Вам также может понравиться
- Phenomenological Research GuidelinesДокумент4 страницыPhenomenological Research GuidelinesOxymoronic Blasphemy89% (9)
- UTДокумент79 страницUTkumargpalani100% (1)
- Jaeger J1 EquivalentДокумент2 страницыJaeger J1 Equivalentmukeshkbhatt100% (1)
- Design File: Carefully Evaluate Code RequirementsДокумент2 страницыDesign File: Carefully Evaluate Code RequirementslionluisОценок пока нет
- Statistical Process ControlДокумент323 страницыStatistical Process Controlchethan626Оценок пока нет
- Form PAUTДокумент2 страницыForm PAUTLuong Ho Vu100% (1)
- Ultrasonic Inspection Angles On Curved Surfaces - Holloway NDT & Engineering PDFДокумент11 страницUltrasonic Inspection Angles On Curved Surfaces - Holloway NDT & Engineering PDFSASIОценок пока нет
- Selection of Leak Testing Method PDFДокумент3 страницыSelection of Leak Testing Method PDFdcsamaraweeraОценок пока нет
- MT Classroom Training HandbookДокумент56 страницMT Classroom Training HandbookaspoiaspoiОценок пока нет
- Reduction in Average Cycle TimeДокумент50 страницReduction in Average Cycle TimeSean ColferdОценок пока нет
- The Correlation Between Parenting Style and Child StuntingДокумент15 страницThe Correlation Between Parenting Style and Child StuntingMonica RaharjoОценок пока нет
- Characteristics of Piezoelectric TransducersДокумент50 страницCharacteristics of Piezoelectric Transducersextremo1Оценок пока нет
- 46 CFR 56Документ71 страница46 CFR 56pkitchen25Оценок пока нет
- Ost Specifications State A Requirement For Conducting This Check, But Do Not Provide A ProcedureДокумент6 страницOst Specifications State A Requirement For Conducting This Check, But Do Not Provide A ProcedureshifaОценок пока нет
- About Magnetic Particle TestingДокумент2 страницыAbout Magnetic Particle TestingRaoFarhanОценок пока нет
- Material & Processes For NDT Part 1Документ4 страницыMaterial & Processes For NDT Part 1Anonymous gFcnQ4goОценок пока нет
- Eddy Current IntroductionДокумент21 страницаEddy Current IntroductionTerfaia NadjatОценок пока нет
- Aws Cwe Exam SampleДокумент2 страницыAws Cwe Exam SampleEmad A.AhmadОценок пока нет
- USM 35X Operating ManualДокумент228 страницUSM 35X Operating ManualMakhfud EdyОценок пока нет
- CBIP Examination MPL2 General Sample Exam PaperДокумент3 страницыCBIP Examination MPL2 General Sample Exam PaperRohit JosephОценок пока нет
- Guide Getting ThesisДокумент76 страницGuide Getting ThesisAlex LakeОценок пока нет
- RT Standards NotesДокумент4 страницыRT Standards NotesprabhuОценок пока нет
- University Interview Questions 2020Документ4 страницыUniversity Interview Questions 2020Santiago Romero Garzón100% (1)
- CPH ReviewerДокумент12 страницCPH ReviewerRicanie CadornaОценок пока нет
- Udl Lesson PlanДокумент4 страницыUdl Lesson Planapi-535388004Оценок пока нет
- Flaw Manufacturing TechnologyДокумент31 страницаFlaw Manufacturing Technologyツ ツОценок пока нет
- Nondestructive Examinations: Standard Terminology ForДокумент39 страницNondestructive Examinations: Standard Terminology Forcatalina mazoОценок пока нет
- Iso18563 1 2022Документ54 страницыIso18563 1 2022baurzhannОценок пока нет
- Shear Strength of Hollow-Core SlabsДокумент5 страницShear Strength of Hollow-Core SlabsSulaiman Mohsin AbdulAzizОценок пока нет
- NDT Forum - NAS410 - EN4179 RT and UT Level 2 and 3Документ1 страницаNDT Forum - NAS410 - EN4179 RT and UT Level 2 and 3Muhammad SyafiqОценок пока нет
- E703-98 EC Sorting of NonFerrous PDFДокумент5 страницE703-98 EC Sorting of NonFerrous PDFTerfaia NadjatОценок пока нет
- Ultrasonic Examination Austenitic and Dissimilar WeldsДокумент6 страницUltrasonic Examination Austenitic and Dissimilar WeldshocimtmОценок пока нет
- 24 Practical Visual InspectionДокумент5 страниц24 Practical Visual InspectionMai Anh TaiОценок пока нет
- Materials and Processes: Learning Tasks and QuestionsДокумент20 страницMaterials and Processes: Learning Tasks and QuestionsPraveen KumarОценок пока нет
- Tc-1a 1975Документ11 страницTc-1a 1975Waron100% (1)
- Penetrants TESTINGДокумент86 страницPenetrants TESTINGsankaran_muthukumarОценок пока нет
