Вам также может понравиться
- A Rotary Sine Bar For The LatheДокумент2 страницыA Rotary Sine Bar For The LatheTheodor EikeОценок пока нет
- WoodSmith Leg Bench Vise PlansДокумент12 страницWoodSmith Leg Bench Vise PlansKaren Rathbun88% (8)
- Tilting ViceДокумент35 страницTilting ViceAakash DindigulОценок пока нет
- How to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideОт EverandHow to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideОценок пока нет
- Flatteners and LevelersДокумент6 страницFlatteners and LevelersMajad RazakОценок пока нет
- Tail-Vise InstructionsДокумент22 страницыTail-Vise InstructionsIulian MihaiОценок пока нет
- Building Wooden Vises - en PDFДокумент39 страницBuilding Wooden Vises - en PDFJhonas Carvalho100% (3)
- Cam ViseДокумент14 страницCam Visesundar_subash25Оценок пока нет
- 3 in Shaper PDFДокумент5 страниц3 in Shaper PDFRob NairОценок пока нет
- Units Conversion TableДокумент1 страницаUnits Conversion TablejakjuОценок пока нет
- O'Brien Neck Joint Routing Jig: Assembly InstructionsДокумент16 страницO'Brien Neck Joint Routing Jig: Assembly InstructionsRamon CoelhoОценок пока нет
- Adjustable Taper Ripping JigДокумент6 страницAdjustable Taper Ripping Jiggmand68Оценок пока нет
- (Ebook - Fitness) - Stretching To PerfectionДокумент15 страниц(Ebook - Fitness) - Stretching To PerfectionBrooken_Arrow100% (2)
- PinzasДокумент9 страницPinzasjakjuОценок пока нет
- Metabolic Surge - Rapid Fat Loss ProgramДокумент5 страницMetabolic Surge - Rapid Fat Loss ProgramTamer Luka100% (2)
- Fletcher 2100 ManualДокумент27 страницFletcher 2100 ManualLaura Stolfi67% (3)
- Ultimate Router Fence: Illustration by James ProvostДокумент4 страницыUltimate Router Fence: Illustration by James Provostrhinorod100% (2)
- Welding of Missile SteelsДокумент96 страницWelding of Missile SteelsArun KumarОценок пока нет
- Paint Quantity EstimationДокумент2 страницыPaint Quantity EstimationChethanОценок пока нет
- Handheld RoutingДокумент3 страницыHandheld RoutingEdson Luiz Borges100% (1)
- PyramidДокумент2 страницыPyramidjakju0% (14)
- Takisawa M Series: Quick Reference Operations ManualДокумент34 страницыTakisawa M Series: Quick Reference Operations ManualcoronaqcОценок пока нет
- HypertrophyДокумент6 страницHypertrophyjakju0% (1)
- Table Saw Drum Mill: InstructablesДокумент11 страницTable Saw Drum Mill: InstructablesJazzy VaaltynОценок пока нет
- Product Data of MTU Coolant-CS100Документ1 страницаProduct Data of MTU Coolant-CS100Manikandan Sudalaiyandi67% (3)
- MU8063 - FW Best TipsДокумент13 страницMU8063 - FW Best TipsJonas Rosa TerezaОценок пока нет
- Saw HandleДокумент7 страницSaw Handleانغي رحمنيОценок пока нет
- Ins Ha Per 1Документ5 страницIns Ha Per 1David SaylorОценок пока нет
- Acoustic Neck Joint Jig InstructionsДокумент5 страницAcoustic Neck Joint Jig InstructionsAnn BlakeОценок пока нет
- 2.17. Design Procedure For Progressive DiesДокумент2 страницы2.17. Design Procedure For Progressive DiesAnand Prajapati100% (1)
- Benchcrafted Moxon ViseДокумент12 страницBenchcrafted Moxon VisexlotoxОценок пока нет
- Guidelines For Shielded Metal Arc Welding (SMAW)Документ28 страницGuidelines For Shielded Metal Arc Welding (SMAW)soroush1111Оценок пока нет
- Dowel Maker InstructionДокумент12 страницDowel Maker InstructionKeanu ReavesОценок пока нет
