Вам также может понравиться
- United States Patent (19) : Siewert (45) May 25, 1976Документ7 страницUnited States Patent (19) : Siewert (45) May 25, 1976IОценок пока нет
- A Dynamic Mathematical Model of The Complete Grate/Kiln Iron-Ore Pellet Induration ProcessДокумент10 страницA Dynamic Mathematical Model of The Complete Grate/Kiln Iron-Ore Pellet Induration Processdavibraga8041Оценок пока нет
- Us3850741 PDFДокумент6 страницUs3850741 PDFGandhi YellapuОценок пока нет
- Bermanfired Heaters SeriesДокумент33 страницыBermanfired Heaters SeriesHsein WangОценок пока нет
- Unlted States Patent (19) (11) Patent Number: 4,904,846: Oscadal (45) Date of Patent: Feb. 27, 1990Документ6 страницUnlted States Patent (19) (11) Patent Number: 4,904,846: Oscadal (45) Date of Patent: Feb. 27, 1990Muhammad Amjad MaroofОценок пока нет
- Lecture 2 Capter 11 (Refrigeration Cycle)Документ7 страницLecture 2 Capter 11 (Refrigeration Cycle)Yato SenkaiОценок пока нет
- 1refrigeration and Air-ConditioningДокумент39 страниц1refrigeration and Air-ConditioningAnkit OlaОценок пока нет
- Design and Fabrication of Pulse Tube Refrigeration SystemДокумент43 страницыDesign and Fabrication of Pulse Tube Refrigeration SystemYuvrajsinh KosamiaОценок пока нет
- Refrigeration Systems: Dr. Khalid RamzyДокумент26 страницRefrigeration Systems: Dr. Khalid Ramzymahmoud EissaОценок пока нет
- Helium LiquefierДокумент4 страницыHelium LiquefierksvvijОценок пока нет
- (QQFP - : Q Los Alamos ScientificДокумент22 страницы(QQFP - : Q Los Alamos ScientificSteven ChandraОценок пока нет
- Ref Chapter 3Документ11 страницRef Chapter 3predmarkjОценок пока нет
- Heat Exchanger Network Optimization for Maleic Anhydride Production ProcessДокумент34 страницыHeat Exchanger Network Optimization for Maleic Anhydride Production ProcessrovshanbabayevОценок пока нет
- Catalyst transfer method for moving-bed reactorsДокумент10 страницCatalyst transfer method for moving-bed reactorsDawei WangОценок пока нет
- RefrigerationДокумент59 страницRefrigerationSydney Jaydean KhanyileОценок пока нет
- Commissioning Gas Turbine CompressorДокумент13 страницCommissioning Gas Turbine CompressorLenaldy Nuari Garnoko0% (2)
- Design and Fabrication of Pulse Tube Refrigeration SystemДокумент43 страницыDesign and Fabrication of Pulse Tube Refrigeration SystemDeepak HingoleОценок пока нет
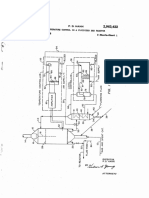
- Temperature Control in A Fluidized Bed Reactor: F. D, HannДокумент5 страницTemperature Control in A Fluidized Bed Reactor: F. D, HannFi FiyundaОценок пока нет
- Patent US4203906Документ9 страницPatent US4203906Santiago BorgesОценок пока нет
- Refrigeration Technology: SymbolsДокумент44 страницыRefrigeration Technology: SymbolsGaluh AjengОценок пока нет
- Patente 2Документ5 страницPatente 2Laura GarciaОценок пока нет
- Chapter 1Документ35 страницChapter 1عبير ابوصالحهОценок пока нет
- Syngas Composition FIX Haldor Topsoe US6224789B1Документ4 страницыSyngas Composition FIX Haldor Topsoe US6224789B1Ilham FajriОценок пока нет
- CryogenicTechnologyb03 20 PDFДокумент72 страницыCryogenicTechnologyb03 20 PDFAnonymous s7uwnzОценок пока нет
- Group 6 - Thermodynamic Analysis Project PaperДокумент29 страницGroup 6 - Thermodynamic Analysis Project PaperVince Nixau PadelОценок пока нет
- United States Patent (19) : Primary Examiner-Herbcrt Levine (54) Main Column Separation of FCCДокумент7 страницUnited States Patent (19) : Primary Examiner-Herbcrt Levine (54) Main Column Separation of FCCDuy Thanh NguyễnОценок пока нет
- Us 4479925Документ5 страницUs 4479925Katherine Benavides VillenaОценок пока нет
- United States Patent 19: Dumain Et AlДокумент10 страницUnited States Patent 19: Dumain Et AlFi FiyundaОценок пока нет
- AbdelRahman Ali - 6310. - HEx ReportДокумент8 страницAbdelRahman Ali - 6310. - HEx ReportAbdel-Rahman AliОценок пока нет