- PRR CalculationДокумент4 страницыPRR CalculationnavitaОценок пока нет
- PT Outline Training LV IIIДокумент2 страницыPT Outline Training LV IIITrung Tinh HoОценок пока нет
- W8Документ3 страницыW8Kuldeep SinghОценок пока нет
- Hardness Tester Novotest T Ud2Документ4 страницыHardness Tester Novotest T Ud2Rushikesh JoshiОценок пока нет
- Ut L III Study GuideДокумент97 страницUt L III Study GuideManikandanОценок пока нет
- BLOQUEДокумент1 страницаBLOQUEAlvaro Alexis Mendoza PradaОценок пока нет
- Visual InspectionДокумент4 страницыVisual InspectiondomsonengОценок пока нет
- ANSWER: Dye Penetrant Test Explanation:: No Explanation Is Available For This Question!Документ4 страницыANSWER: Dye Penetrant Test Explanation:: No Explanation Is Available For This Question!shyamkumar rakoti0% (1)
- E1936-97 Evaluating Digitization SystemsДокумент4 страницыE1936-97 Evaluating Digitization SystemsNDT Div, MedequipОценок пока нет
- E390-11 Standard Reference Radiographs For Steel Fusion WeldsДокумент4 страницыE390-11 Standard Reference Radiographs For Steel Fusion WeldsAhmed Shaban KotbОценок пока нет
- Answer All The Four Questions BelowДокумент2 страницыAnswer All The Four Questions BelowSamerОценок пока нет
- Welder and Welding Operator Performance Qualification RecordДокумент1 страницаWelder and Welding Operator Performance Qualification RecordAsif HameedОценок пока нет
- Sizing Piping Calibration Blocks For ASME V: Holloway NDT & Engineering IncДокумент5 страницSizing Piping Calibration Blocks For ASME V: Holloway NDT & Engineering IncJulio SaintDLCОценок пока нет
- Astm E1962 19Документ4 страницыAstm E1962 19Mohamed AboelkhierОценок пока нет
- Angle Beam Trig CalculationsДокумент2 страницыAngle Beam Trig CalculationsJayaneela PrawinОценок пока нет
- Welding Inspection and CertificationДокумент30 страницWelding Inspection and Certificationmahmoud_allam3Оценок пока нет
- MP2 Specific Sample Exam PaperДокумент2 страницыMP2 Specific Sample Exam PaperMirza Safeer AhmadОценок пока нет
- Answer All The Four Questions BelowДокумент2 страницыAnswer All The Four Questions BelowSamerОценок пока нет
- PT Theory English New 2014Документ44 страницыPT Theory English New 2014CRISTIAN SILVIU IANUCОценок пока нет
- Inspection Report Bifab Ut On Duplex Stainless Steel Piping PDFДокумент11 страницInspection Report Bifab Ut On Duplex Stainless Steel Piping PDFquiron2014Оценок пока нет
- WIS5 Paper 1 Rev 3Документ4 страницыWIS5 Paper 1 Rev 3ghcalotaОценок пока нет
- LPT Spe QB 2Документ6 страницLPT Spe QB 2Aruchamy SelvakumarОценок пока нет
- Basic Principles of Ultrasonic TestingДокумент101 страницаBasic Principles of Ultrasonic TestingJohn Eric OliverОценок пока нет
- CSWIP 3.1 Course Note 2016 With Question & AnswersДокумент3 страницыCSWIP 3.1 Course Note 2016 With Question & AnswersSakthi Pk100% (1)
- Measurement of Prep Ene Trant EtchДокумент6 страницMeasurement of Prep Ene Trant EtchPDDELUCAОценок пока нет
- WRI Brochure 2016-17Документ25 страницWRI Brochure 2016-17Swapnil Rupaye100% (1)
- Welding Math (And Some Physics)Документ4 страницыWelding Math (And Some Physics)wasim_akp9885100% (1)
- EW 512 6 Nondestructive TestingДокумент37 страницEW 512 6 Nondestructive TestingHarun HodžićОценок пока нет
- MT Asme Sec V Article 7Документ18 страницMT Asme Sec V Article 7mohamedОценок пока нет
- Impact of Non-Destructive Testing: Proceedings of the 28th Annual British Conference on Non-Destructive Testing, Sheffield, UK, 18-21 September 1989От EverandImpact of Non-Destructive Testing: Proceedings of the 28th Annual British Conference on Non-Destructive Testing, Sheffield, UK, 18-21 September 1989C. BrookОценок пока нет
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceОт EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceОценок пока нет
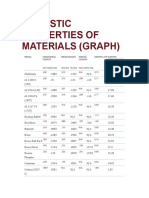
- Acoustic Properties of Materials (Graph)Документ4 страницыAcoustic Properties of Materials (Graph)Terfaia NadjatОценок пока нет
- Process Modelling Simulation and Control PDFДокумент23 страницыProcess Modelling Simulation and Control PDFTerfaia NadjatОценок пока нет
