Вам также может понравиться
- Water SoftenersДокумент11 страницWater Softenersadel rihanaОценок пока нет
- Tank Erection Itp Org ChartДокумент34 страницыTank Erection Itp Org Chartvasantha kumar100% (1)
- FSK-E290-006-A4-0 Quality Control Plan (QC Plan)Документ4 страницыFSK-E290-006-A4-0 Quality Control Plan (QC Plan)Amir Reza RashidfarokhiОценок пока нет
- 6-12-0001 Rev 6 General Spec For Pressure VesselsДокумент15 страниц6-12-0001 Rev 6 General Spec For Pressure Vesselsravi2007Оценок пока нет
- Vortex BreakerДокумент2 страницыVortex Breakernaruto256Оценок пока нет
- Sizing Electrical Water HeatersДокумент77 страницSizing Electrical Water HeatersmajedОценок пока нет
- Welcome To: Training Program On GUIDED TOUR OF ASME CodesДокумент120 страницWelcome To: Training Program On GUIDED TOUR OF ASME CodesAndri Konyoa KonyoaОценок пока нет
- 5 SMPV RulesДокумент16 страниц5 SMPV Rulesvimalk017Оценок пока нет
- EGP3-01.16 Welding For Skids and Miscellaneous SteelДокумент10 страницEGP3-01.16 Welding For Skids and Miscellaneous SteelMathias OnosemuodeОценок пока нет
- JMS For Erection of Stiffener Angle With Existing Curb Channel With Erection of Deflector Plate Arrangement For Tank006Документ9 страницJMS For Erection of Stiffener Angle With Existing Curb Channel With Erection of Deflector Plate Arrangement For Tank006AshutoshОценок пока нет
- External Floating Roof Tank Design & ComponentsДокумент2 страницыExternal Floating Roof Tank Design & Componentsarif99pakОценок пока нет
- Engineering Design Guide For Storage TanksДокумент107 страницEngineering Design Guide For Storage Tankssonng.engОценок пока нет
- Design and Fabrication of Heat Exchanger Using PCMДокумент13 страницDesign and Fabrication of Heat Exchanger Using PCMArjun Gr0% (1)
- US9260541 Methods of Catalyst ActivationДокумент22 страницыUS9260541 Methods of Catalyst ActivationyamakunОценок пока нет
- Factors Contributing To Foarming Crude OilДокумент11 страницFactors Contributing To Foarming Crude OilSang Duong Van100% (1)
- New Bottom PlateДокумент9 страницNew Bottom PlateEmmanuel kusimo100% (1)
- FRP TanksДокумент1 страницаFRP TanksMakrand SakpalОценок пока нет
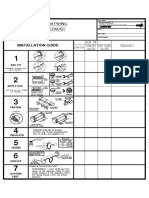
- ControTrace Installation Checklist PipeДокумент1 страницаControTrace Installation Checklist PipeEnoch TwumasiОценок пока нет
- PE ASME Boiler Initial Report NB-405Документ3 страницыPE ASME Boiler Initial Report NB-405Jeanette BeukesОценок пока нет
- BTE Dome Brochure Jun 10Документ2 страницыBTE Dome Brochure Jun 10م.ذكى فضل ذكىОценок пока нет
- 18105-Abg-01-Me-das-033 Rev-A Mechanical Data Sheet O2 Stripper Condense...Документ5 страниц18105-Abg-01-Me-das-033 Rev-A Mechanical Data Sheet O2 Stripper Condense...Avinash ShuklaОценок пока нет
- PDO Approved Inspection BodiesДокумент15 страницPDO Approved Inspection BodiesMohammed Rizwan AhmedОценок пока нет
- Bifold UpdatedДокумент8 страницBifold UpdatedGopinath GunasekaranОценок пока нет
- Chevron Specification TAM-MN-2Документ9 страницChevron Specification TAM-MN-2Burak GülenОценок пока нет
- Material and Equipment Standard For Large Welded Low Pressure Storage Tanks M-Me-110Документ17 страницMaterial and Equipment Standard For Large Welded Low Pressure Storage Tanks M-Me-110Javeed A. KhanОценок пока нет
- Piping Material Class Description SummaryДокумент22 страницыPiping Material Class Description SummaryFabio S.Оценок пока нет
- Sa 672Документ7 страницSa 672lalitaliОценок пока нет
- Ma05m Centrifugal Pumps SpecificationДокумент21 страницаMa05m Centrifugal Pumps SpecificationandyОценок пока нет
- Acid Rinsing FRP TankДокумент2 страницыAcid Rinsing FRP Tankkasvikraj0% (1)
