Вам также может понравиться
- Mixing V3: Theory and PracticeОт EverandMixing V3: Theory and PracticeVincent W. UhlОценок пока нет
- New DacumentsДокумент13 страницNew DacumentsMustafa Khan100% (1)
- What Chemical Engineers Can Learn From Mother NatureДокумент8 страницWhat Chemical Engineers Can Learn From Mother NatureDiana BonyuetОценок пока нет
- Modeling and Simulation of CSTR For Manufacture of Propylene GlycolДокумент6 страницModeling and Simulation of CSTR For Manufacture of Propylene Glycolantoojacome100% (1)
- Development of A Vanadium Redox Flow Battery For Energy Storage PDFДокумент90 страницDevelopment of A Vanadium Redox Flow Battery For Energy Storage PDFpokygangОценок пока нет
- Reactor DesignДокумент27 страницReactor Designcheckmeout803100% (3)
- The Design of Continuous Polycondensation ReactorsДокумент189 страницThe Design of Continuous Polycondensation ReactorsArmiee Infinite100% (1)
- Pede Proj 1Документ28 страницPede Proj 1Jibril hassen kedirОценок пока нет
- Heat Transfer in Jacketed VesselsДокумент5 страницHeat Transfer in Jacketed VesselsSalman ZafarОценок пока нет
- Mixing With Helical Ribbon AgitatorsДокумент9 страницMixing With Helical Ribbon AgitatorsWilson Agudelo CatañoОценок пока нет
- Synthesis of N Butyl Acetate Via Reactive Distillation Column Using Candida Antarctica Lipase As CatalystДокумент12 страницSynthesis of N Butyl Acetate Via Reactive Distillation Column Using Candida Antarctica Lipase As CatalystjavasoloОценок пока нет
- Reactive Distillation ProcessesДокумент9 страницReactive Distillation ProcessesAndrew TanОценок пока нет
- Agitator and MixerДокумент6 страницAgitator and MixerCik MinnОценок пока нет
- Designing Hoppers, Bins, and Silos For Reliable Flow - AIChEДокумент13 страницDesigning Hoppers, Bins, and Silos For Reliable Flow - AIChEmohsenОценок пока нет
- Properties of Formaldehyde PDFДокумент120 страницProperties of Formaldehyde PDFKolliparaDeepakОценок пока нет
- How To Minimise Scaleup DifficultiesДокумент6 страницHow To Minimise Scaleup Difficultieskishore.charuОценок пока нет
- Hydrocarbon Processing TOV Offer Advantages in Emergency Services PDFДокумент4 страницыHydrocarbon Processing TOV Offer Advantages in Emergency Services PDFSu KaОценок пока нет
- Azeotropic & Extractive DistillationДокумент39 страницAzeotropic & Extractive DistillationMani EarnОценок пока нет
- Scale UpДокумент109 страницScale UpΟδυσσεας ΚοψιδαςОценок пока нет
- Scale Up and Heat TransferДокумент80 страницScale Up and Heat TransferSunny LeeОценок пока нет
- 2015-Tackling Difficult Mixing ProblemsДокумент8 страниц2015-Tackling Difficult Mixing Problemsjuan sepulvedaОценок пока нет
- Multi Tubular Reactor ModelingДокумент9 страницMulti Tubular Reactor ModelingJung Hyun ChoiОценок пока нет
- Pressure-Swing Reactive Distillation Process For Transesterification of Methyl Acetate With IsopropanolДокумент3 страницыPressure-Swing Reactive Distillation Process For Transesterification of Methyl Acetate With IsopropanolMahesh ChantarkarОценок пока нет
- Chemcad: Chemical Process SimulationДокумент10 страницChemcad: Chemical Process SimulationElizabeth Monica QuispeОценок пока нет