- Moxon Vise Instructions-BC0317Документ12 страницMoxon Vise Instructions-BC0317Cameron RiosОценок пока нет
- WPQR SMAW EN-2 - 30mm (Under Modification)Документ2 страницыWPQR SMAW EN-2 - 30mm (Under Modification)Mohamed Reda HusseinОценок пока нет
- Atmospheric Fluidised Bed Combustion Boilers For Firing Solid FuelsДокумент12 страницAtmospheric Fluidised Bed Combustion Boilers For Firing Solid FuelsRaj KumarОценок пока нет
- Lec. 2,3 PDFДокумент52 страницыLec. 2,3 PDFAwad M. El ArabyОценок пока нет
- Snow Blower Impeller Kit™ Modifies Two-Stage Snow BlowersДокумент9 страницSnow Blower Impeller Kit™ Modifies Two-Stage Snow BlowersFreedom InlfuencerОценок пока нет
- Snow Blower Impeller Kit™ Modifies Two-Stage Snow BlowersДокумент9 страницSnow Blower Impeller Kit™ Modifies Two-Stage Snow BlowersFreedom InlfuencerОценок пока нет
- Design GuidelinesДокумент21 страницаDesign Guidelinesswap dОценок пока нет
- Swivel Bench Vise NewДокумент31 страницаSwivel Bench Vise NewSudhakarОценок пока нет
- Sheers Silhouette Install 0Документ28 страницSheers Silhouette Install 0Nhi Võ Trần YếnОценок пока нет
- Adjustable Comb by Scot HeathДокумент7 страницAdjustable Comb by Scot Heathmagatsu2099Оценок пока нет
- Guia Cola de MilanoДокумент7 страницGuia Cola de MilanoFrancisco SanchezОценок пока нет
- Information Sheet No3Документ15 страницInformation Sheet No3Indri VinceОценок пока нет
- Bending Flat PartsДокумент2 страницыBending Flat Partsengine wangОценок пока нет
- Portable Static Cone PenetrometerДокумент8 страницPortable Static Cone PenetrometerFawwaz HaadiiОценок пока нет
- Lathe Operating InstructionsДокумент24 страницыLathe Operating InstructionsJoão BraganteОценок пока нет
- Manual de Rait KitДокумент4 страницыManual de Rait KitFrancisco SanchezОценок пока нет
- Front Suspension Installation Instructions: 1953-1956 Ford Truck Custom IFSДокумент10 страницFront Suspension Installation Instructions: 1953-1956 Ford Truck Custom IFSmickabd2002Оценок пока нет
- Design and Fabrication of Cam Vice ReportДокумент40 страницDesign and Fabrication of Cam Vice ReportSendhilNathan67% (3)
- Half Lite Stunter Building InstructionsДокумент37 страницHalf Lite Stunter Building InstructionsCarlos Manuel GonzálezОценок пока нет
- WJ153 TSaw Tenoning JigДокумент5 страницWJ153 TSaw Tenoning Jigphoenix2119Оценок пока нет
- Boring Head: For P/N 3049, Metric VersionДокумент2 страницыBoring Head: For P/N 3049, Metric VersionMd. Alam HasnatОценок пока нет
- KSM01 Installation InstructionsДокумент17 страницKSM01 Installation InstructionsHybrid RacingОценок пока нет
- 15" Dovetail Jig: Instruction ManualДокумент15 страниц15" Dovetail Jig: Instruction Manualgu_mcОценок пока нет
- 42-Is-0092 A3 ILand PedestalДокумент8 страниц42-Is-0092 A3 ILand PedestalElputoAmo XDОценок пока нет
- Deus DiabolusHeadsetДокумент1 страницаDeus DiabolusHeadsetgillourunОценок пока нет
- Veritas Bench PlanesДокумент8 страницVeritas Bench PlaneskeirgalОценок пока нет
- SPD Instructions 060120Документ8 страницSPD Instructions 060120jezfxrОценок пока нет
- Tap SPDOpInstДокумент6 страницTap SPDOpInstjschaudtОценок пока нет
- Tip #115 Make Your Own Cam Clamps: Plan of ProcedureДокумент2 страницыTip #115 Make Your Own Cam Clamps: Plan of Procedureski964Оценок пока нет