- Biruk Endale Design On Heat Exchanger-1Документ32 страницыBiruk Endale Design On Heat Exchanger-1nigus gereziherОценок пока нет
- HRSG Types and Steam Turbine ClassificationsДокумент4 страницыHRSG Types and Steam Turbine ClassificationsBright1xОценок пока нет
- Chap 4 - REFRIGERATION CYCLE - Oct 2015Документ58 страницChap 4 - REFRIGERATION CYCLE - Oct 2015FaizMuhamadZain50% (2)
- Lecture - 1 - Thermal Equipment Design - IntroductionДокумент14 страницLecture - 1 - Thermal Equipment Design - IntroductionAbed Baayoun100% (2)
- Lab Note 10 Lab Manual-Heat PumpДокумент11 страницLab Note 10 Lab Manual-Heat Pumpfarah nabila100% (1)
- Us4521532 PDFДокумент8 страницUs4521532 PDFRushi GawadeОценок пока нет
- Simulation of Nitrogen Liquefaction CycleДокумент4 страницыSimulation of Nitrogen Liquefaction CycleBalaji Kumar ChoudhuryОценок пока нет
- Us3607960 PDFДокумент7 страницUs3607960 PDFMuhammad Ridho RamdhaniОценок пока нет
- PETROLEUM REFINING AND PETROCHEMICALS: CATALYTIC CRACKING AND REGENERATIONДокумент6 страницPETROLEUM REFINING AND PETROCHEMICALS: CATALYTIC CRACKING AND REGENERATIONMilan MoradiyaОценок пока нет
- Shell and Tube Heat Exchanger DesignДокумент22 страницыShell and Tube Heat Exchanger Designsuperbugima100% (1)
- Heat Transfer AssessmentДокумент31 страницаHeat Transfer AssessmentMani kingОценок пока нет
- RAC1 - MergedДокумент23 страницыRAC1 - MergedMuhammad TayyabОценок пока нет
- slide valve orifice chamber (좋은 자료)Документ54 страницыslide valve orifice chamber (좋은 자료)jmgwoo100% (2)
- L29 - Vapor Compression RefrigerationДокумент21 страницаL29 - Vapor Compression RefrigerationForlanMartinsОценок пока нет
- Heat TransferДокумент30 страницHeat TransferMani kingОценок пока нет
- Refrigeration CapoteДокумент51 страницаRefrigeration CapoteMichelle Angela Cabrera GabisОценок пока нет
- Refrigeration Cycle: Key Components and ProcessesДокумент8 страницRefrigeration Cycle: Key Components and ProcessesZain Ul AbideenОценок пока нет
- Delayed Coking UnitДокумент27 страницDelayed Coking Unitstunningmanju50% (2)
- Chapter 2 VCR SystemsДокумент97 страницChapter 2 VCR SystemsEphrem AbabiyaОценок пока нет
- BH10Документ87 страницBH10Neel PatelОценок пока нет
- Abu Khamsin1988 PDFДокумент9 страницAbu Khamsin1988 PDFPatricio EspinosaОценок пока нет
- Meshkat Design Heat ExchangerДокумент36 страницMeshkat Design Heat ExchangerjdedfvОценок пока нет
- United States Patent (19) 11 Patent Number: 6,158,499: Rhodes Et Al. (45) Date of Patent: Dec. 12, 2000Документ17 страницUnited States Patent (19) 11 Patent Number: 6,158,499: Rhodes Et Al. (45) Date of Patent: Dec. 12, 2000Rohan DuttaОценок пока нет
- US4152217Документ9 страницUS4152217SekarNTutyОценок пока нет
- DMET 3-1 - E2 - (Racraquin, John LLoyd)Документ2 страницыDMET 3-1 - E2 - (Racraquin, John LLoyd)JOHN LLOYD RACRAQUINОценок пока нет
- Process for removing gaseous impurities from sulfuric acid plant exhaust gasesДокумент8 страницProcess for removing gaseous impurities from sulfuric acid plant exhaust gasesDita Baeti PridianaОценок пока нет
- Unit I: Dr. Jai Gopal GuptaДокумент16 страницUnit I: Dr. Jai Gopal Guptasurbhi chauhanОценок пока нет
- US patent for producing phthalic anhydrideДокумент9 страницUS patent for producing phthalic anhydrideRiza Shinta RОценок пока нет
- UNIT-4 Part-1Документ65 страницUNIT-4 Part-1harish9Оценок пока нет
- Refrigeration PrinciplesДокумент20 страницRefrigeration PrinciplesAADIL AHMED AОценок пока нет
- Apunts de Reactors QuímicsДокумент5 страницApunts de Reactors QuímicsSimon BolivarОценок пока нет
- Sulphur-JanFeb16 Sulphur Burning OptimisationДокумент8 страницSulphur-JanFeb16 Sulphur Burning OptimisationSimon BolivarОценок пока нет
- Handbook of Detergents Formulation DownloadДокумент3 страницыHandbook of Detergents Formulation Downloadeduardpal52% (33)