- TANK INSPECTION PROCEDUREДокумент4 страницыTANK INSPECTION PROCEDUREzahid_497Оценок пока нет
- SBC (Safety Break-Away Couplings) v140630Документ16 страницSBC (Safety Break-Away Couplings) v140630Robert Villavicencio0% (1)
- Pressure Vessel Material Selection GuidelinesДокумент3 страницыPressure Vessel Material Selection Guidelinesarjun SinghОценок пока нет
- Surge Tank Ps PDFДокумент2 страницыSurge Tank Ps PDFsutanОценок пока нет
- Sick Tanker Unloading PumpДокумент3 страницыSick Tanker Unloading PumpSumantrra ChattopadhyayОценок пока нет
- Engineering Group: Kuwait Oil Company (K.S.C.)Документ14 страницEngineering Group: Kuwait Oil Company (K.S.C.)Aravindan Ganesh KumarОценок пока нет
- Chemical Injection Skid: For Oil and Gas IndustryДокумент11 страницChemical Injection Skid: For Oil and Gas IndustryAnonymous bHh1L1Оценок пока нет
- Flammable Liquid Storage Codes & Registration RulesДокумент3 страницыFlammable Liquid Storage Codes & Registration RulesYodit TesfayОценок пока нет
- Inspection Cleaning Flushing TestingДокумент8 страницInspection Cleaning Flushing Testingadel rihanaОценок пока нет
- Expansion Tank (Et) : Rabigh II Project Interconnecting Package (UO1)Документ14 страницExpansion Tank (Et) : Rabigh II Project Interconnecting Package (UO1)dodonggОценок пока нет
- Reconstruction Airport Expansion JointsДокумент5 страницReconstruction Airport Expansion JointsaltipatlarОценок пока нет
- Jacobs: Equipment Inspection Code: AДокумент2 страницыJacobs: Equipment Inspection Code: ASigit BintanОценок пока нет
- Roof Drain and Tank Seal SpecificationДокумент2 страницыRoof Drain and Tank Seal SpecificationgabrielardanzaОценок пока нет
- Designing Biogas Systems: A Technical GuideДокумент7 страницDesigning Biogas Systems: A Technical GuideMunish VashisthaОценок пока нет
- Welker 2Документ2 страницыWelker 2faradbОценок пока нет
- Floating Head Heat Exchanger Hydrotest ProcedureДокумент15 страницFloating Head Heat Exchanger Hydrotest ProcedureDoğuhan DenizgezОценок пока нет
- Procedure for hydro & pneumatic tank testingДокумент3 страницыProcedure for hydro & pneumatic tank testingNupesh katreОценок пока нет
- Gauge - Pole - Cover - For - Floating - Roof - Tanks LR PDFДокумент2 страницыGauge - Pole - Cover - For - Floating - Roof - Tanks LR PDFArlen NurlanОценок пока нет
- Qot BD 1 22 Me SPC 10364 00Документ16 страницQot BD 1 22 Me SPC 10364 00Hamid MansouriОценок пока нет
- Inspection and Test Plan for Storage TankДокумент7 страницInspection and Test Plan for Storage TankABDELKADER BENABDALLAHОценок пока нет
- ES-20.02 Quality Requirements PTT Public Co., LTD OF 23 For Pressure Vessel Engineering Standard REV: 01Документ23 страницыES-20.02 Quality Requirements PTT Public Co., LTD OF 23 For Pressure Vessel Engineering Standard REV: 01Nikki RobertsОценок пока нет
- Hot Tapping AST Storage Tanks SafelyДокумент2 страницыHot Tapping AST Storage Tanks SafelyJuan DelacruzОценок пока нет
- Coating or hydrotestingДокумент4 страницыCoating or hydrotestinggigiphi1Оценок пока нет
- Install Aboveground Fuel TanksДокумент6 страницInstall Aboveground Fuel TanksGyanendra Narayan NayakОценок пока нет
- BLADDER TANK PROPORTIONING SYSTEMДокумент12 страницBLADDER TANK PROPORTIONING SYSTEMakshay MahajanОценок пока нет
- Annex C External Floating RoofДокумент1 страницаAnnex C External Floating Roofamshiv0% (1)
- South Pars Gas Field Tank Inspection PlanДокумент34 страницыSouth Pars Gas Field Tank Inspection Planshankarmech04@gmail.comОценок пока нет
- Summary of ASME BPVC Section VIII Div 1 (Part 2) - Welding & NDTДокумент14 страницSummary of ASME BPVC Section VIII Div 1 (Part 2) - Welding & NDTTin Aung KyiОценок пока нет