- 017-Trunnion Adjustment-Double Barrels Only-RlwДокумент7 страниц017-Trunnion Adjustment-Double Barrels Only-RlwandresОценок пока нет
- Zyliss ViseДокумент5 страницZyliss ViseRed oneОценок пока нет
- Pocket HoleДокумент12 страницPocket HoleJon LewisОценок пока нет
- The Lathe 6. Drilling and Reaming 6.1 Drilling: Tailstock SetupДокумент9 страницThe Lathe 6. Drilling and Reaming 6.1 Drilling: Tailstock SetupPuneeth KumarОценок пока нет
- Record Plough 043 044Документ2 страницыRecord Plough 043 044Dimitar BozevskiОценок пока нет
- Split Frame Manual Rev 2Документ33 страницыSplit Frame Manual Rev 2Mahalingam NanjappanОценок пока нет
- Welder Series Mustang IIДокумент14 страницWelder Series Mustang IIiforeman100% (1)
- Big Block Main Bearing Stud Girdle Kit HUG7380K For "B" & "RB" BlocksДокумент6 страницBig Block Main Bearing Stud Girdle Kit HUG7380K For "B" & "RB" BlocksGabriel ChiavettoОценок пока нет
- Lp12 Setup ManualДокумент20 страницLp12 Setup ManualAlissara SuwannarongОценок пока нет
- Threads and Thread Cutting Operations: Arul R ApmechДокумент22 страницыThreads and Thread Cutting Operations: Arul R ApmecharulsivagiriОценок пока нет
- Keep Your English Uptodate2 Teacher's Pack: Lesson Plan and Student Worksheets With AnswersДокумент11 страницKeep Your English Uptodate2 Teacher's Pack: Lesson Plan and Student Worksheets With AnswersjakjuОценок пока нет
- AcknowledgmentsДокумент5 страницAcknowledgmentsjakjuОценок пока нет
- Purchased by The Awesome Hasan Baykal, Hsn.42@live - NL #7815683Документ2 страницыPurchased by The Awesome Hasan Baykal, Hsn.42@live - NL #7815683jakjuОценок пока нет
- Keep Your English Uptodate2 Teacher's Pack: Lesson Plan and Student Worksheets With AnswersДокумент11 страницKeep Your English Uptodate2 Teacher's Pack: Lesson Plan and Student Worksheets With AnswersjakjuОценок пока нет
- Brand Guide 201 S 1 A 5Документ30 страницBrand Guide 201 S 1 A 5jakju100% (1)
- Purchased by The Awesome Hasan Baykal, Hsn.42@live - NL #7815683Документ2 страницыPurchased by The Awesome Hasan Baykal, Hsn.42@live - NL #7815683jakjuОценок пока нет
- TAG E-Z Fit Internal Spider ClampsДокумент1 страницаTAG E-Z Fit Internal Spider ClampsjakjuОценок пока нет
- ShoesДокумент1 страницаShoesjakjuОценок пока нет
- Hand-Sewing Skills: Oregon 4-H Clothing Construction Fact Sheets: Basic Skills-Level 1Документ4 страницыHand-Sewing Skills: Oregon 4-H Clothing Construction Fact Sheets: Basic Skills-Level 1jakjuОценок пока нет
- 12Документ10 страниц12jakjuОценок пока нет
- Dawn Flyer Cross Slide and StandsДокумент2 страницыDawn Flyer Cross Slide and StandsjakjuОценок пока нет
- Book 3 Part 16 Abdominal ExercisesДокумент1 страницаBook 3 Part 16 Abdominal ExercisesjakjuОценок пока нет
- TAG E-Z Fit Red ClampДокумент1 страницаTAG E-Z Fit Red ClampjakjuОценок пока нет
- 8" Cross Slide Drill Press Vise - Parts Diagram: 8"jaw Width, 8"jaw Opening, 2" Jaw Depth Stock #: 11698 Model #: CS8Документ1 страница8" Cross Slide Drill Press Vise - Parts Diagram: 8"jaw Width, 8"jaw Opening, 2" Jaw Depth Stock #: 11698 Model #: CS8jakjuОценок пока нет
- Earthway Seeder Handle Extension Instruction SheetДокумент1 страницаEarthway Seeder Handle Extension Instruction SheetjakjuОценок пока нет