- BFD of Lima RefineryДокумент1 страницаBFD of Lima RefineryMuhammad Ibad Alam100% (1)
- Agitation of Non-Newtonian FluidsДокумент8 страницAgitation of Non-Newtonian FluidsandresjypОценок пока нет
- 4.basf - 855 - e 17 (TC) - Ima Spain - Up ScalinДокумент27 страниц4.basf - 855 - e 17 (TC) - Ima Spain - Up ScalinPaqui Miranda GualdaОценок пока нет
- How To Scale-Up: M Miix Xiin NG G P Prro Occe Es Ss Se Es S Iin NДокумент9 страницHow To Scale-Up: M Miix Xiin NG G P Prro Occe Es Ss Se Es S Iin NOdst Ovac100% (1)
- Pack RYTДокумент41 страницаPack RYTGonzalo Alonso QuintanaОценок пока нет
- SOP 32v7 Bulk Density Undisturbed Samples FinalДокумент7 страницSOP 32v7 Bulk Density Undisturbed Samples FinalSyaf EdОценок пока нет
- Scale-Up: Training & Development Scale-Up S Lakshminarayanan, Technology TransferДокумент72 страницыScale-Up: Training & Development Scale-Up S Lakshminarayanan, Technology TransferGopalVarthyaОценок пока нет
- Dec06feature PDFДокумент4 страницыDec06feature PDFAmgad_SОценок пока нет
- CEP - Gabelman - Adsorption Basics Part 1Документ6 страницCEP - Gabelman - Adsorption Basics Part 1Nati MolinaОценок пока нет
- CALDENTEY, C., J. A Mechanistic Model For Liquid Hydrocyclones (LHC)Документ109 страницCALDENTEY, C., J. A Mechanistic Model For Liquid Hydrocyclones (LHC)euderfilhoОценок пока нет
- HumidificationДокумент68 страницHumidificationA AshokОценок пока нет
- Solubility Ammonium Sulfate in Sulfuric Acid SolutionДокумент2 страницыSolubility Ammonium Sulfate in Sulfuric Acid SolutionBagus Surya Saputra0% (1)
- Module 2: Polymer Reactions Step-Growth Polymerization KineticsДокумент35 страницModule 2: Polymer Reactions Step-Growth Polymerization KineticsYu An Shih100% (1)
- Team 4 Final PresentationДокумент25 страницTeam 4 Final Presentationlux0008Оценок пока нет
- Extractive Distillation of Toluene & Methylcyclohexane Using PhenolДокумент2 страницыExtractive Distillation of Toluene & Methylcyclohexane Using PhenolNIKHIL SHINDEОценок пока нет
- DWCДокумент10 страницDWCkennethmsorianoОценок пока нет
- 0.-Rules of Thumb (Walas)Документ7 страниц0.-Rules of Thumb (Walas)Bryan PiguaveОценок пока нет
- Brosjyre ChemineerДокумент14 страницBrosjyre ChemineerRaul DiazОценок пока нет
- Cabeq 2011 02 Verzija 4 Chapter8Документ7 страницCabeq 2011 02 Verzija 4 Chapter8Delicz TanОценок пока нет
- Heuristic Synthesis and Shortcut Design of Separation Processes Using Residue Curve Maps - A ReviewДокумент18 страницHeuristic Synthesis and Shortcut Design of Separation Processes Using Residue Curve Maps - A ReviewFDОценок пока нет
- Gregory D. Botsaris (Auth.), J. W. Mullin (Eds.) - Industrial Crystallization-Springer US (1976) PDFДокумент456 страницGregory D. Botsaris (Auth.), J. W. Mullin (Eds.) - Industrial Crystallization-Springer US (1976) PDFAlan ConnorОценок пока нет
- Electrochemical EquilibriumДокумент54 страницыElectrochemical EquilibriumChelsea MartinezОценок пока нет
- Bubble Column TechnologyДокумент34 страницыBubble Column TechnologyВладимир Петров100% (1)