- Sulphur ProcessingДокумент6 страницSulphur ProcessingSimon BolivarОценок пока нет
- Sulphur-JanFeb16 Sulphur Burning OptimisationДокумент8 страницSulphur-JanFeb16 Sulphur Burning OptimisationSimon BolivarОценок пока нет
- Case1.Linear Tech. Group15 PDFДокумент5 страницCase1.Linear Tech. Group15 PDFSimon BolivarОценок пока нет
- Sulphur-JanFeb16 Sulphur Burning OptimisationДокумент8 страницSulphur-JanFeb16 Sulphur Burning OptimisationSimon BolivarОценок пока нет
- OECD PSE Manual (2010) PDFДокумент178 страницOECD PSE Manual (2010) PDFkolyanzzzzОценок пока нет
- Maximizing Shareholder Value Through Increased Debt FinancingДокумент6 страницMaximizing Shareholder Value Through Increased Debt Financingabhinav_capoor0% (1)
- IM Case StudiesДокумент97 страницIM Case StudiesAdriana Alexandra PreotuОценок пока нет
- Netflix Stock SplitДокумент2 страницыNetflix Stock SplitSimon BolivarОценок пока нет
- (547609354) Netflix CaseДокумент16 страниц(547609354) Netflix CaseSimon BolivarОценок пока нет
- Problem SolutionsДокумент5 страницProblem SolutionskkappaОценок пока нет
- 2 - Soil-Only Landfill CoversДокумент13 страниц2 - Soil-Only Landfill Covers齐左Оценок пока нет
- Handout Tematik MukhidДокумент72 страницыHandout Tematik MukhidJaya ExpressОценок пока нет
- Tutorial On The ITU GДокумент7 страницTutorial On The ITU GCh RambabuОценок пока нет
- Crew Served WeaponsДокумент11 страницCrew Served WeaponsKyle Fagin100% (1)
- ML AiДокумент2 страницыML AiSUYASH SHARTHIОценок пока нет
- Plate-Load TestДокумент20 страницPlate-Load TestSalman LakhoОценок пока нет
- Drugs Pharmacy BooksList2011 UBPStДокумент10 страницDrugs Pharmacy BooksList2011 UBPStdepardieu1973Оценок пока нет
- Sto - Cristo Proper Integrated School 1 Grading Grade 9 Science Table of SpecializationДокумент2 страницыSto - Cristo Proper Integrated School 1 Grading Grade 9 Science Table of Specializationinah jessica valerianoОценок пока нет
- Embankment PDFДокумент5 страницEmbankment PDFTin Win HtutОценок пока нет
- 24.postpartum Period-Physiological Changes in The MotherДокумент16 страниц24.postpartum Period-Physiological Changes in The MotherHem KumariОценок пока нет
- House Designs, QHC, 1950Документ50 страницHouse Designs, QHC, 1950House Histories100% (8)
- Revolutionizing Energy Harvesting Harnessing Ambient Solar Energy For Enhanced Electric Power GenerationДокумент14 страницRevolutionizing Energy Harvesting Harnessing Ambient Solar Energy For Enhanced Electric Power GenerationKIU PUBLICATION AND EXTENSIONОценок пока нет
- Garlic Benefits - Can Garlic Lower Your Cholesterol?Документ4 страницыGarlic Benefits - Can Garlic Lower Your Cholesterol?Jipson VargheseОценок пока нет
- Maureen L. Walsh - Re-Imagining Redemption. Universal Salvation in The Theology of Julian of NorwichДокумент20 страницMaureen L. Walsh - Re-Imagining Redemption. Universal Salvation in The Theology of Julian of NorwichAni LupascuОценок пока нет
- Entrepreneurship Project On Jam, Jelly & PicklesДокумент24 страницыEntrepreneurship Project On Jam, Jelly & Picklesashish karshinkarОценок пока нет
- 2 - Elements of Interior DesignДокумент4 страницы2 - Elements of Interior DesignYathaarth RastogiОценок пока нет
- Interactive Architecture Adaptive WorldДокумент177 страницInteractive Architecture Adaptive Worldhoma massihaОценок пока нет
- Gauss Contest: Grade 8Документ4 страницыGauss Contest: Grade 8peter100% (1)
- Advanced Ultrasonic Flaw Detectors With Phased Array ImagingДокумент16 страницAdvanced Ultrasonic Flaw Detectors With Phased Array ImagingDebye101Оценок пока нет
- F-16c.1 Ginkgo Ginkgolic AcidДокумент2 страницыF-16c.1 Ginkgo Ginkgolic AcidNarongchai PongpanОценок пока нет
- Motor Wiring Diagram: D.C. Motor ConnectionsДокумент1 страницаMotor Wiring Diagram: D.C. Motor Connectionsczds6594Оценок пока нет