- The 5 Fat Burning Myths That Cost You Hours of Wasted Time & EffortДокумент13 страницThe 5 Fat Burning Myths That Cost You Hours of Wasted Time & EffortsheeplordОценок пока нет
- Dawn Flyer Cross Slide and StandsДокумент2 страницыDawn Flyer Cross Slide and StandsjakjuОценок пока нет
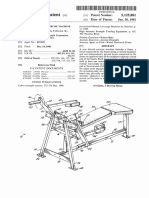
- Us 5125881Документ8 страницUs 5125881jakjuОценок пока нет
- ISSUE8Документ6 страницISSUE8jakjuОценок пока нет
- A919Документ10 страницA919jakjuОценок пока нет
- The Periodization Bible - Powerlifting ArticleДокумент11 страницThe Periodization Bible - Powerlifting ArticleAlina Oprinescu100% (1)
- Sample Fat Burning WorkoutДокумент19 страницSample Fat Burning Workoutifoxmedia100% (8)
- Assesor Rack Cabinet2Документ6 страницAssesor Rack Cabinet2Gino Francis A. ElmaОценок пока нет
- Wir 000095Документ3 страницыWir 000095Kish Shan S SubediОценок пока нет
- Welding Procedure Specification (WPS) : Joint DetailsДокумент4 страницыWelding Procedure Specification (WPS) : Joint DetailschandraОценок пока нет
- Is.814.2004 16Документ1 страницаIs.814.2004 16Anonymous vwbLPTpjОценок пока нет
- MS22-6 MS22-6L: CNC Multi-Spindle Automatic Lathe CNC Multi-Spindle Automatic Lathe With Sliding Headstock FunctionДокумент11 страницMS22-6 MS22-6L: CNC Multi-Spindle Automatic Lathe CNC Multi-Spindle Automatic Lathe With Sliding Headstock FunctionKurtis FascianoОценок пока нет
- PaintingДокумент1 страницаPaintingDefrimaulana BaihaqiОценок пока нет
- 31Документ5 страниц31iskricaman7Оценок пока нет
- Unit Iii Bulk Processes Bulk DeformationДокумент77 страницUnit Iii Bulk Processes Bulk DeformationAkash akОценок пока нет
- Ejemplos de Forjado PDFДокумент7 страницEjemplos de Forjado PDFMarc CervantesОценок пока нет
- Pelleting Presses For Small and Medium ProductionsДокумент2 страницыPelleting Presses For Small and Medium ProductionsELAОценок пока нет
- Polymers For Flex Lam K HariharanДокумент58 страницPolymers For Flex Lam K HariharanEtHical EmoTionОценок пока нет
- Mem 22343Документ2 страницыMem 22343ajit buradeОценок пока нет
- Stucco Veneziano: Series 943 DescriptionДокумент2 страницыStucco Veneziano: Series 943 DescriptionnaaaОценок пока нет
- DNCGДокумент5 страницDNCGMurugan VellaichamyОценок пока нет
- FT - F0233-300 - v. Compuerta NRS PDFДокумент1 страницаFT - F0233-300 - v. Compuerta NRS PDFDaniel AlvarezОценок пока нет
- Torque Calculation - ASME PCC-1Документ5 страницTorque Calculation - ASME PCC-1Rakesh ReddyОценок пока нет
- M15 Joining Processes - Welding Part 1Документ52 страницыM15 Joining Processes - Welding Part 1Gita SaragihОценок пока нет
- Wanrooetech: Wanrooe Machinery Co.,LtdДокумент4 страницыWanrooetech: Wanrooe Machinery Co.,LtdHelmy AYEDIОценок пока нет
- Strategies For Eliminating DecarburizationДокумент3 страницыStrategies For Eliminating Decarburizationmp87_ingОценок пока нет
- Catalagram 99 - 2006Документ32 страницыCatalagram 99 - 2006saleh4060Оценок пока нет
- PWHT TableДокумент1 страницаPWHT TableSumner TingОценок пока нет
- Ejot Concrete Screws: ETA-approved Concrete Screws For Cracked and Non-Cracked ConcreteДокумент16 страницEjot Concrete Screws: ETA-approved Concrete Screws For Cracked and Non-Cracked ConcreteJohn SmithОценок пока нет
- Chapter 3 UpdatedДокумент78 страницChapter 3 UpdatedFakhrulShahrilEzanieОценок пока нет