- Dimensions, Sizes and Specification of JIS B2220 Standard Steel Flanges PDFДокумент8 страницDimensions, Sizes and Specification of JIS B2220 Standard Steel Flanges PDFMohamad RifkiОценок пока нет
- Hydrotest: Sdp-1 V.P.ShuklaДокумент22 страницыHydrotest: Sdp-1 V.P.ShuklaMuhammad Faisal Javed100% (1)
- Potable Water Storage Tank SpecificationДокумент7 страницPotable Water Storage Tank SpecificationTeguh Setiono100% (2)
- 6th Central Pay Commission Salary CalculatorДокумент15 страниц6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- 024Документ13 страниц024Emad Elhussieny100% (2)
- Va UserДокумент180 страницVa UserMohamed Mostafa IbrahimОценок пока нет
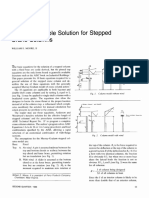
- A Programmable Solution For Stepped Crane ColumnsДокумент4 страницыA Programmable Solution For Stepped Crane ColumnsMohamed Mostafa IbrahimОценок пока нет
- BeamsДокумент23 страницыBeamsMahmoud AboalrobОценок пока нет
- Δ 1.5 cm E 220000 kg.cm L 750 cm I 540000 cm4 M= 19.008 m.tДокумент1 страницаΔ 1.5 cm E 220000 kg.cm L 750 cm I 540000 cm4 M= 19.008 m.tMohamed Mostafa IbrahimОценок пока нет
- BEAMCOL9Документ10 страницBEAMCOL9Richard FallegaОценок пока нет
- ANSI Testing Standards RacksДокумент126 страницANSI Testing Standards RacksmloredoОценок пока нет
- Excel program analyzes end plate moment connectionsДокумент27 страницExcel program analyzes end plate moment connectionscengizОценок пока нет
- GBES Flash Cards LEED Green AssociateДокумент134 страницыGBES Flash Cards LEED Green AssociateMohamed Mostafa Ibrahim100% (2)
- AISC Design Guide 33 Curved Member Design 2018Документ166 страницAISC Design Guide 33 Curved Member Design 2018saital92% (12)
- 60 AutoCAD Tips in 60 Minutes FinalДокумент21 страница60 AutoCAD Tips in 60 Minutes FinalslajicaОценок пока нет
- DG 15 ErrataДокумент6 страницDG 15 ErrataMohamed Mostafa IbrahimОценок пока нет
- Introduction of The Bauhaus Research School: Dr. Franziska Matthes / Meeta WolffДокумент14 страницIntroduction of The Bauhaus Research School: Dr. Franziska Matthes / Meeta WolffMohamed Mostafa IbrahimОценок пока нет
- 01 - Introduction For Reinforced Concrete DesignДокумент10 страниц01 - Introduction For Reinforced Concrete DesignHany Seif-Aldien NasserОценок пока нет
- If You Are Viewing This in Google Docs, Press "Edit Online" To Modify The SpreadsheetДокумент1 страницаIf You Are Viewing This in Google Docs, Press "Edit Online" To Modify The SpreadsheetMohamed Mostafa IbrahimОценок пока нет
- Limcon BrochureДокумент16 страницLimcon BrochureMohamed Mostafa IbrahimОценок пока нет
- Release Notes Sap 2000 V 1801Документ12 страницRelease Notes Sap 2000 V 1801Mohamed Mostafa IbrahimОценок пока нет
- R.C. Shop DrawingsДокумент1 страницаR.C. Shop DrawingsMohamed Mostafa IbrahimОценок пока нет
- Steel Beam Column ECPДокумент9 страницSteel Beam Column ECPMohamed Mostafa IbrahimОценок пока нет
- Limcon BrochureДокумент16 страницLimcon BrochureMohamed Mostafa IbrahimОценок пока нет
- Masonry Design Method ChoicesДокумент12 страницMasonry Design Method ChoicesDjordje LadjinovicОценок пока нет
- 4BEAMCOL9 SteelBeamandColumnAnalysisДокумент7 страниц4BEAMCOL9 SteelBeamandColumnAnalysises2345Оценок пока нет
- Design Functions 2005 DistДокумент55 страницDesign Functions 2005 DistMohamed Mostafa IbrahimОценок пока нет
- AISC360-05 LRFD Shear Bolted Connection CheckДокумент12 страницAISC360-05 LRFD Shear Bolted Connection CheckMario FeghaliОценок пока нет
- Tek 05-05aДокумент4 страницыTek 05-05aMohamed Mostafa IbrahimОценок пока нет
- Crack Control in Concrete Masonry WallsДокумент4 страницыCrack Control in Concrete Masonry WallsMohamed Mostafa IbrahimОценок пока нет
- Crack Control in Concrete Masonry WallsДокумент4 страницыCrack Control in Concrete Masonry WallsMohamed Mostafa IbrahimОценок пока нет
