокумент69 страницGRP pipe manufacturing process flowchartAhmedHussainQureshiОценок пока нет
- Basic Piping Support Elements GuideДокумент42 страницыBasic Piping Support Elements GuidePedro Luis Choque Mamani100% (3)
- Advantages of Long Length PE Pipes for Marine PipelinesДокумент86 страницAdvantages of Long Length PE Pipes for Marine PipelinesA_ValsamisОценок пока нет
- Geberit HDPE Installation GuideДокумент71 страницаGeberit HDPE Installation GuideinstalbuzauОценок пока нет
- Hdpe FieldДокумент44 страницыHdpe Fieldwesqui100% (1)
- Info On HDPE PipesДокумент49 страницInfo On HDPE PipesH.V. Patil100% (1)
- Hdpe SpecДокумент34 страницыHdpe SpecjimmylmpОценок пока нет
- GRP Design Handbook - AWWA M45 SummaryДокумент9 страницGRP Design Handbook - AWWA M45 SummaryAnonymous wIPMQ5rh100% (1)
- GRP Product Guide OverviewДокумент24 страницыGRP Product Guide OverviewMohamed FathiОценок пока нет
- GRP Product GuideДокумент20 страницGRP Product Guidedp75Оценок пока нет
- GRP - GRE - GRV Pipes and FittingДокумент11 страницGRP - GRE - GRV Pipes and FittingPankajОценок пока нет
- GRP Pipe Specification GuideДокумент8 страницGRP Pipe Specification GuidekarunaОценок пока нет
- GRP Pipes ProfileДокумент15 страницGRP Pipes ProfileusmanlatifОценок пока нет
- Everything You Need to Know About GRP PipesДокумент24 страницыEverything You Need to Know About GRP PipesmgjorОценок пока нет
- En GRP Vs PE CSДокумент19 страницEn GRP Vs PE CSbehzad sahandpourОценок пока нет
- Overview of GRP PipesДокумент14 страницOverview of GRP PipesMD IBRARОценок пока нет
- Is 14402 PDFДокумент22 страницыIs 14402 PDFGunanithi RathnavelОценок пока нет
- Technical Brochure on Fiberglass Piping SystemsДокумент22 страницыTechnical Brochure on Fiberglass Piping SystemsMazwan Che MansorОценок пока нет
- Rock Plast Pipe BrochureДокумент28 страницRock Plast Pipe BrochureHusna Mega JayaОценок пока нет
- Pipeline Technology Conference 2020: GRP Piping FailuresДокумент14 страницPipeline Technology Conference 2020: GRP Piping FailuresEnrico Manfrinato100% (1)
- GRP Pipes Fittings CatalogДокумент8 страницGRP Pipes Fittings CatalogFaseen ibnu Ameer Ahasen0% (1)
- ASTM StandardsДокумент4 страницыASTM StandardsFernando Alfredo Sepúlveda Jiménez0% (1)
- W P Ss 004Документ12 страницW P Ss 004BETLAHOREОценок пока нет
- Pipe ManualДокумент17 страницPipe Manualnaseer lateeОценок пока нет
- GRP Pipes & Fitting SДокумент57 страницGRP Pipes & Fitting Stahor jaborОценок пока нет
- Fire Water System Design PDFДокумент22 страницыFire Water System Design PDFktejankarОценок пока нет
- Krah Tehn Juhend ENGpreviewДокумент28 страницKrah Tehn Juhend ENGpreviewQuerubin R Yolando Jr.Оценок пока нет
- नलिका वैशिष्ट्य आणि गुणवत्ता नियंत्रण PDN - 852020Документ39 страницनलिका वैशिष्ट्य आणि गुणवत्ता नियंत्रण PDN - 852020deep patelОценок пока нет
- RTRДокумент3 страницыRTRRaziKhanОценок пока нет
- WS3 Open Hole Tension Test 021312Документ22 страницыWS3 Open Hole Tension Test 021312Suhail PashaОценок пока нет
- Fracture MechanicsДокумент19 страницFracture MechanicsDEEPAKОценок пока нет
- Failue of CompositesДокумент29 страницFailue of CompositesSuhail PashaОценок пока нет
- ReadmeДокумент2 страницыReadmeSuhail PashaОценок пока нет
- ACP Tutorial Ex1 PDFДокумент34 страницыACP Tutorial Ex1 PDFSuhail PashaОценок пока нет
- 00 AWWA StandardsДокумент3 страницы00 AWWA Standardsliviu_dovaОценок пока нет
- Heat Load Calculation IIДокумент2 страницыHeat Load Calculation IIsiruslara6491Оценок пока нет
- Disposal of GasesДокумент82 страницыDisposal of GasesChengsi WuОценок пока нет
- Bridgestone Databook 2010 - 0911Документ52 страницыBridgestone Databook 2010 - 0911jesus_pacco100% (1)
- 4.VFD Spec. Rev.1Документ35 страниц4.VFD Spec. Rev.1wado11100% (1)
- Kobe Works eДокумент13 страницKobe Works eJagdish ShresthaОценок пока нет
- ZAK Expo 2023 InviteДокумент6 страницZAK Expo 2023 Inviteprajapatimanish806100% (1)
- Quartz ToleranceДокумент36 страницQuartz Tolerancenick10686Оценок пока нет
- Chemical Injection Unit Datasheet PDFДокумент1 страницаChemical Injection Unit Datasheet PDFMahesh DivakarОценок пока нет
- Grammar Worksheet: If You Turn Off The Lights, You Will Save EnergyДокумент2 страницыGrammar Worksheet: If You Turn Off The Lights, You Will Save EnergybkksmkturenОценок пока нет
- Chemsheets GCSE 1069 Allotropes of CarbonДокумент1 страницаChemsheets GCSE 1069 Allotropes of CarbonNoah KellerОценок пока нет
- PVC Sch40 - Sch80 Industrial Pipe COC 042017Документ1 страницаPVC Sch40 - Sch80 Industrial Pipe COC 042017Hector RojasОценок пока нет
- Week 2 Module - CHEMДокумент13 страницWeek 2 Module - CHEMMichael AustriaОценок пока нет
- Objective: Experiment 2: Determination of Ash ContentДокумент2 страницыObjective: Experiment 2: Determination of Ash ContentRaj Kumar Purkayastha100% (2)