- The+Design+and+Control+of+Distillation+Column+with+Side+Reactors+for CompressedДокумент8 страницThe+Design+and+Control+of+Distillation+Column+with+Side+Reactors+for CompressedElizabeth PatrickОценок пока нет
- Cooling Tower and Spray Pond TechnologyДокумент3 страницыCooling Tower and Spray Pond TechnologyMuhammad KamalОценок пока нет
- Avoid Pump Shaft Failure.-1 PDFДокумент3 страницыAvoid Pump Shaft Failure.-1 PDFAnonymous jlLBRMAr3OОценок пока нет
- Design of A Fluidized Drum GranulatorДокумент6 страницDesign of A Fluidized Drum GranulatorditchcheОценок пока нет
- Reactors Ppt4Документ55 страницReactors Ppt4DanishОценок пока нет
- OverviewДокумент21 страницаOverviewgreenhen15Оценок пока нет
- Chapter 5.T-102 (5.4) PDFДокумент51 страницаChapter 5.T-102 (5.4) PDFSyukri ZainuddinОценок пока нет
- Agitator Power Requirement and Mixing Intensity CalculationДокумент26 страницAgitator Power Requirement and Mixing Intensity CalculationChemical Engineering100% (2)
- Catalytic Hydrogenation in The Liquid PhaseДокумент8 страницCatalytic Hydrogenation in The Liquid PhasegiovanniОценок пока нет
- Batch Centrifugal DesignДокумент9 страницBatch Centrifugal DesignpedroОценок пока нет
- Preliminary Design of RDДокумент22 страницыPreliminary Design of RDDhanashree JagtapОценок пока нет
- Solidification and CrystallizationОт EverandSolidification and CrystallizationDieter M. HerlachОценок пока нет
- Excellence Way of Life: Where Is AДокумент4 страницыExcellence Way of Life: Where Is AArunkumarОценок пока нет
- Storage and Handling RecommendationsДокумент20 страницStorage and Handling RecommendationsArunkumarОценок пока нет
- XUV500 Brochure PDFДокумент13 страницXUV500 Brochure PDFArunkumarОценок пока нет
- Application Asnt NDT (Betz)Документ4 страницыApplication Asnt NDT (Betz)ArunkumarОценок пока нет
- Product Specification Sheet: Stationary Welding Electrode Drying Oven Model - Hiec:370:IiДокумент1 страницаProduct Specification Sheet: Stationary Welding Electrode Drying Oven Model - Hiec:370:IiArunkumarОценок пока нет
- Regional CentreДокумент9 страницRegional CentreArunkumarОценок пока нет
- Amie Syllabus Sec B ChemicalДокумент6 страницAmie Syllabus Sec B ChemicalArunkumarОценок пока нет
- Academic CalenderДокумент1 страницаAcademic CalenderArunkumarОценок пока нет
- Q.1 Colour and Label The Parts of Plant Using The Words Given in The BracketДокумент3 страницыQ.1 Colour and Label The Parts of Plant Using The Words Given in The BracketArunkumarОценок пока нет
- MSME Loans Upto Rs.10 Crore - CHECK LISTДокумент1 страницаMSME Loans Upto Rs.10 Crore - CHECK LISTArunkumarОценок пока нет
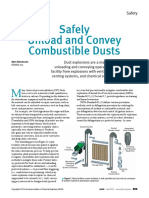
- Safely Convey Combustible DustsДокумент4 страницыSafely Convey Combustible DustsArunkumarОценок пока нет
- Articulo Rompedor de VorticeДокумент10 страницArticulo Rompedor de VorticeLuis Camilo Gomez TrujilloОценок пока нет
- OAO-B Press KitДокумент38 страницOAO-B Press KitBob AndrepontОценок пока нет
- Final Report - Group 1Документ50 страницFinal Report - Group 1Farah GulzarОценок пока нет
- High-Speed Compressor Analysis - Edited - FINAL PDFДокумент173 страницыHigh-Speed Compressor Analysis - Edited - FINAL PDFTecnicas Predictivas Sac100% (1)
