Вам также может понравиться
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Medar Serie 4000Документ224 страницыMedar Serie 4000Edison MalacaraОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Operating Instructions: XV-102 Micro PanelДокумент78 страницOperating Instructions: XV-102 Micro PanelEdison MalacaraОценок пока нет
- Add Module in Rslogix 5000Документ10 страницAdd Module in Rslogix 5000Edison MalacaraОценок пока нет
- Application Parameter: Terminaltype: Maximum Coil Current: Feed Rate Per Revolution: Full Steps Per Revolution (Motor)Документ2 страницыApplication Parameter: Terminaltype: Maximum Coil Current: Feed Rate Per Revolution: Full Steps Per Revolution (Motor)Edison MalacaraОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- ReleaseNotes enДокумент18 страницReleaseNotes enEdison MalacaraОценок пока нет
- Inductive SensorsДокумент8 страницInductive SensorsEdison MalacaraОценок пока нет
- Guard I/O Ethernet/Ip Safety Modules: User ManualДокумент176 страницGuard I/O Ethernet/Ip Safety Modules: User ManualEdison MalacaraОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Drives Powerflix 5000Документ36 страницDrives Powerflix 5000Edison MalacaraОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Preview - Aws+wit W 2008Документ7 страницPreview - Aws+wit W 2008Edison Malacara0% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Lincoln Electric Company: 22801 St. Clair Avenue Cleveland, Ohio 44117Документ74 страницыThe Lincoln Electric Company: 22801 St. Clair Avenue Cleveland, Ohio 44117Edison MalacaraОценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Tia PortalДокумент15 страницTia PortalEdison MalacaraОценок пока нет
- Servo-Robot-Gun Obara PDFДокумент3 страницыServo-Robot-Gun Obara PDFEdison MalacaraОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Servo Robot Gun Catalogue PDFДокумент3 страницыServo Robot Gun Catalogue PDFEdison MalacaraОценок пока нет
- PB Super 1103-2 BRДокумент14 страницPB Super 1103-2 BRBartz BartzОценок пока нет
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- ColaCor EDPДокумент2 страницыColaCor EDPmndmatt100% (1)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- CRR40 300 ThermokingДокумент53 страницыCRR40 300 Thermokingrazvanmstancescu100% (1)
- CEX 6331 - Construction Engineering and Management Submit Answers ToДокумент2 страницыCEX 6331 - Construction Engineering and Management Submit Answers ToNero PereraОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Instructions For Vinyl Ester Butt Weld KitsДокумент4 страницыInstructions For Vinyl Ester Butt Weld KitsMukiara LuffyОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Hse Team Tour Checklist Workshop Welding AreaДокумент2 страницыHse Team Tour Checklist Workshop Welding Areaf.B100% (3)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- List of PlatesДокумент13 страницList of PlatesPSGОценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- ResultДокумент9 страницResultanon_981731217Оценок пока нет
- II - Ipex Dimensional Manual - NEWДокумент98 страницII - Ipex Dimensional Manual - NEWAnonymous 1ykzuaxWgYОценок пока нет
- Accelerometer Based Tilt Sensor For Controlling Wheel ChairДокумент23 страницыAccelerometer Based Tilt Sensor For Controlling Wheel ChairatulonwheelsОценок пока нет
- Biogastrain Produktblad 2005Документ2 страницыBiogastrain Produktblad 2005adamyogiОценок пока нет
- Co2 CorrosionДокумент11 страницCo2 Corrosionnaveenbaskaran1989Оценок пока нет
- Apex Conveyor Handbook 2002Документ92 страницыApex Conveyor Handbook 2002linmar7071Оценок пока нет
- Mercer Valve 1400 Series BrochureДокумент8 страницMercer Valve 1400 Series BrochureAnonymous 7GuboLxjQОценок пока нет
- Schedule Delay in Construction Project Using TIAДокумент97 страницSchedule Delay in Construction Project Using TIAfarhanyazdaniОценок пока нет
- Mazda Protege 5 Control SystemДокумент14 страницMazda Protege 5 Control SystemJGAR2009Оценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- en Lock NutsДокумент68 страницen Lock NutsAlvaro Munoz100% (1)
- DRC GAC GAB Commax Comax Videointerfon Bloc Post Exterior Manual Instalare PDFДокумент37 страницDRC GAC GAB Commax Comax Videointerfon Bloc Post Exterior Manual Instalare PDFpedroso76Оценок пока нет
- Wacker Neuson Concrete Technology BrochureДокумент17 страницWacker Neuson Concrete Technology BrochureMuhaiminОценок пока нет
- DataBase2 1Документ45 страницDataBase2 1Abhijith RajОценок пока нет
- Shaft Sinking and Underground Development at TheДокумент4 страницыShaft Sinking and Underground Development at TheleodorОценок пока нет
- NCCI Design of Fixed Column Base JointsДокумент23 страницыNCCI Design of Fixed Column Base JointsVădan BogdanОценок пока нет
- Xylene SolubaleДокумент4 страницыXylene Solubale6850079Оценок пока нет
- 09 - Telecommunication CablesДокумент45 страниц09 - Telecommunication CablesmlutfimaОценок пока нет
- House With SteelДокумент8 страницHouse With SteelMike LojoОценок пока нет
- USTER - Tap in To Free Know-HowДокумент2 страницыUSTER - Tap in To Free Know-HowAqeel AhmedОценок пока нет
- E52 Ca1dy 247682 PDFДокумент34 страницыE52 Ca1dy 247682 PDFvũ văn đăngОценок пока нет
- Gears - Parts List - 2016Документ14 страницGears - Parts List - 2016Centrifugal SeparatorОценок пока нет
- Factors Affecting Selection of FoundationДокумент4 страницыFactors Affecting Selection of FoundationRoy JariОценок пока нет
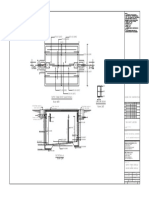
- Muthiga Septic Tank Details1Документ1 страницаMuthiga Septic Tank Details1Daniel OkereОценок пока нет