- Application of FRC in Construction of The Underground Railway TrackДокумент8 страницApplication of FRC in Construction of The Underground Railway TrackClaudio PazОценок пока нет
- Method of Scaffolding WorksДокумент25 страницMethod of Scaffolding WorksFarrukh Javed100% (1)
- 2008 Nissan Teana J32 Service Manual-ECДокумент414 страниц2008 Nissan Teana J32 Service Manual-ECMrihex100% (3)
- Ben's Presentation 2 PDFДокумент65 страницBen's Presentation 2 PDFAiza BensОценок пока нет
- Improving The Performance of Fabric Filter Dry Dust Collection EquipmentДокумент10 страницImproving The Performance of Fabric Filter Dry Dust Collection EquipmentDavid GuevaraОценок пока нет
- CIC Total Product List 2016Документ1 страницаCIC Total Product List 2016RAMI HAMADОценок пока нет
- Precios y Cantidades de Recursos Requeridos Por TipoДокумент3 страницыPrecios y Cantidades de Recursos Requeridos Por TipoWilder Huaman MuñozОценок пока нет
- Guide To ExtrusionДокумент26 страницGuide To ExtrusionThong Kin MunОценок пока нет
- Cenizabusinessplan 2Документ68 страницCenizabusinessplan 2Dexterr DivinooОценок пока нет
- Estacion Manual Direccionable 52013 PDFДокумент2 страницыEstacion Manual Direccionable 52013 PDFLuis Ivan Moreno ParraОценок пока нет
- An Accelerator Free Peroxide Vulcanization TechniqueДокумент17 страницAn Accelerator Free Peroxide Vulcanization TechniqueClinton ThomsonОценок пока нет
- Geberit Silent-PP Pipe With One SocketДокумент2 страницыGeberit Silent-PP Pipe With One SocketeneajataganiОценок пока нет
- NGK Spark Plug SchemeДокумент1 страницаNGK Spark Plug Schemeiskra vasileva100% (1)
- Transformer Life Extension by On-Line Continuous Oil Treatment and MonitoringДокумент73 страницыTransformer Life Extension by On-Line Continuous Oil Treatment and Monitoringمحمد الأمين سنوساويОценок пока нет
- 2013 Marine Air PricebookДокумент111 страниц2013 Marine Air Pricebooknwmarineair2869Оценок пока нет
- Corrapol Clear Corrugated Sheet Ranges Technical GuideДокумент8 страницCorrapol Clear Corrugated Sheet Ranges Technical GuideDavid Galvis VelozaОценок пока нет
- Design for How People Think: Using Brain Science to Build Better ProductsОт EverandDesign for How People Think: Using Brain Science to Build Better ProductsРейтинг: 4 из 5 звезд4/5 (8)
- Understanding Automotive Electronics: An Engineering PerspectiveОт EverandUnderstanding Automotive Electronics: An Engineering PerspectiveРейтинг: 3.5 из 5 звезд3.5/5 (16)
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsОт EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsОценок пока нет
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableОт EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableОценок пока нет
- 507 Mechanical Movements: Mechanisms and DevicesОт Everand507 Mechanical Movements: Mechanisms and DevicesРейтинг: 4 из 5 звезд4/5 (28)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureОт EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Nir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryОт EverandNir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryРейтинг: 4 из 5 звезд4/5 (5)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsОт EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsОценок пока нет
- The User's Journey: Storymapping Products That People LoveОт EverandThe User's Journey: Storymapping Products That People LoveРейтинг: 3.5 из 5 звезд3.5/5 (8)
- Operational Amplifier Circuits: Analysis and DesignОт EverandOperational Amplifier Circuits: Analysis and DesignРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Design Is The Problem: The Future of Design Must Be SustainableОт EverandDesign Is The Problem: The Future of Design Must Be SustainableРейтинг: 1.5 из 5 звезд1.5/5 (2)
- The Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorОт EverandThe Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorРейтинг: 4 из 5 звезд4/5 (7)
- Iconic Advantage: Don’t Chase the New, Innovate the OldОт EverandIconic Advantage: Don’t Chase the New, Innovate the OldРейтинг: 4 из 5 звезд4/5 (1)
- Top-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsОт EverandTop-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsОценок пока нет
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceОт EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceРейтинг: 4 из 5 звезд4/5 (19)
- Contractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerОт EverandContractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerРейтинг: 5 из 5 звезд5/5 (1)
- What to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationОт EverandWhat to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationРейтинг: 4.5 из 5 звезд4.5/5 (2)