- An Ecient Multiple Shooting Based Reduced SQP Strategy For Large-Scale Dynamic Process OptimizationДокумент10 страницAn Ecient Multiple Shooting Based Reduced SQP Strategy For Large-Scale Dynamic Process OptimizationaminОценок пока нет
- Multistage Multioutlet PumpДокумент11 страницMultistage Multioutlet Pumpmajortay100% (1)
- PCS Ferguson Multi Stage Plunger Lift PresentationДокумент16 страницPCS Ferguson Multi Stage Plunger Lift Presentationawise118750% (2)
- Wonderlic Sample Test (Answers)Документ2 страницыWonderlic Sample Test (Answers)the_akiniti79% (19)
- RT-20P - SS-15 ScroogeДокумент4 страницыRT-20P - SS-15 ScroogeAndrea RattiОценок пока нет
- CM PDFДокумент94 страницыCM PDFnilthon pomaОценок пока нет
- Blackout: Team 74 Project Technical Report For The 2021 IRECДокумент36 страницBlackout: Team 74 Project Technical Report For The 2021 IRECAlainVillanuevaОценок пока нет
- Physics I Problems PDFДокумент1 страницаPhysics I Problems PDFbosschellenОценок пока нет
- N2O4-MMH Upper Stage ThrusterДокумент10 страницN2O4-MMH Upper Stage ThrusterjuniormirandaОценок пока нет
- Membrane Separation in Natural Gas Processing.Документ23 страницыMembrane Separation in Natural Gas Processing.CCESARPL100% (1)
- DownloadДокумент20 страницDownloadCarlos HenriqueОценок пока нет
- TsiolkovskyДокумент6 страницTsiolkovskyMladen TrifunovicОценок пока нет
- Space Debris Removal System Using A Small Satellite 2006Документ7 страницSpace Debris Removal System Using A Small Satellite 2006Sarvesh Talele100% (1)
- General Instruction For ApplicantsДокумент32 страницыGeneral Instruction For ApplicantstomiОценок пока нет
- SA-6 Press KitДокумент53 страницыSA-6 Press KitBob Andrepont100% (1)
- 40 Project ReportДокумент16 страниц40 Project ReportNilimesh DasОценок пока нет
- Principles of Rocket PropulsionДокумент21 страницаPrinciples of Rocket PropulsionShailaja UdtewarОценок пока нет
- Physics430 - Lecture05 RocketsДокумент19 страницPhysics430 - Lecture05 RocketschaciОценок пока нет
- Liquid Rocket Engine Centrifugal Flow Turbopumps (NASA)Документ124 страницыLiquid Rocket Engine Centrifugal Flow Turbopumps (NASA)ARturo NeuroОценок пока нет
- Falcon9 Users Guide 2009Документ70 страницFalcon9 Users Guide 2009David Soto SedanoОценок пока нет
- Practical Guide Optimal Control Theory PDFДокумент39 страницPractical Guide Optimal Control Theory PDFchaitanya_awast9336Оценок пока нет
- 1959-05-01 Preliminary Study of An Unmanned Lunar Soft Landing Vehicle, ABMA Redstone Arsenal, Alabama P16608coll1 - 22025Документ75 страниц1959-05-01 Preliminary Study of An Unmanned Lunar Soft Landing Vehicle, ABMA Redstone Arsenal, Alabama P16608coll1 - 22025John Blanton, Sr.Оценок пока нет
- National Launch Vehicle Summary. Revision 3Документ56 страницNational Launch Vehicle Summary. Revision 3Bob AndrepontОценок пока нет
- Multistage Agitated ReactorsДокумент9 страницMultistage Agitated ReactorsArunkumarОценок пока нет
- Developments in Liquid Rocket Engine Tech - Richard Cohn PDFДокумент53 страницыDevelopments in Liquid Rocket Engine Tech - Richard Cohn PDFKhoa VũОценок пока нет
- Solid RocketДокумент18 страницSolid RocketVincent S Ryan100% (7)