- Parts of ShipДокумент6 страницParts of ShipJaime RodriguesОценок пока нет
- Gautam Samhita CHP 1 CHP 2 CHP 3 ColorДокумент22 страницыGautam Samhita CHP 1 CHP 2 CHP 3 ColorSaptarishisAstrology100% (1)
- Canon imageFORMULA DR-X10CДокумент208 страницCanon imageFORMULA DR-X10CYury KobzarОценок пока нет
- Is.4162.1.1985 Graduated PipettesДокумент23 страницыIs.4162.1.1985 Graduated PipettesBala MuruОценок пока нет
- Virchow TriadДокумент6 страницVirchow Triadarif 2006Оценок пока нет
- 3D Area Clearance Strategies for Roughing ComponentsДокумент6 страниц3D Area Clearance Strategies for Roughing ComponentsMohamedHassanОценок пока нет
- QP (2016) 2Документ1 страницаQP (2016) 2pedro carrapicoОценок пока нет
- The Art of Now: Six Steps To Living in The MomentДокумент5 страницThe Art of Now: Six Steps To Living in The MomentGiovanni AlloccaОценок пока нет
- Asset Integrity Management for Offshore and Onshore StructuresОт EverandAsset Integrity Management for Offshore and Onshore StructuresОценок пока нет
- Industrial Piping and Equipment Estimating ManualОт EverandIndustrial Piping and Equipment Estimating ManualРейтинг: 5 из 5 звезд5/5 (7)
- Machine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesОт EverandMachine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesPatrick BangertРейтинг: 3 из 5 звезд3/5 (2)
- Hydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisОт EverandHydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisОценок пока нет
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideОт EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideРейтинг: 2 из 5 звезд2/5 (1)
- Pocket Guide to Flanges, Fittings, and Piping DataОт EverandPocket Guide to Flanges, Fittings, and Piping DataРейтинг: 3.5 из 5 звезд3.5/5 (22)
- Oil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionОт EverandOil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionРейтинг: 4.5 из 5 звезд4.5/5 (16)
- Pipeline Integrity: Management and Risk EvaluationОт EverandPipeline Integrity: Management and Risk EvaluationРейтинг: 4.5 из 5 звезд4.5/5 (6)
- Well Control for Completions and InterventionsОт EverandWell Control for Completions and InterventionsРейтинг: 4 из 5 звезд4/5 (10)
- Biostratigraphic and Geological Significance of Planktonic ForaminiferaОт EverandBiostratigraphic and Geological Significance of Planktonic ForaminiferaРейтинг: 4 из 5 звезд4/5 (5)
- Practical Reservoir Engineering and CharacterizationОт EverandPractical Reservoir Engineering and CharacterizationРейтинг: 4.5 из 5 звезд4.5/5 (3)
- Practical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsОт EverandPractical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsРейтинг: 5 из 5 звезд5/5 (1)
- Black Gold Stranglehold: The Myth of Scarcity and the Politics of OilОт EverandBlack Gold Stranglehold: The Myth of Scarcity and the Politics of OilОценок пока нет
- Deepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationОт EverandDeepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesОт EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesРейтинг: 4 из 5 звезд4/5 (2)
- Oil & Gas Design Engineering Guide Book: Useful Practices and Equipment & SystemsОт EverandOil & Gas Design Engineering Guide Book: Useful Practices and Equipment & SystemsОценок пока нет
- Asphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsОт EverandAsphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsОценок пока нет
- Risk Management in the Oil and Gas Industry: Offshore and Onshore Concepts and Case StudiesОт EverandRisk Management in the Oil and Gas Industry: Offshore and Onshore Concepts and Case StudiesОценок пока нет
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryОт EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryОценок пока нет