- Mini Centre CatalogДокумент26 страницMini Centre CatalogJohn EarleyОценок пока нет
- Amway Final ReportДокумент74 страницыAmway Final ReportRadhika Malhotra75% (4)
- ProSteel Connect EditionДокумент2 страницыProSteel Connect EditionInfrasys StructuralОценок пока нет
- MBA 2020: Research on Online Shopping in IndiaДокумент4 страницыMBA 2020: Research on Online Shopping in Indiaprayas sarkarОценок пока нет
- FeatureSelectionAccepted IEEE Review PDFДокумент20 страницFeatureSelectionAccepted IEEE Review PDFrvsamy80Оценок пока нет
- Telegra Manual - DatasheetДокумент79 страницTelegra Manual - DatasheetNilanjan Chakravortty100% (1)
- 50 Ways To Balance MagicДокумент11 страниц50 Ways To Balance MagicRodolfo AlencarОценок пока нет
- Rubik Clock Solution 1Документ2 страницыRubik Clock Solution 1Ionel PaunОценок пока нет
- Food Science, Technology & Nutitions - Woodhead - FoodДокумент64 страницыFood Science, Technology & Nutitions - Woodhead - FoodEduardo EstradaОценок пока нет
- Powers of Central Govt under Environment Protection ActДокумент13 страницPowers of Central Govt under Environment Protection Actsirajudeen IОценок пока нет
- Direction: Read The Questions Carefully. Write The Letters of The Correct AnswerДокумент3 страницыDirection: Read The Questions Carefully. Write The Letters of The Correct AnswerRomyross JavierОценок пока нет
- Degree and Order of ODEДокумент7 страницDegree and Order of ODEadiba adibОценок пока нет
- APM200 Outdoor Power Supply System User Manual-20060628-B-1.0Документ52 страницыAPM200 Outdoor Power Supply System User Manual-20060628-B-1.0Andrés MarroquínОценок пока нет
- Silicone Bonding BrochureДокумент4 страницыSilicone Bonding BrochureAmir ShahzadОценок пока нет
- Surface Coating ProcessesДокумент7 страницSurface Coating ProcessesSailabala ChoudhuryОценок пока нет
- Rock Laboratory PricelistДокумент1 страницаRock Laboratory PricelistHerbakti Dimas PerdanaОценок пока нет
- Sight Reduction Tables For Marine Navigation: B, R - D, D. SДокумент12 страницSight Reduction Tables For Marine Navigation: B, R - D, D. SGeani MihaiОценок пока нет
- Andrew Linklater - The Transformation of Political Community - E H Carr, Critical Theory and International RelationsДокумент19 страницAndrew Linklater - The Transformation of Political Community - E H Carr, Critical Theory and International Relationsmaria luizaОценок пока нет
- C++ NotesДокумент129 страницC++ NotesNikhil Kant Saxena100% (4)
- Bolt Jul 201598704967704 PDFДокумент136 страницBolt Jul 201598704967704 PDFaaryangargОценок пока нет
- Jharkhand Steel Casting CompaniesДокумент6 страницJharkhand Steel Casting CompaniesCatherine Jovita50% (2)
- TelanganaДокумент16 страницTelanganaRamu Palvai0% (1)
- Soft StarterДокумент6 страницSoft StarterEric Maglinte TolosaОценок пока нет
- Health Information SystemДокумент11 страницHealth Information SystemVineeta Jose100% (1)
- L P 10Документ13 страницL P 10Bình Minh HoàngОценок пока нет
- Echt Er Nacht 2014Документ8 страницEcht Er Nacht 2014JamesОценок пока нет
- A. Hardened Concrete (Non-Destructive Tests) : The SAC Programme Is Managed by Enterprise SingaporeДокумент2 страницыA. Hardened Concrete (Non-Destructive Tests) : The SAC Programme Is Managed by Enterprise Singaporeng chee yongОценок пока нет
- CE ProblemДокумент5 страницCE ProblemJho FОценок пока нет
- User Manual LCD Signature Pad Signotec SigmaДокумент15 страницUser Manual LCD Signature Pad Signotec SigmaGael OmgbaОценок пока нет
- Asian Studies For Filipinos The Philippines in The Asian CenturyДокумент15 страницAsian Studies For Filipinos The Philippines in The Asian CenturyGlaizza QuintonОценок пока нет