- Signal (Phase) AnalysisДокумент10 страницSignal (Phase) AnalysisTerfaia NadjatОценок пока нет
- Eddy Current MathДокумент6 страницEddy Current MathTerfaia NadjatОценок пока нет
- Ut 1 Course Watermark 1Документ99 страницUt 1 Course Watermark 1Terfaia NadjatОценок пока нет
- Eddy Current InstrumentsДокумент4 страницыEddy Current InstrumentsTerfaia NadjatОценок пока нет
- Basic ElectricityДокумент19 страницBasic ElectricityTerfaia NadjatОценок пока нет
- Instructions For Authors Ambio 2017 11Документ10 страницInstructions For Authors Ambio 2017 11PrasetyaОценок пока нет
- Practical Research 1 Group 1 1Документ6 страницPractical Research 1 Group 1 1Aevan JosephОценок пока нет
- What Columbus Saw in 1492Документ8 страницWhat Columbus Saw in 1492Víctor PueyoОценок пока нет
- Ass-1 Sem 2-EeeДокумент21 страницаAss-1 Sem 2-EeeSakthi cskОценок пока нет
- International Studies Perspectives Volume 2 Issue 2 2001 (Doi 10.1111/1528-3577.00047) John S. Odell - Case Study Methods in International Political Economy PDFДокумент16 страницInternational Studies Perspectives Volume 2 Issue 2 2001 (Doi 10.1111/1528-3577.00047) John S. Odell - Case Study Methods in International Political Economy PDFbelelou2010Оценок пока нет
- Independent, Dependent, and Other Variables in Healthcare and Chaplaincy ResearchДокумент12 страницIndependent, Dependent, and Other Variables in Healthcare and Chaplaincy ResearchYanto UntirtaОценок пока нет
- Nutritional Assessment of Critically Ill PatientsДокумент8 страницNutritional Assessment of Critically Ill PatientskikyfauziaОценок пока нет
- Reflective JournalДокумент2 страницыReflective JournalCempaka Dianari100% (1)
- (Springer Texts in Statistics) Yuan Shih Chow, Henry Teicher (Auth.) - Probability Theory - Independence, Interchangeability, Martingales-Springer-Verlag New York (1997)Документ504 страницы(Springer Texts in Statistics) Yuan Shih Chow, Henry Teicher (Auth.) - Probability Theory - Independence, Interchangeability, Martingales-Springer-Verlag New York (1997)CarlosAlbertoJaimesОценок пока нет
- Elementary: Strategi Pembelajaran Jarak Jauh Siswa Berkebutuhan Khusus Di SD Inklusi Era Pandemi Covid-19Документ32 страницыElementary: Strategi Pembelajaran Jarak Jauh Siswa Berkebutuhan Khusus Di SD Inklusi Era Pandemi Covid-19Fika Felanda ArdeliaОценок пока нет
- APA Format Is The Official Style of The American Psychological AssociationДокумент2 страницыAPA Format Is The Official Style of The American Psychological AssociationSyed Habib SultanОценок пока нет
- Bets BrochureДокумент67 страницBets BrochureMasudurce10Оценок пока нет
- Artigo AulaДокумент7 страницArtigo AulaBianca BarrosОценок пока нет
- Session 20: Implementing Strategy Through Restructuring and Reengineering The Company's StructureДокумент23 страницыSession 20: Implementing Strategy Through Restructuring and Reengineering The Company's StructureJoey Bojo Tromes Bolinas100% (1)
- Chapter 02 Psych ResearchДокумент11 страницChapter 02 Psych ResearchEd DalesОценок пока нет
- Defining The Marketing Research Problem and Developing An ApproachДокумент20 страницDefining The Marketing Research Problem and Developing An ApproachAbhishek PrabhakarОценок пока нет
- Water Research: Microplastics in Freshwaters and Drinking Water: Critical Review and Assessment of Data QualityДокумент14 страницWater Research: Microplastics in Freshwaters and Drinking Water: Critical Review and Assessment of Data QualityMochamadAliHaidarОценок пока нет
- Sociolinguistics Help Us To Develop A Better Understanding of Society and Language 1Документ6 страницSociolinguistics Help Us To Develop A Better Understanding of Society and Language 1Ikram KhanОценок пока нет
- 3roca Research Chapter 1 3Документ27 страниц3roca Research Chapter 1 3Jayr ReyesОценок пока нет
- Worksheets For PR2 - Q1M2Документ9 страницWorksheets For PR2 - Q1M2Gerry BaylonОценок пока нет
- A Practical Guide To Strategic Planning in Higher EducationДокумент59 страницA Practical Guide To Strategic Planning in Higher EducationPaLomaLujan100% (1)